作者:盧靜 梁國泉* 袁榕穗 段玉林 陳長艷 劉靜 陸梅元 熊釗
單位:廣西食品藥品審評查驗中心 (廣西 南寧 530029)
介紹當前市場上生產(chǎn)使用的幾種熱門3D打印技術(shù),分析目前義齒生產(chǎn)企業(yè)預(yù)期采用的3D打印模式,使用這些生產(chǎn)方式將面臨的一些基本注冊審評問題����,根據(jù)現(xiàn)有的通知和指導(dǎo)原則,提出初步的注冊審評思路���。
關(guān) 鍵 詞:3D打印 定制式固定義齒 審評
近年來�,醫(yī)療器械制造技術(shù)發(fā)展迅速����,傳統(tǒng)的義齒手工生產(chǎn)方式已不能滿足市場需求。3D打印是個性化醫(yī)療器械發(fā)展的趨勢�,該技術(shù)成型快、精度高�,適合定制具有復(fù)雜精細結(jié)構(gòu)的物體,受到義齒生產(chǎn)企業(yè)的關(guān)注[1]�。本文從3D打印技術(shù)、義齒生產(chǎn)工序流程以及注冊審評等方面進行歸總和分析���,為準備開展3D打印義齒生產(chǎn)企業(yè)提供一些借鑒和參考���。
1.3D打印技術(shù)類型
隨著科技的創(chuàng)新和發(fā)展,3D打印技術(shù)產(chǎn)業(yè)不斷拓展出新的3D打印技術(shù)路線和實現(xiàn)方法�。根據(jù)所用材料及生成層片方式的區(qū)別�,大致可歸納為光聚合成型�、擠出成型、粉狀粉末物料成型三大技術(shù)類型����,這三大類型又各包括一種或多種技術(shù)路線。下文概括介紹現(xiàn)階段的3D打印技術(shù)的幾種類型�。
1.1熔融沉積成型
熔融沉積成型(Fused Deposition Modeling,F(xiàn)DM)����,生產(chǎn)的時候?qū)⒔z狀材料如蠟、金屬或熱塑性塑料的熔絲從加熱的噴嘴中擠出���,設(shè)定好產(chǎn)品每一層的預(yù)定軌跡�,按照相同的速率進行熔體沉積����。使用的主要材料有熱塑性材料����、ABS和PLA。
1.2光固化成型
光固化成型(Stereolithography Apparatus����,SLA)�,這種工藝是將強度的激光與特定波長聚焦到光固化材料的表面�,先是由點到線,再由線到面的順序進行凝固�,完成了一個層面的繪圖作業(yè)之后,升降臺上下移動到另一個層片的高度�,再固化其他層面,通過層層疊加的方式構(gòu)成一個三維實體[2]����。使用的主要材料為光敏樹脂。
1.3三維粉末粘接
三維粉末粘接(Three Dimensional Printing and Gluing����,3DP),又稱三維打印�,采用的是普通打印機的原理,以數(shù)字模型文件為基礎(chǔ)����,用激光注射器將塑料或粉末狀金屬等可黏合材料一層一層累積起來,通過逐層打印的方式將計算機上的藍圖變成實物�。使用的主要材料為粉末材料,如塑料粉末����、金屬粉末���、陶瓷粉末。
1.4選擇性激光燒結(jié)
選擇性激光燒結(jié)(Selective Laser sintering���,SLS)是加熱材料至其熔點附近�,激光按設(shè)定軌跡直接燒結(jié)材料固化[3]����。使用的主要材料是粉末材料。
1.5數(shù)字光處理
數(shù)字光處理(Digital Light Processing����,DLP)是使用一種較高分辨率的數(shù)字光處理器來固化液態(tài)光聚合物,逐層對液態(tài)聚合物進行固化����,如此循環(huán)往復(fù),直到最終模型完成[4]���。使用的主要材料為液態(tài)樹脂。
1.6電子束熔煉
電子束熔煉(Electron Beam Melting�,EBM)作為一種高能束加工手段�,它是采用高能電子束作為加工熱源����,成型可通過操縱磁偏轉(zhuǎn)線圈進行[5]。使用的主要材料為鈦合金����。
2.義齒采用的3D打印方式及具體工序
2.1傳統(tǒng)工藝下的生產(chǎn)工藝流程
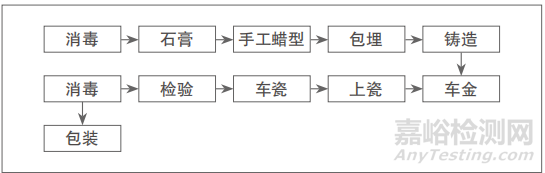
金屬鑄造烤瓷橋的生產(chǎn)工藝流程見圖1。
圖1. 金屬鑄造烤瓷橋的生產(chǎn)工藝流程
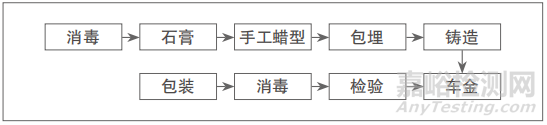
金屬鑄造橋的生產(chǎn)工藝流程見圖2���。
圖2. 金屬鑄造橋的生產(chǎn)工藝流程
2.2 3D打印技術(shù)下的生產(chǎn)工藝流程
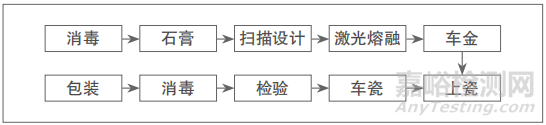
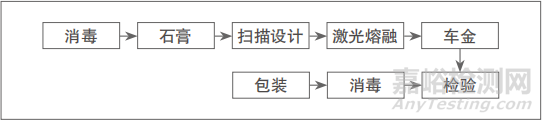
目前����,大部分義齒生產(chǎn)企業(yè)比較傾向于用3D打印技術(shù)代替手工蠟型�,以及用3D打印技術(shù)代替鑄造。前者是在原基礎(chǔ)上采用FDM熔融沉積成型3D打印技術(shù)代替手工蠟型工序�,其余工序與原有工序一致。后者是采用SLS選擇性激光燒結(jié)3D打印技術(shù)����,代替鑄造工序。工序流程會有一些變化:①SLS選擇性激光燒結(jié)技術(shù)下的金屬鑄造烤瓷橋工序流程見圖3���;②SLS選擇性激光燒結(jié)技術(shù)下的金屬鑄造橋工序流程見圖4����。
圖3. SLS選擇性激光燒結(jié)技術(shù)下的金屬鑄造烤瓷橋工序流程圖
圖4. SLS選擇性激光燒結(jié)技術(shù)下的金屬鑄造橋工序流程圖
3.企業(yè)對注冊面臨的疑惑
2018年修訂的《定制式義齒注冊技術(shù)審查指導(dǎo)原則》(2018年第80號)明確該指導(dǎo)原則適用范圍不適用于種植體(包括種植體基臺及其附件)、頜面贗復(fù)體����、預(yù)成型冠、定制式矯治和保持器����、3D打印工藝制作的牙科修復(fù)體[6]。大部分企業(yè)主要存在以下疑惑:①用3D打印代替?zhèn)鹘y(tǒng)手工蠟型工序是否要做注冊變更���;②3D打印技術(shù)代替鑄造工序的牙科修復(fù)體該如何分類���,應(yīng)該按哪種注冊類型進行申報,如何命名規(guī)格型號等問題����。
4.解決的方式和措施
4.1用FDM熔融沉積成型3D打印技術(shù)代替手工蠟型工序
蠟型工序在整個生產(chǎn)環(huán)節(jié)中,為鑄造做前期準備���,主要是對最終產(chǎn)品起內(nèi)管設(shè)計作用����,蠟型工序用手工模式修整還是用3D打印方式對整個生產(chǎn)流程并沒有多大影響����,生產(chǎn)義齒的主要原材料并沒有變化,只要制作出來的蠟型精度準確�,后期加工出來的義齒并無差異。綜上���,無論是生產(chǎn)工序還是產(chǎn)品主要原材料���,并沒有太大改變,更重要的是產(chǎn)品主要性能并無變化����。因此,可無需做注冊變更����。
4.2用SLS選擇性激光燒結(jié)3D打印技術(shù)代替鑄造工序
2019年2月18日,中檢院發(fā)布《2018年醫(yī)療器械產(chǎn)品分類界定結(jié)果匯總》����,第二部分按照Ⅱ類醫(yī)療器械管理的產(chǎn)品中第20.定制式固定義齒(3D激光熔鑄鈷鉻合金烤瓷冠、橋):由鈷鉻合金粉末通過3D激光熔鑄打印技術(shù)制成內(nèi)冠和外部義齒瓷粉(即烤瓷粉���、糊劑�、釉粉、釉水)燒結(jié)組成����。為使用已注冊的義齒材料生產(chǎn)。用于牙體�、牙列缺失或缺損的固定修復(fù)。分類編碼:17-06����。
根據(jù)分類界定結(jié)果,使用已注冊的金屬粉末通過SLS技術(shù)生產(chǎn)的牙科修復(fù)體可以按Ⅱ類醫(yī)療器械管理���,如企業(yè)之前已獲批定制式固定義齒注冊證�,可以申報定制式固定義齒注冊變更���,如未獲批定制式固定義齒注冊證����,則按首次注冊申報���。產(chǎn)品具體型號命名應(yīng)能反映制作產(chǎn)品的主要材料���、工藝和結(jié)構(gòu)����,并適當考慮臨床的命名方式�。一般采用“主要材料+工藝+結(jié)構(gòu)功能”的命名方法�,也可以參考分類界定中3D激光熔鑄鈷鉻合金烤瓷冠、橋的命名方式�。
5.小結(jié)
目前,3D打印技術(shù)作為一種新型創(chuàng)新技術(shù)����,替代傳統(tǒng)工藝的優(yōu)勢越來越顯著,義齒生產(chǎn)企業(yè)出于成本���、技術(shù)等多方面的考慮�,對以上兩種生產(chǎn)模式的生產(chǎn)及注冊尤為關(guān)注�,但是大部分企業(yè)普遍存在重生產(chǎn)輕法規(guī)的現(xiàn)象,對法規(guī)規(guī)章更新的關(guān)注度不夠�,理解不足。希望通過多方面的法律法規(guī)知識普及宣貫�,加大培訓(xùn)交流力度,為企業(yè)提供更全面的注冊技術(shù)審評服務(wù)。
參考文獻(略)