螺紋定位銷用于鎖緊和固定飛機某動力結(jié)構(gòu)的主承力銷����,起到防止因主承力銷造成飛行事故的作用。該螺紋定位銷由0Cr16Ni6熱軋退火鋼棒材加工而成����,主要加工工序為:車削-磨削-熱處理-滾絲-磁粉檢測。某0Cr16Ni6熱軋退火鋼螺紋定位銷在服役過程中發(fā)生斷裂��,本文對該螺紋定位銷的結(jié)構(gòu)����、材料、斷口形貌及裝配機理等方面進(jìn)行分析��,復(fù)現(xiàn)了斷裂現(xiàn)場����,分析和驗證了螺紋定位銷的斷裂過程及原因。
1 理化檢驗
1.1 宏觀觀察
螺紋定位銷的結(jié)構(gòu)分為頭部�����、定位光桿部分����、變截面部分及螺紋部分。其中光桿部位加工工藝為磨削��,變截面部位加工工藝為車削��,螺紋部位加工工藝為滾絲����。螺紋規(guī)格為M6-e6����,定位光桿直徑為8mm�����,公差等級為f7����,中間采用34°變截面連接。在完成所有加工工序后對其進(jìn)行磁粉檢測�����,對檢測合格的螺紋定位銷進(jìn)行鍍銅處理��。螺紋定位銷的斷裂處為變截面過渡區(qū)小端�����。
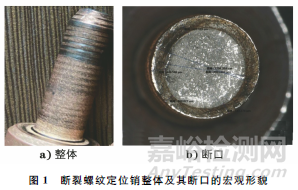
斷裂螺紋定位銷整體及其斷口的宏觀形貌如圖1所示����。斷口位于變截面過渡區(qū)靠近小端處�����,垂直于軸線,未見明顯塑性變形�����,可見疲勞弧線特征����,疲勞由表面線性起源,疲勞源區(qū)整體比較平整����,源區(qū)未見冶金缺陷和機械加工痕跡。穩(wěn)定擴展區(qū)的斷面平坦細(xì)密��,疲勞裂紋擴展較充分�����,可見該螺紋定位銷的工作載荷并不大����,但起源特征表明裂紋萌生應(yīng)力較大����。分析其斷裂過程為由表面向心部擴展��。心部局部光亮����,這是由斷裂后斷面彼此摩擦導(dǎo)致的。
斷口外側(cè)存在一個與軸向約呈一定夾角的下凹環(huán)形斜面��,環(huán)形斜面呈棕紅色����,這是因為表面鍍銅脫落后落入凹環(huán)形面,與斷面摩擦�����,從而黏附在環(huán)形斷面處����。
觀察螺紋定位銷光桿部位及變截面部位,發(fā)現(xiàn)銅鍍層發(fā)生環(huán)狀脫落�����,存在目視可見的環(huán)形凹痕,初步分析應(yīng)為裝配過程或者使用過程中造成的損傷�����。
1.2 化學(xué)成分分析
將斷裂的螺紋定位銷沿軸線方向剖開并取樣��,采用直讀光譜儀分析其化學(xué)成分��,根據(jù)試驗結(jié)果可知:該螺紋定位銷的化學(xué)成分均符合技術(shù)要求����。
1.3 掃描電鏡分析
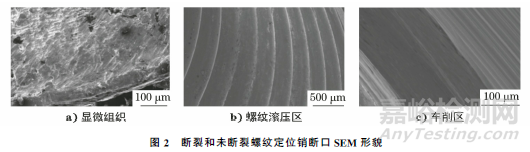
采用超聲波清洗螺紋定位銷后����,在掃描電鏡(SEM)下對斷口環(huán)形面進(jìn)行觀察,未見明顯的夾雜�����、疏松和氣孔等缺陷����,環(huán)形面大部分區(qū)域均可見約呈45°的犁痕,犁痕方向有一定規(guī)律性[見圖2a)]�����。同時選取一件未斷裂的螺紋定位銷,對螺紋滾壓區(qū)[見圖2b)]和車削區(qū)[見圖2c)])進(jìn)行觀察��,發(fā)現(xiàn)也存在方向性較強的犁痕��,形貌特征符合相關(guān)機械加工特征����。
2 對比試驗與仿真模擬
2.1 疲勞試驗
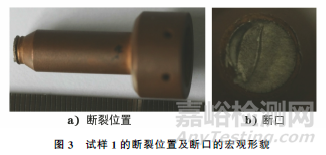
選取一個與斷裂螺紋定位銷同規(guī)格的未斷裂螺紋定位銷(試樣1)進(jìn)行疲勞試驗,查找正常疲勞斷裂位置��,并分析其斷面形貌����。發(fā)現(xiàn)該定位銷斷裂于第一個螺紋根部,而不是變截面過渡區(qū)�����。螺栓的斷裂最常發(fā)生在頭部與螺桿交接處��,以及螺紋與螺桿交接處的不完全螺紋(靠近螺母的第一個螺紋)部位����,尤其以斷裂于第一個螺紋處最為普遍����,因為該位置承受載荷最大,應(yīng)力也最大����。經(jīng)過對比,試樣1的斷口形貌及斷裂位置與斷裂螺紋定位銷完全不同��。試樣1的斷裂位置及斷口的宏觀形貌如圖3所示�����。
2.2 扭轉(zhuǎn)試驗
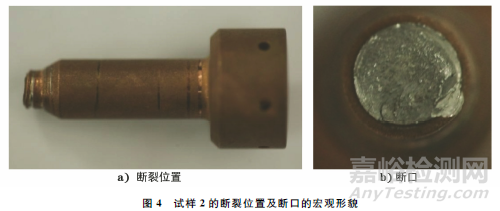
另選取一個與斷裂螺紋定位銷同規(guī)格的未斷裂螺紋定位銷(試樣2)進(jìn)行扭轉(zhuǎn)試驗����,用于模擬異常使用情況��。模擬使用環(huán)境�����,對試樣2進(jìn)行非正常的大應(yīng)力扭轉(zhuǎn)和切應(yīng)力疲勞載荷試驗�����。試樣2斷裂于第一個螺紋根部,而不是變截面過渡區(qū)����。試樣2的斷裂位置及斷口的宏觀形貌如圖4所示。
2.3 熱曝露試驗
斷裂螺紋定位銷的斷口環(huán)形面含銅元素��,為了驗證銅元素是否存在熱遷移�����,根據(jù)其使用環(huán)境�����、鍍銅時間及工作時間�����,開展熱曝露試驗����。將試樣1放入120℃的烘箱中14d,檢查其斷口��,結(jié)果未發(fā)現(xiàn)銅層,可以排除銅元素?zé)徇w移的可能性����。
2.4 模擬缺陷試樣的磁粉檢測及疲勞試驗
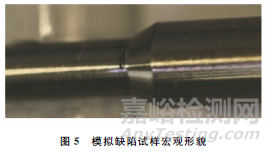
因不能排除交付前存在機械加工缺陷的可能性,制作模擬缺陷試樣�����,并對試樣開展磁粉檢測及疲勞試驗��。按斷裂螺紋定位銷的尺寸制作3組對比試樣(未滾壓螺紋)�����,在原有斷裂區(qū)域預(yù)制7個不同尺寸的刻槽(見圖5)�����,具體尺寸(寬×深)分別為:第一組為0.1mm×0.3mm����,0.1mm×0.5mm��;第二組為0.3mm×0.1mm����,0.3mm×0.3mm��,0.3mm×0.5mm����;第三組為0.5mm×0.1mm����,0.5mm×0.3mm。
經(jīng)過磁粉檢測��,僅第一組刻槽試樣可檢出缺陷�����?����?滩鄣纳顚挶仍酱?����,漏磁場也越強����,更易于發(fā)現(xiàn)缺陷��;如果刻槽寬度過大則無法檢測出來����,但是對于裂紋尺寸過大等情況����,肉眼是可見的,交付時就能發(fā)現(xiàn)��。這就排除了交付時漏檢的可能性����。
對模擬缺陷試樣開展疲勞試驗,雖然試樣斷裂在刻槽部位�����,但是斷口形貌與斷裂的螺紋定位銷形貌不同�����。對此����,經(jīng)過模擬缺陷試驗驗證,排除了機械加工缺陷的可能性��。
2.5 仿真模擬
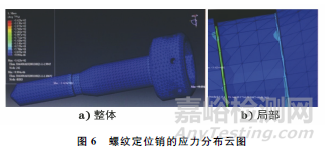
將螺紋定位銷的三維模型導(dǎo)入到有限元分析軟件ABAQUS中��,根據(jù)定位銷的實際服役情況和斷裂位置�����,對其螺紋(除第一圈螺紋外)施加全固定��,對定位銷施加拉力和扭力載荷�����,可見定位銷的應(yīng)力集中位置有兩處����,一處為螺紋收尾處,一處為變截面過渡區(qū)����,模擬試驗證明了螺紋定位銷斷裂的原因可能與變截面過渡區(qū)的異常應(yīng)力集中相關(guān),螺紋定位銷的應(yīng)力分布云圖如圖6所示����。
3 裝配過程分析
觀察斷裂的螺紋定位銷����,發(fā)現(xiàn)其光桿部位下端存在6條目視可見的環(huán)形凹痕�����,變截面部位同樣存在3條目視可見的環(huán)形凹痕�����,且凹痕部位表面鍍銅層已脫落����,目視可見凹陷深度。分析其安裝部位��,該部位整體為通孔結(jié)構(gòu)�����。裝配時需要使用螺紋定位銷及下側(cè)的弧形螺紋塊將基體件�����、空心軸套固定起來����。
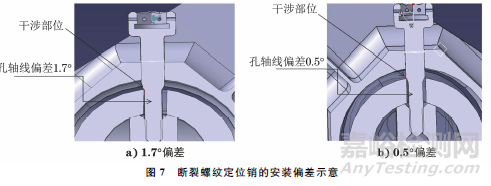
觀察斷裂螺紋定位銷的外觀,并結(jié)合裝配過程對其進(jìn)行分析�����,安裝時可能存在螺紋推力銷軸線與空心軸套定位孔軸線不同軸的情況(見圖7)�����。當(dāng)空心軸套定位孔軸線與螺紋推力銷的軸線發(fā)生1.7°偏差時��,螺紋定位銷的孔邊與定位銷變截面下端干涉�����。隨著螺紋定位銷的不斷擰緊����,空心軸套受到螺紋定位銷變截面的限制,并隨著變截面錐度被動發(fā)生旋轉(zhuǎn)�����,當(dāng)彼此軸線發(fā)生0.5°偏差時,空心軸套定位孔邊與螺紋定位變截面上端干涉��。隨著進(jìn)一步擰緊定位銷�����,空心軸套定位孔邊不斷刮擦螺紋定位銷圓柱面����,導(dǎo)致螺紋定位銷表面產(chǎn)生凹痕。凹痕處為應(yīng)力集中區(qū)域��,易使定位銷發(fā)生疲勞斷裂�����。
4 綜合分析
通過對斷裂螺紋定位銷的斷口進(jìn)行檢查����,可見疲勞弧線和典型的疲勞條帶,可以確定該螺紋定位銷在某種因素影響下發(fā)生了疲勞斷裂��。
基于斷裂螺紋定位銷結(jié)構(gòu)及裝配過程開展分析��,其受到垂直于軸線的剪切力和沿著軸線方向的軸向拉力。發(fā)生疲勞斷裂的原因有:材料疲勞強度不足��、裝配及工作應(yīng)力過大��、表面缺陷(如溝槽�����、凹痕及加工刀痕等)�����、表面有尖角等應(yīng)力集中區(qū)以及熱處理缺陷(如氫脆)��、材料缺陷(如夾雜��、疏松氣孔��、微裂紋)等����。
對斷裂螺紋定位銷進(jìn)行了SEM分析����、化學(xué)成分分析及硬度測試,排除了材料本身存在缺陷的可能性;對斷裂螺紋定位銷開展了疲勞試驗和扭轉(zhuǎn)試驗��,排除了材料強度不足的可能性�����;對其開展仿真模擬����,發(fā)現(xiàn)定位銷的應(yīng)力集中位置有兩個部位,一處為螺紋收尾處����,一處為變截面過渡區(qū),證明了其斷裂原因可能為變截面過渡區(qū)的異常應(yīng)力集中�����。對裝配過程進(jìn)行分析并模擬裝配時的軸線偏移情況��,證明了軸線偏移可以導(dǎo)致螺紋定位銷表面產(chǎn)生環(huán)形凹痕����,凹痕處為應(yīng)力集中區(qū)域,易造成疲勞斷裂����。
經(jīng)過各種檢查及相關(guān)試驗驗證�����,可知螺紋定位銷的斷裂過程為:螺紋定位銷在裝配時����,其軸線與空心軸套定位孔軸線不重合����,在擰緊過程中����,空心軸套定位孔邊刮擦螺紋定位銷變截面及圓柱面,導(dǎo)致螺紋定位銷相關(guān)表面產(chǎn)生環(huán)形凹痕�����。環(huán)形凹痕處為應(yīng)力敏感區(qū)�����,定位銷在環(huán)形凹陷區(qū)域發(fā)生應(yīng)力集中�����,并萌生裂紋,裂紋持續(xù)擴展��,當(dāng)裂紋區(qū)域疲勞強度低于承受的工作拉力時����,螺紋定位銷發(fā)生瞬間斷裂。
5 結(jié)語及建議
螺紋定位銷的斷裂屬于疲勞斷裂�����,造成疲勞斷裂的主要原因是在安裝過程中螺紋定位銷軸線與空心軸套定位孔軸線不重合����,導(dǎo)致彼此刮擦產(chǎn)生凹痕,凹痕處的應(yīng)力集中使應(yīng)力增大��,當(dāng)螺紋定位銷所受載荷超過了材料的疲勞強度時�����,裂紋會不斷擴展直至斷裂��。建議在螺紋定位銷裝配時增加預(yù)安裝工序:首先用專用工具將基體件��、空心軸套定位孔調(diào)整同軸,然后再安裝螺紋定位銷��,杜絕裝配時刮傷螺紋定位銷表面的情況��。