摘 要: 焊接工藝是汽車白車身生產(chǎn)過程中經(jīng)常用到的工藝����,其在汽車四大生產(chǎn)工藝中占據(jù)重要位置�,也是衡量一個(gè)車企整體生產(chǎn)工藝水平的重要標(biāo)志,其焊接質(zhì)量的好壞不但決定著汽車的安全性能���,也與汽車外觀的美觀性息息相關(guān)����。其中在整車個(gè)白車身焊接過程中���,點(diǎn)焊工藝又是應(yīng)用最多的一種焊接工藝,本文通過在汽車車身點(diǎn)焊工作過程中所學(xué)習(xí)到的一些焊接方法和部分專業(yè)知識(shí)���,從點(diǎn)焊的工藝特點(diǎn)�、質(zhì)量控制手段���、質(zhì)量檢測手段等方面來探討和分析白車身點(diǎn)焊過程中其外觀焊點(diǎn)的質(zhì)量控制手段及方法���。
1 引言
隨著人們對(duì)汽車產(chǎn)品的安全性和美觀性要求越來越高,這就要求車企不但在整車性能和外觀上提升競爭力,更要在細(xì)節(jié)生產(chǎn)工藝上提升制造水平�,其中汽車焊點(diǎn)的焊接質(zhì)量控制上要更要精益求精。因此作為影響汽車安全和美觀性能之一的點(diǎn)焊工藝�,其焊點(diǎn)質(zhì)量和美觀性控制的好壞一定程度上影響著用戶對(duì)整車品牌的選擇性。下面將從點(diǎn)焊的質(zhì)量控制要求����,點(diǎn)焊焊點(diǎn)常見的缺陷,點(diǎn)焊焊點(diǎn)質(zhì)量評(píng)價(jià)方法等方面來簡要闡述車身焊點(diǎn)的質(zhì)量控制手段�。
2 車身外觀焊點(diǎn)質(zhì)量要求
2.1 點(diǎn)焊的原理
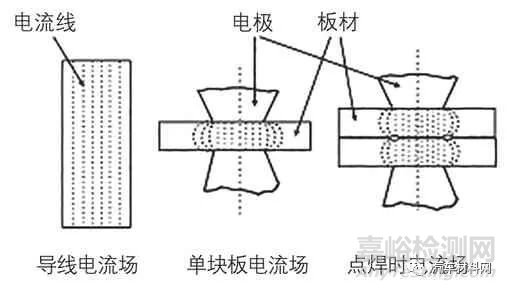
將待焊的金屬零件交疊搭接起來,置放于上下銅電極之間���,然后施加一定的電極壓力�,將兩個(gè)或三個(gè)零件壓緊���。然后施加一定的電流����,電流流經(jīng)焊機(jī)機(jī)臂���、電極以及被焊零件時(shí)����,由被焊零件本身電阻產(chǎn)生電阻熱,從而使被焊零件迅速加熱至熔融狀態(tài)�,當(dāng)被焊零件的結(jié)合部位中心及其附近被加熱到融化溫度,并逐漸向四周擴(kuò)大形成熔核�,并在上下電極壓力下冷卻至結(jié)晶狀態(tài),形成焊點(diǎn)����。原理圖如下圖1所示:
圖1
2.2 點(diǎn)焊焊點(diǎn)的質(zhì)量技術(shù)要求
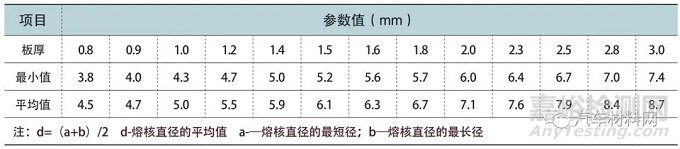
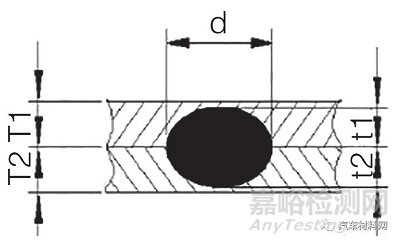
車身點(diǎn)焊焊點(diǎn)質(zhì)量好壞決定著焊接的強(qiáng)度,并且對(duì)白車身的耐疲勞性能和車身的整體強(qiáng)度性能起著非常重要的作用�。對(duì)于點(diǎn)焊焊點(diǎn)質(zhì)量的技術(shù)要求和評(píng)判標(biāo)準(zhǔn),不同汽車廠商采用的方式與方法也略有不同���,但歸根結(jié)底車身焊點(diǎn)的質(zhì)量要求主要體現(xiàn)在五個(gè)方面:①焊點(diǎn)的的數(shù)量:產(chǎn)品圖紙上規(guī)定的焊點(diǎn)數(shù)量的±12%(焊點(diǎn)數(shù)量大于40的情況下)�;②焊點(diǎn)的外觀:呈圓形或橢圓形���,避免出現(xiàn)裂紋、穿孔�、毛刺、過燒�、凹陷及焊點(diǎn)擠出現(xiàn)象;③焊點(diǎn)的位置���、間距:焊點(diǎn)的位置控制在產(chǎn)品圖紙中規(guī)定的位置±10mm����,焊點(diǎn)之間間距應(yīng)布置均勻;④焊點(diǎn)的焊透率:薄板零件一側(cè)的焊透率(%)=t1/T1*100%�,厚板零件一側(cè)的焊透率(%)=t2/T2*100%(具體如下圖2所示),通常被焊零件的焊透率質(zhì)量要求值為(20~80)%�;⑤焊核的直徑:熔核直徑的最短徑與熔核直徑的最長徑之和的1/2,不同鈑金厚度的焊點(diǎn)直徑經(jīng)驗(yàn)值如下表1所示����;
表1
圖2
3 車身外觀焊點(diǎn)常見缺陷及質(zhì)量檢測方法
3.1 白車身在點(diǎn)焊焊接過程中由于受外界或人為因素(如焊接工藝參數(shù)設(shè)置不合理、相互搭接的被焊零件搭接面設(shè)計(jì)不合理等)的影響����,焊點(diǎn)處經(jīng)常會(huì)出現(xiàn)各種缺陷,車身外觀焊點(diǎn)常見的缺陷主要有以下八種:
(1)虛焊:熔核直徑尺寸小于圖紙技術(shù)要求或根本無焊核����;如邊緣焊點(diǎn)現(xiàn)象、熔核尺寸過小缺陷等����;
(2)燒穿:點(diǎn)焊焊點(diǎn)中出現(xiàn)穿透被焊工件的通孔的缺陷現(xiàn)象;
(3)裂紋:出現(xiàn)在圍繞焊點(diǎn)周圈不規(guī)則的不可接受的裂紋現(xiàn)象�;
(4)邊緣焊點(diǎn):沒有包括焊件所有邊緣部分的焊點(diǎn)缺陷現(xiàn)象;
(5)壓痕過深:對(duì)應(yīng)焊點(diǎn)位置處點(diǎn)焊后總料厚減小超過50%的缺陷現(xiàn)象����;
(6)焊接扭曲:被焊零件焊接后在焊點(diǎn)處出現(xiàn)變形超過25度的缺陷現(xiàn)象����;
(7)位置偏差:被焊工件焊接后出現(xiàn)焊點(diǎn)位置偏離理論位置超過10mm的缺陷現(xiàn)象���;
(8)漏焊:實(shí)際焊點(diǎn)數(shù)量少于理論設(shè)計(jì)焊點(diǎn)數(shù)量的缺陷現(xiàn)象����;
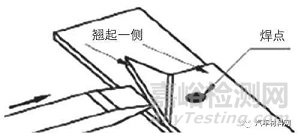
3.2 車身外觀焊點(diǎn)的質(zhì)量的評(píng)價(jià)分為外觀評(píng)價(jià)和強(qiáng)度評(píng)價(jià)兩方面�,對(duì)于焊點(diǎn)外觀合格性與否的質(zhì)量檢測手段主要是肉眼目視,而且有時(shí)還需要用到千分尺���、厚度儀�、游標(biāo)卡尺等檢測工具對(duì)焊點(diǎn)的表面及焊核進(jìn)行測量來綜合判定���,此種檢測手段可以歸類為非破壞類檢測手段���;而對(duì)于焊點(diǎn)強(qiáng)度合格性與否的質(zhì)量檢測手段主要是通過手工剝離試驗(yàn)測量焊點(diǎn)熔核的直徑尺寸����,此種檢測手段是當(dāng)前評(píng)價(jià)車身焊點(diǎn)強(qiáng)度的最常用的有效方法�,此種檢測手段可以歸類為破壞類檢測手段����,主要分為鑿裂試驗(yàn)(如圖3)和手動(dòng)扭轉(zhuǎn)(如圖4)試驗(yàn)兩種方法。通過鑿裂試驗(yàn)或手動(dòng)扭轉(zhuǎn)試驗(yàn)���,都將會(huì)在一個(gè)被測樣品上留下與之對(duì)應(yīng)的另一個(gè)被測樣品的熔核部分�,測量留下部分的平均直徑即為該焊點(diǎn)熔核的直徑�,當(dāng)所測的熔核直徑未明顯小于圖紙技術(shù)要求的直徑尺寸時(shí),則可判斷所測焊點(diǎn)的該熔核直徑尺寸合格�,從而近一步判定焊點(diǎn)的強(qiáng)度是否符合設(shè)計(jì)要求。當(dāng)前隨著科技的發(fā)展和進(jìn)步����,對(duì)于焊點(diǎn)強(qiáng)度評(píng)價(jià)的還可以通過金屬金相檢測和焊點(diǎn)超聲波檢測手段來進(jìn)行全面評(píng)估,此兩種手段可從本質(zhì)上更加全面的檢測焊點(diǎn)的強(qiáng)度是否滿足整車性能要求�,從而為整車可靠性和安全性能提供更加有力的保障。
圖3
圖4
4 車身外觀焊點(diǎn)質(zhì)量控制手段
車身外觀焊點(diǎn)質(zhì)量控制方法主要有①被焊零件本身的質(zhì)量精度控制�;②點(diǎn)焊焊接工藝參數(shù)的設(shè)定;③焊鉗正負(fù)電極帽的調(diào)試和修正�;④其它不常用的控制方法這四種方法,各控制方法主要包含內(nèi)容如下:
(1)被焊零件本身的質(zhì)量精度控制:主要從零件設(shè)計(jì)精度上進(jìn)行保證�,如被焊零件之間的間隙應(yīng)盡量最小化,焊接部位上下表面應(yīng)設(shè)計(jì)平整光滑且角度盡量平行一致����,避免出現(xiàn)4層或四層以上的鈑金件的點(diǎn)焊����,點(diǎn)焊工件的綜合厚度應(yīng)控制在6mm以內(nèi)�;
(2)點(diǎn)焊焊接工藝參數(shù)的設(shè)定:不同板厚的工件之間的焊接應(yīng)選以較薄工件的允許焊接工藝參數(shù)為準(zhǔn);同一臺(tái)焊機(jī)在同時(shí)焊接兩層板和三層板時(shí)����,應(yīng)以兩層板的允許焊接工藝參數(shù)為基準(zhǔn),逐步調(diào)試和修正相關(guān)焊接參數(shù)����,以此來同時(shí)滿足兩層板和三層板相互焊接的工況;另外當(dāng)被焊零件為鍍鋅板時(shí)�,焊接電流應(yīng)根據(jù)需要適當(dāng)增大;
(3)焊鉗正負(fù)電極帽的調(diào)試和修正:焊接鉗的正負(fù)極與被焊工件直接接觸的接觸面直徑也屬于焊接工藝參數(shù)的一個(gè)重要項(xiàng)�,由于焊鉗正負(fù)電極頭端面在長期使用過程中會(huì)出現(xiàn)不能程度的磨損和磕碰,磨耗后的正負(fù)電極頭端頭狀態(tài)會(huì)直接影響焊點(diǎn)焊核成形的外觀和質(zhì)量���,所以經(jīng)常對(duì)焊鉗正負(fù)電極頭斷面狀態(tài)進(jìn)行修磨控制和調(diào)試�。
(4)其它不常用的控制方法:其它不常用的焊接質(zhì)量控制方法主要包含中頻逆變點(diǎn)焊焊接和自適應(yīng)點(diǎn)焊焊接系統(tǒng)���,中頻逆變點(diǎn)焊焊接主要是通過對(duì)焊接電流的有效控制來提升焊點(diǎn)質(zhì)量���。而自適應(yīng)點(diǎn)焊焊接系統(tǒng)是為零滿足不同材質(zhì)、不同厚度的工件之間焊接能夠平穩(wěn)切換而采取的多個(gè)焊接參數(shù)的柔性自適應(yīng)控制系統(tǒng)來保證焊接質(zhì)量的方法�。
5 小結(jié)
隨著車身焊接工藝的提升,車身焊點(diǎn)質(zhì)量檢測手段和控制方法正呈現(xiàn)出多樣化����,另外伴隨著新技術(shù)、新工藝����、新材料的不斷運(yùn)用,客戶對(duì)于汽車車身焊點(diǎn)的焊接外觀質(zhì)量和整車安全性能要求越來越高�,面對(duì)這些機(jī)遇和挑戰(zhàn)���,我們要更加深入地學(xué)習(xí)和研究汽車焊接工藝�,運(yùn)用更加有效和先進(jìn)的創(chuàng)新性手段來控制車身焊點(diǎn)質(zhì)量����。
參考文獻(xiàn):
[1]李強(qiáng).汽車車身制造工藝基礎(chǔ).機(jī)械工業(yè)出版社����,2020.
[2]張西振.汽車車身焊接技術(shù)(第2版).北京理工大學(xué)出版社����,2005.