1.問題和現(xiàn)狀
針對(duì)厚壁壓力容器的筒體焊縫以及筒體與接管連接的全焊透焊接接頭�����,通常會(huì)有以下三種形式:
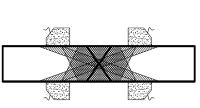
a)對(duì)接焊縫(筒體環(huán)縫與縱縫)
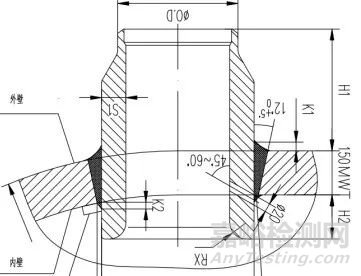
b)安放式角焊縫(接管不通過筒體壁厚)
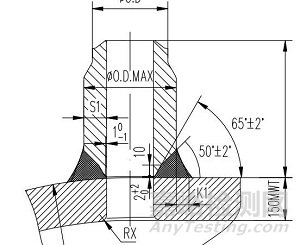
c)插入式角焊縫(接管通過筒體壁厚)
a)對(duì)接焊縫
b)安放式角焊縫
c)插入式角焊縫
對(duì)這三種結(jié)構(gòu)的焊縫內(nèi)部缺陷檢測(cè)��,可以使用超聲檢測(cè)(UT)也可以使用射線檢測(cè)(RT)��。當(dāng)被檢部位厚度較大時(shí)�����,對(duì)于厚壁焊縫�����,RT的檢測(cè)靈敏度和缺陷檢出率下降��,且透照時(shí)間過長(zhǎng)�����,影響生產(chǎn)周期��, 因此一般采用超聲檢測(cè)(UT)檢測(cè)焊縫質(zhì)量����,但由于傳統(tǒng)UT技術(shù)無法記錄�����,所以選用相控陣(PAUT)����,既能滿足客戶要求��,也符合一些國際規(guī)范和標(biāo)準(zhǔn)��。
本文章以如下焊縫為例來演示PAUT 在厚壁焊縫的檢測(cè)應(yīng)用����。
制造規(guī)范:ASME規(guī)范
材質(zhì):SA302 Gr.B
厚度:150mm 4)焊接方法:GTAW+SAW
2.PAUT技術(shù)優(yōu)勢(shì)
超聲相控陣技術(shù)的主要特點(diǎn)是壓電復(fù)合陣列探頭中各陣元(晶片)的激勵(lì)或激活(振幅和延時(shí))均由計(jì)算機(jī)控制�����。陣元激活后能產(chǎn)生超聲聚焦波束����,聲束參數(shù)如角度、焦距和焦點(diǎn)尺寸等均通過軟件調(diào)整����。掃描聲束是聚焦的,能以鏡面(定向)反射方式檢出不同方位的缺陷��。這些缺陷可能隨機(jī)分布在遠(yuǎn)離聲束軸線的位置上�����。用普通單晶探頭因移動(dòng)范圍和聲束角度有限,對(duì)方向不利的缺陷或遠(yuǎn)離聲束軸線位置的缺陷�����,很易漏檢�����。
相控陣技術(shù)在 以下方面突顯優(yōu)勢(shì) :
檢測(cè)速度快����,檢測(cè)焊縫用線陣探頭線掃描,能提高掃查速度����。
檢測(cè)信噪比高的材料,能使聲束聚焦在不同深度 ����;
可成像記錄:S(扇形)掃描�����、E(電子)掃描��、2D(平面)成像或3D(立體)成像,能對(duì)缺陷評(píng)定提供豐富��、優(yōu)異的可讀信息����。
靈活性:相控陣能進(jìn)行多種掃查,適合于探測(cè)多種工件��、多種缺陷�����。
再現(xiàn)性:即使第三方不在現(xiàn)場(chǎng)跟蹤��,用相控陣只要用相同設(shè)置和工藝檢測(cè)����,也能給出再現(xiàn)性比常規(guī)UT更強(qiáng)更優(yōu)的結(jié)果。
相控陣產(chǎn)生超聲波的物理基礎(chǔ)��,與常規(guī)單晶探頭并無區(qū)別�����,但相控陣具有靈活變角��、轉(zhuǎn)向、聚焦等常規(guī) UT 無法比擬的獨(dú)特優(yōu)勢(shì)����。
3.檢測(cè)工藝
按照ASME規(guī)范第V卷的第4章附錄V和VIII進(jìn)行檢測(cè)。附錄V包含了對(duì)相控陣技術(shù)的細(xì)節(jié)要求.即采用線性相控陣的E-掃查(固定角度)和S-掃查編碼的線性掃查檢驗(yàn)要求,依照規(guī)范要求應(yīng)制定一份掃查計(jì)劃��,掃查計(jì)劃和書面程序相結(jié)合應(yīng)滿足附錄V的相控陣線性掃描檢測(cè)程序要求�����,相控陣檢測(cè)設(shè)備應(yīng)使用前進(jìn)行校驗(yàn)����,編碼器進(jìn)行校準(zhǔn)。焊縫和母材要求檢測(cè)的體積應(yīng)用帶有編碼器的線性掃查技術(shù)掃查��。
3.1 制作校驗(yàn)試塊
校驗(yàn)試塊試塊應(yīng)按照ASME 第V卷第4章的T-434.1的要求制造��,除了它的厚度T應(yīng)在 小于1/4in. (6mm)之內(nèi)或被檢材料厚度的25%�����,橫鉆孔的位置和數(shù)量應(yīng)足以確認(rèn)每個(gè)探頭的靈敏度,試塊除了按第4章要求作為校驗(yàn)試塊����,掃查器試塊也可具有按圖T-434.2.1要求的所有規(guī)定的參考反射體��。

a)槽和橫孔的管道校驗(yàn)試塊
b)槽和橫孔的非管道校驗(yàn)試塊
3.2 掃查計(jì)劃及聲束覆蓋
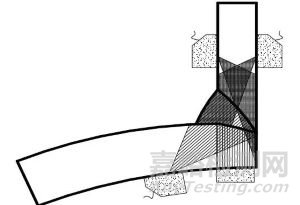
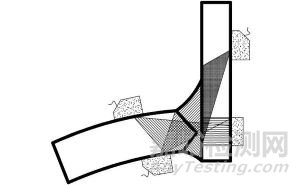
掃查計(jì)劃至少掃查聲束能覆蓋整個(gè)被檢體積(包括焊縫和熱影響區(qū)),指定掃查計(jì)劃可以使用仿真軟件或者在設(shè)備上進(jìn)行��,在對(duì)任何一個(gè)檢測(cè)對(duì)象制定掃查計(jì)劃前,必須清楚的知道工件材質(zhì)�����,壁厚��,焊接型式�����,坡口結(jié)構(gòu)�����,檢測(cè)部位��,可能出現(xiàn)的缺陷方向和類型�����,檢測(cè)效率,工件表面狀態(tài)等��。比如以下是關(guān)于汽包的筒體焊縫以及筒體與接管連接的全焊透焊縫的掃查計(jì)劃示例��。
a)對(duì)接焊縫的掃查計(jì)劃
b)安放式焊縫的掃查計(jì)劃
c)插入式焊縫的掃查計(jì)劃
遵循ASME規(guī)范的要求�����,不僅要檢驗(yàn)焊縫體積����,還要檢驗(yàn)焊縫兩側(cè)熱影響區(qū)。該區(qū)尺寸相關(guān)于壁厚和焊接工藝評(píng)定過程中熱影響區(qū)的規(guī)定值或?qū)嶋H量值�����。焊縫體積已完全覆蓋��,即掃查的重疊要保證覆蓋整個(gè)焊縫�����。要檢測(cè)的焊縫和熱影響區(qū)體積�����, 應(yīng)使用帶編碼器的線陣探頭進(jìn)行線掃查。每次線掃查應(yīng)平行于焊縫軸線����, 探頭一焊縫距離保持不變��,聲束垂直于焊縫軸線����。一般要求遵循如下規(guī)定:
用固定導(dǎo)軌或機(jī)械方法保持探頭與焊縫軸線固定距離。
E 掃描的檢測(cè)角度和S 掃查的角度范圍應(yīng)適合于被檢焊接接頭�����。
掃查速度應(yīng)使得在線性掃查長(zhǎng)度上的數(shù)據(jù)丟失小于每英寸2幀數(shù)據(jù)線��,且無相鄰數(shù)據(jù)遺漏�����。
對(duì)E 掃描法來說��,相鄰活動(dòng)孔徑 (即孔徑增量變化)之間的重疊應(yīng)至少為有效孔徑高度的50%����。
對(duì)S 掃描法來說�����,角度掃查增量變化最大應(yīng)為1度����?�;蜃阋源_保50%的聲束重疊的值�����。
當(dāng)需用多道線掃查來覆蓋被檢焊縫和熱影響區(qū)母材時(shí)����, 相鄰線掃查之間應(yīng)至少覆蓋E-掃查有效孔徑高度或S-掃查聲束寬度的10%。
3.3 橫向缺陷的檢測(cè)
對(duì)垂直于焊縫軸線的缺陷(如橫向裂紋)����,可不采用探頭平行于焊縫軸線的線掃查�����, 而用斜探頭沿焊縫寬度方向進(jìn)行手工掃查替代。
3.4 儀器設(shè)備的校驗(yàn)
3.4.1 幅度控制線性校驗(yàn)
儀器線性�����。對(duì)超聲儀器的波幅控制線性��,要求按ASME規(guī)范第V卷第4章強(qiáng)制性附錄Ⅱ�����,對(duì)每個(gè)脈沖發(fā)生器和接收器電路進(jìn)行校驗(yàn)��。校驗(yàn)方法與常規(guī)方法相同��。
3.4.2 聚焦法則
這是相控陣操作文件�����,用于確定激活的探頭陣元及其時(shí)間延遲法則��,由此確定聲束聚焦位置�����。聚焦法則既適用于聲波的發(fā)射�����,也適用于聲波的接收�����。檢測(cè)過程中使用的聚焦法則����,也應(yīng)適用于校驗(yàn)過程。
3.4.3 波束校準(zhǔn)
聲束校驗(yàn)��。檢測(cè)中用到的所有聲束均應(yīng)校驗(yàn)��,以提供檢測(cè)聲程中相應(yīng)距離和波幅校準(zhǔn)的量值�����。此聲束校驗(yàn)應(yīng)包括對(duì)楔塊聲程變化和楔塊衰減效應(yīng)所作出的補(bǔ)償修正��。
3.4.4 編碼器校準(zhǔn)
用線陣探頭加編碼器作E 掃描或S 掃描檢測(cè)前�����,應(yīng)對(duì)所用編碼器進(jìn)行校驗(yàn)��。校驗(yàn)間隔不超過一個(gè)月或在首次使用后����。校驗(yàn)時(shí),編碼器至少移500mm�����。顯示值偏差應(yīng)不大于實(shí)際移動(dòng)距離的1%��。
3.5 記錄
應(yīng)記錄需關(guān)注區(qū)域的A-掃查數(shù)據(jù)����,且未經(jīng)處理,不帶門限��,最小數(shù)字化率為5倍檢測(cè)頻率����,記錄增量最大為
材料厚度小于75mm時(shí)最大為1mm����。
材料厚度小于等于75mm時(shí)最大為2mm。
4.工藝驗(yàn)證
工藝驗(yàn)證按照ASME規(guī)范第V卷的第4章強(qiáng)制性附錄IX進(jìn)行�����,附錄IX規(guī)定了缺陷定量和分類用規(guī)程的評(píng)定要求����。用于PAUT演示試塊焊接接頭的幾何性質(zhì)應(yīng)為產(chǎn)品接頭細(xì)節(jié)的典型結(jié)構(gòu)。演示試塊應(yīng)至少設(shè)有三個(gè)真實(shí)的平面缺陷或三個(gè)EDM切槽��,其方向平行于焊縫軸線和主要的坡口面��,缺陷應(yīng)位于或鄰近試塊的坡口面�����。
(a)一個(gè)表面缺陷����,位于代表部件的外表面的試塊側(cè)面。
(b)一個(gè)表面缺陷�����,位于代表部件的內(nèi)表面的試塊側(cè)面�����。
(c)一個(gè)表面下缺陷(埋藏缺陷)。
如果掃查計(jì)劃將焊縫分成多個(gè)檢測(cè)區(qū)域�����,則每個(gè)區(qū)域應(yīng)至少有下一個(gè)缺陷����。
此最低要求應(yīng)成為保證被檢焊縫完全覆蓋的檢測(cè)工藝的一部分。相控陣施探前����,檢測(cè)系統(tǒng)先應(yīng)在設(shè)有線槽和橫孔等人工缺陷的試塊上校驗(yàn),并用設(shè)置裂紋或未熔合等實(shí)際平面狀自然缺陷的焊接試板進(jìn)行驗(yàn)證演示�����。線槽應(yīng)采用EDM加工,以獲得最小寬度����。可作成內(nèi)表面或外表面開口的線槽��,也可通過焊接封堵開口槽,作成埋藏型閉口槽�����。
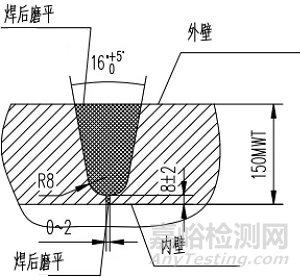
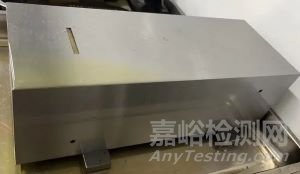
4.1 T=150mm板對(duì)接焊縫的演示試塊工藝驗(yàn)證
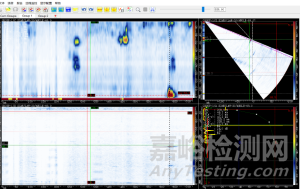
如下是一個(gè)T=150mm的演示試塊包括了兩個(gè)上表面EDM切槽缺陷����,一個(gè)下表面EDM切槽缺陷以及一個(gè)內(nèi)部未熔合缺陷。

T=150mm板對(duì)接焊縫的演示試塊檢測(cè)
1#和2#上表面EDM切槽缺陷
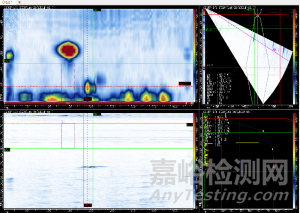
3#內(nèi)部人工缺陷
4#下表面EDM切槽缺陷
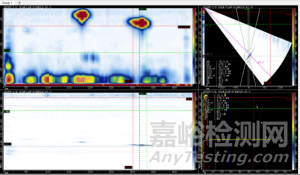
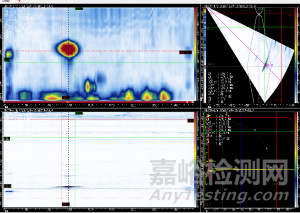
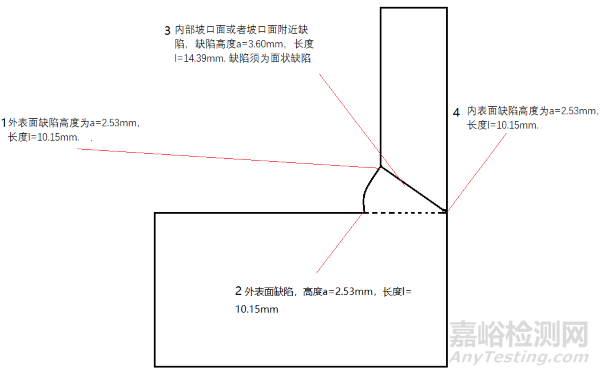
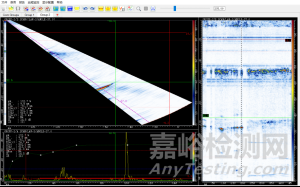
4.2 φ232x46.2mm+T=150mm安放式焊縫的演示試塊工藝驗(yàn)證

φ232x46.2mm+T=150mm安放式接管焊縫的演示試塊檢測(cè)
人工缺陷位置圖示
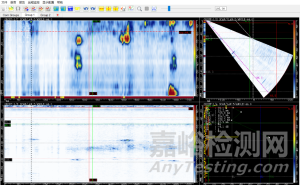
1#外表面缺陷
2#外表面缺陷
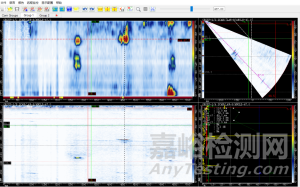
3#內(nèi)部缺陷
4#內(nèi)表面缺陷
5.結(jié)論
上述兩種含缺陷試塊的制作和應(yīng)用是驗(yàn)證超聲相控陣(PAUT)技術(shù)有效性和可靠性的重要環(huán)節(jié)�����。試塊中設(shè)置了線槽和內(nèi)部平面人工缺陷.根據(jù)在不同試塊上進(jìn)行試驗(yàn)的結(jié)果����,我們通過對(duì)缺陷演示試塊的檢測(cè)得出結(jié)論是:
相控陣檢測(cè)的演示結(jié)果滿足ASME的相關(guān)要求,檢測(cè)獲得良好的結(jié)果����。可見相控陣技術(shù)顯然有一定優(yōu)勢(shì)��,特別是從缺陷顯示的角度來觀察�����。傳統(tǒng)超聲設(shè)備是用脈沖回波來展示結(jié)果,而相控陣是用非常接近缺陷實(shí)際形狀的顯示圖像來展示檢測(cè)結(jié)果�����,相控陣圖像頗似射線照相影像��。毋庸置疑相控陣圖像顯示的效果是該技術(shù)的最大亮點(diǎn)��。針對(duì)承壓設(shè)備上的厚壁焊縫��,幾何形狀復(fù)雜的焊接結(jié)構(gòu)����,以及某些難以接近部位的焊接接頭,采用PAUT檢測(cè)是一種很好的解決辦法��。