鋁合金材料具有比強度大、加工性能好等優(yōu)點��,近年來應(yīng)用廣泛��,為城市軌道交通車輛的輕量化�����、高速化設(shè)計奠定了基礎(chǔ)���。
攪拌摩擦焊(FSW)是一種適用于鋁合金等低熔點合金板材焊接的新型固態(tài)焊接技術(shù)�����,與傳統(tǒng)熔焊焊接工藝相比具有焊接質(zhì)量易控���、焊接精度高等優(yōu)點,已經(jīng)成為近年來鋁合金焊接工藝的發(fā)展趨勢�����。
焊接接頭的疲勞壽命估算是軌道交通車輛疲勞評估的核心內(nèi)容���,也一直是車輛設(shè)計與制造過程中的難點���。目前一般方法是根據(jù)疲勞評估標(biāo)準(zhǔn),通過有限元仿真計算分析焊縫附近的應(yīng)力��,同時通過動力學(xué)仿真或動應(yīng)力試驗獲得焊縫區(qū)域的載荷譜���,基于應(yīng)力計算結(jié)果和載荷譜計算焊縫的疲勞壽命�����。這類評估結(jié)果的準(zhǔn)確性與模型精度直接相關(guān)�����,結(jié)合疲勞試驗驗證可獲得更加可靠的評價結(jié)果��,但試驗成本高��、時間長��,應(yīng)用條件受限���,基于有限元仿真的疲勞壽命估算結(jié)果往往得不到有效驗證。
相關(guān)研究表明,疲勞損傷引起的非線性效應(yīng)會導(dǎo)致超聲檢測信號中出現(xiàn)特殊頻率的信號成分���,利用非線性超聲檢測手段可對疲勞損傷進行檢測��,獲取與疲勞壽命相關(guān)的檢測信號特征��,實現(xiàn)疲勞壽命的無損評價���。
在疲勞損傷的非線性超聲檢測領(lǐng)域,國內(nèi)外學(xué)者已取得了多種研究成果���?��;谶@些研究成果,筆者以FSW接頭為研究對象��,提出了一種基于超聲檢測的焊縫疲勞壽命估算方法�����。該方法采用非線性超聲檢測手段評價焊縫中疲勞損傷的累積程度�����,根據(jù)疲勞壽命與超聲檢測信號特征的相關(guān)關(guān)系來評價焊縫的疲勞壽命���,具有成本低��、可靠性高等優(yōu)點��,可望推動疲勞壽命評價方法的技術(shù)發(fā)展�����。
1��、疲勞損傷的非線性超聲檢測原理
超聲波在固體介質(zhì)中的傳播可由函數(shù)u(x,t)表示��,該函數(shù)表示傳播時間為t�����、傳播距離為x處的聲波振動幅度���,遵循如下波動方程:
 (1)
(1)
式中:c為超聲波的傳播速度;f(ε)為關(guān)于應(yīng)變ε的函數(shù)��,由應(yīng)力σ與應(yīng)變ε的關(guān)系決定��,即:
 (2)
(2)
式中:E為介質(zhì)的彈性模量。
對于線性介質(zhì)��,有f(ε)=ε���。受組織不均勻及材料內(nèi)部微小缺陷影響�����,超聲波的傳播介質(zhì)會表現(xiàn)出非線性效應(yīng)���,即f(ε)中還會出現(xiàn)ε的二次項及高次項,此時f(ε)可根據(jù)泰勒公式近似分解為:
 (3)
(3)
式中:β為二次非線性系數(shù)��,以下簡稱非線性系數(shù)��。
超聲波一般由單一頻率的正弦波激勵�����,在起始位置有如下形式:
 (4)
(4)
式中:A1為超聲波基波的幅值�����;f1為超聲波的頻率�����。
將式(3)代入式(1),并將式(4)作為邊界條件��,可求解得到:
 (5)
(5)
式中:A2為二次諧波的幅值���,可表示為:
 (6)
(6)
式(5)中右側(cè)第一項表示基波成分,第二項表示二次諧波成分(其信號頻率是基波頻率的兩倍)��,其余項為三次及更高階次的諧波成分���;由于高次諧波的能量占比非常小��,非線性超聲檢測中一般只考慮二次諧波成分��。
對于同組超聲檢測中由不同試件得到的同一處回波信號而言�����,其傳播距離x�����、基波頻率f1及波速c一般不會改變��,則有:
 (7)
(7)
根據(jù)式(7)�����,可通過測量基波和二次諧波的幅值�����,分析β的相對大小�����。
與基于基波的傳統(tǒng)超聲檢測相比��,非線性超聲檢測中的諧波信號對材料中包括疲勞損傷在內(nèi)的微小損傷更為敏感�����。材料疲勞過程中會產(chǎn)生微小的疲勞損傷并逐漸累積��,由這些疲勞損傷引起的非線性效應(yīng)也會逐漸增強���。因為β可表征非線性效應(yīng)的大小�����,所以根據(jù)β的變化趨勢可分析疲勞損傷的發(fā)展過程��,進而實現(xiàn)材料疲勞壽命的無損評價���。
2�����、非線性超聲檢測方案
檢測對象
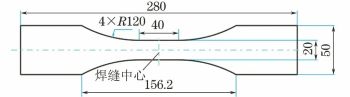
選取厚度為8 mm,材料為6005A-T6的鋁合金擠壓板材進行了單軸肩FSW對焊�����,焊后將焊接接頭磨平���,按照圖1所示尺寸進行取樣加工��,制備得到FSW焊接試件�����。
圖1 FSW焊接試件尺寸示意
參照標(biāo)準(zhǔn)GB/T 3075-2008《金屬材料 疲勞試驗 軸向力控制方法》對焊接試件進行階段性疲勞試驗�����,采用正弦變化的交變載荷進行加載��,加載頻率約為100 Hz���,應(yīng)力比為0.1���,設(shè)置最大應(yīng)力為120 MPa。取預(yù)期疲勞壽命為N0(107次)���,將試件分別疲勞至0.1N0���,0.3N0,0.5N0���,0.7N0�����,且不出現(xiàn)疲勞失效�����,即可獲得10%�����,30%���,50%���,70%壽命的階段性疲勞試件。每個階段各獲取8個試件��,另取8個未疲勞試件記為0%壽命階段作為對比�����。對各階段試件(共40個)進行非線性超聲檢測��,可分析得到檢測信號特征與疲勞壽命的相關(guān)關(guān)系���,并據(jù)此研究焊縫疲勞壽命的評價方法。
檢測系統(tǒng)
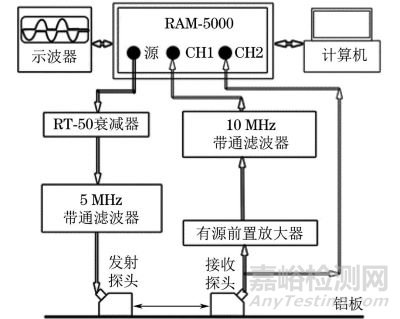
采用RITEC公司的RAM-5000 SNAP型非線性超聲檢測系統(tǒng)發(fā)射和接收超聲波信號��,同時配合帶通濾波器��、前置放大器等信號處理模塊�����,提取檢測信號的基波及二次諧波成分,非線性超聲檢測系統(tǒng)結(jié)構(gòu)框圖如圖2所示�����。
圖2 非線性超聲檢測系統(tǒng)結(jié)構(gòu)框圖
系統(tǒng)工作時��,激勵信號經(jīng)5 MHz帶通濾波器處理后��,由發(fā)射探頭傳播進入試件中��;采用寬帶探頭接收信號���,其中基波信號直接傳入信號接收器��,同時通過10 MHz帶通濾波器提取二次諧波信號并傳入另一路信號接收器��。
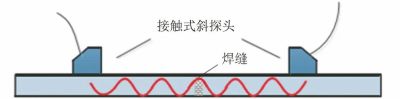
采用如圖3所示的接觸式雙斜探頭檢測方式對階段性疲勞試件進行檢測��。定制斜探頭的發(fā)射角度���,使超聲波在試件中形成折射角為45°的橫波;調(diào)整探頭位置使兩個探頭對應(yīng)的折射點距離為32 mm(試件厚度的4倍),由此可以接收到超聲波在試件內(nèi)經(jīng)兩次底面反射后的回波信號���。
圖3 接觸式雙斜探頭超聲檢測方式示意
3�����、檢測信號特征分析
信號特征提取算法
采用基于高斯調(diào)制脈沖(GMP)模型的信號提取算法對超聲檢測信號進行處理�����,檢測信號中各回波信號sn(t)可認(rèn)為具有如下形式:
 (8)
(8)
式中:an為信號幅值��;tn為信號傳播時間��;fn為信號頻率���;φn為信號相位��;bn為帶寬因子��,與信號的時域波形寬度和頻域帶寬相關(guān)��。
采用基于GMP模型的信號提取算法��,可將各回波信號表示為控制參數(shù)(an,bn��,tn���,fn��,φn)的GMP模型���,結(jié)合互相關(guān)濾波估計各控制參數(shù),實現(xiàn)信號特征提取�����。文章按照如下流程分析檢測信號�����,并估計信號的非線性特征��。
(1) 對于5 MHz的基波信號和10 MHz的二次諧波信號��,分別按對應(yīng)的控制參數(shù)生成GMP模型作為參考信號(a0��,b0��,t0,f0���,φ0)���,其中b0根據(jù)信號特點估計得到�����,即:
① (a0�����,b0���,t0��,f0��,φ0)5M=(1,0.4��,0�����,5,0)�����;
② (a0��,b0��,t0���,f0���,φ0)10M=(1,0.4��,0���,10�����,0)��。
(2) 計算檢測信號與參考信號的互相關(guān)濾波���,提取濾波信號最大值出現(xiàn)的時刻作為tn的估計值�����,根據(jù)tn處回波信號的時域與頻域特征估計an和fn�����;基波信號取n=1��,二次諧波信號取n=2�����,分別估計以上信號特征��。
(3) 校核f1是否在(5±0.5)MHz范圍內(nèi)���,f2是否在(10±1)MHz范圍內(nèi),如超過該范圍則認(rèn)為信號提取有誤�����,需要復(fù)核信號提取流程��。
(4) 根據(jù)超聲波的衰減規(guī)律��,僅考慮擴散衰減的情況下�����,超聲波(球面波)的聲壓幅值與傳播距離成反比�����,筆者對信號幅值進行近似校正�����,即:
 (9)
(9)
式中:an以mV為單位�����;tn以μs為單位進行無量綱處理���,計算結(jié)果無量綱��。
(5) 根據(jù)式(7)���,計算等效非線性系數(shù)βe���,估計信號的非線性特征,即:
 (10)
(10)
式中:比例系數(shù)K取40��。
FSW焊接試件檢測信號特征
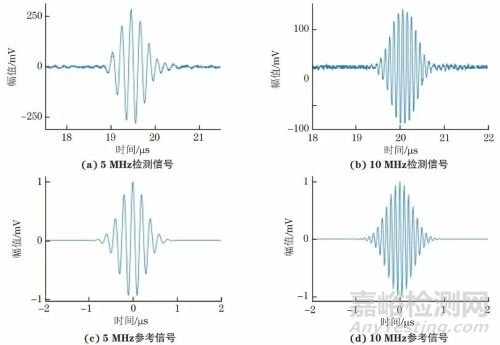
以0%壽命階段的某一試件為例���,5 MHz和10 MHz檢測信號中的典型回波與選用的參考信號波形如圖4所示��。由圖4可看出���,參考信號與檢測信號的相似度較高,可獲得較好的濾波效果�����。
圖4 5 MHz和10 MHz參考信號與檢測信號波形(以0%壽命階段為例)
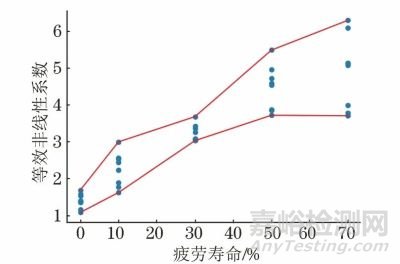
按照前述算法��,根據(jù)各階段試件檢測信號計算βe��,可得到βe與各疲勞階段的相關(guān)關(guān)系��,如圖5所示。由圖5可以看出�����,βe隨著疲勞次數(shù)的增加而逐漸增大��,不同疲勞階段的βe具有一定的區(qū)分度���。
圖5 βe與各疲勞階段的相關(guān)關(guān)系曲線
4、FSW接頭的疲勞壽命評價方法
貝葉斯定理
根據(jù)各疲勞階段的βe數(shù)據(jù)分布規(guī)律��,分析可得到任一FSW接頭處于各疲勞階段的可能性�����,由此即可實現(xiàn)焊縫疲勞壽命的評價���。該評價需要估計某一βe=x的焊縫處于疲勞階段i的概率P(i|x)(i=0%壽命�����,10%壽命���,30%壽命,50%壽命���,70%壽命)�����,這實際上是一個基于給定指標(biāo)的分類問題��。
根據(jù)貝葉斯定理���,P(i|x)可稱為后驗概率���,有如下關(guān)系:
 (11)
(11)
式中:P(x|i)稱為先驗概率,表示已知焊縫處于疲勞階段i時�����,該焊縫的βe值等于x的條件概率�����;P(i)稱為分類概率���,表示疲勞階段i出現(xiàn)的概率��;可假定各階段的分類概率相等�����。
由于總體樣本的數(shù)據(jù)分布情況未知���,這里假定各疲勞階段的P(i)相等�����,因此通過P(x|i)即可求得P(i|x);而估計P(x|i)則需要由各疲勞階段FSW接頭的βe構(gòu)成基礎(chǔ)數(shù)據(jù)庫��,分析βe的分布規(guī)律��。
基礎(chǔ)數(shù)據(jù)庫構(gòu)建
焊縫疲勞壽命的評價需要基于完備的基礎(chǔ)數(shù)據(jù)庫�����,保證每條焊縫都一定處于數(shù)據(jù)庫中的某一階段�����。對前述各疲勞階段所代表的疲勞次數(shù)范圍做如下擴展性說明���,即可形成完備數(shù)據(jù)庫:
① 0%壽命:疲勞次數(shù)≤0.05N0�����;
② 10%壽命:0.05N0<疲勞次數(shù)≤0.2N0��;
③ 30%壽命:0.2N0<疲勞次數(shù)≤0.4N0���;
④ 50%壽命:0.4N0<疲勞次數(shù)≤0.6N0���;
⑤ 70%壽命:疲勞次數(shù)>0.6N0。
一般而言���,隨機變量應(yīng)服從正態(tài)分布�����,但在樣本量較小的情形下��,可改用t分布描述隨機變量的分布情況��。疲勞階段i的樣本數(shù)量為ni��,則P(x|i)可表示成自由度為ni-1的t分布概率密度函數(shù)�����,即:
 (12)
(12)
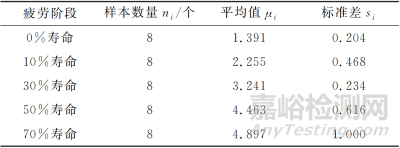
式中:μi和si分別為βe在疲勞階段i時的平均值和標(biāo)準(zhǔn)差���;Γ(z)為Gamma函數(shù)�����。
將疲勞階段i中第j個樣本的βe參數(shù)值記為βij��,則μi和si可按照以下方式估計:
 (13)
(13)
 (14)
(14)
圖5所示的βe值可構(gòu)成FSW接頭基礎(chǔ)數(shù)據(jù)庫���,其統(tǒng)計信息如表1所示�����。
表1 FSW接頭基礎(chǔ)數(shù)據(jù)庫
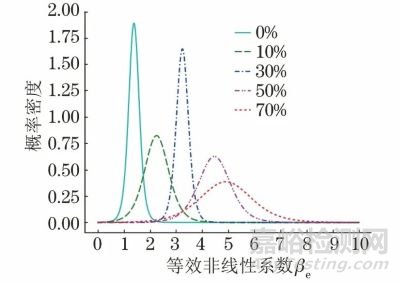
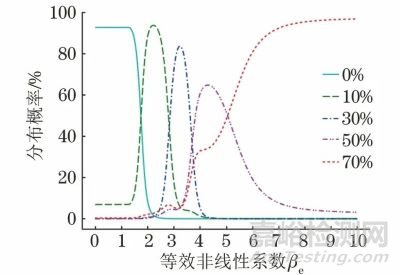
由式(12)得到βe在各疲勞階段的概率密度分布函數(shù)�����,如圖6所示�����;進而可根據(jù)式(11)計算得到βe在各疲勞階段的后驗概率曲線,如圖7所示��。
圖6 βe在各疲勞階段的概率密度分布函數(shù)
圖7 βe在各疲勞階段的后驗概率曲線(可靠范圍1.0<βe<6.3)
分析上述結(jié)果可知:
① βe≤3.5時��,焊縫可能以較大概率處于0%壽命��,10%壽命或30%壽命中的某一疲勞階段���;
② 3.5<βe≤5.5時,由于50%壽命與70%壽命階段的數(shù)據(jù)重疊較為明顯���,焊縫處于這兩個疲勞階段的概率相近���;
③ βe>5.5時,焊縫大概率處于70%壽命階段��。
需要注意的是�����,樣本數(shù)據(jù)范圍是1.0<βe<6.3�����,超出此范圍的焊縫無法獲得可靠的評價結(jié)果,圖7中超出此范圍的概率值僅供參考��。
疲勞壽命評價
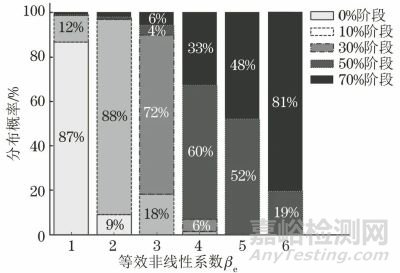
針對某一類已建立基礎(chǔ)數(shù)據(jù)庫的FSW接頭���,可通過非線性超聲檢測及信號特征分析獲取其βe值�����,并根據(jù)該值估計該焊縫在各疲勞階段的后驗概率���,評價焊縫的疲勞壽命。以βe=1�����,2��,3���,4,5�����,6的各條焊縫為例,筆者由圖7中的后驗概率曲線得到相應(yīng)各焊縫的疲勞壽命評價結(jié)果��,如圖8所示���。
圖8 FSW接頭不同βe焊縫的疲勞壽命評價結(jié)果
5���、結(jié)論
提出了一種基于非線性超聲檢測的FSW接頭疲勞壽命評價方法,該方法采用接觸式雙斜探頭對FSW接頭進行非線性超聲檢測�����,通過分析信號特征獲取等效非線性系數(shù)βe���,構(gòu)建包含多個疲勞階段的基礎(chǔ)數(shù)據(jù)庫��,基于貝葉斯定理估計焊縫處于各階段的后驗概率��,評價焊縫的疲勞壽命���,主要結(jié)論如下:
1)不同疲勞階段FSW焊接試件的非線性超聲檢測信號特征表明,βe參數(shù)隨著疲勞次數(shù)的增加逐漸增大�����,該參數(shù)對各疲勞階段具有一定的區(qū)分度,可用于疲勞壽命評價���。
2)βe在各疲勞階段的數(shù)據(jù)分布規(guī)律表明�����,在數(shù)據(jù)有效范圍(1.0<βe<6.3)內(nèi)的大部分區(qū)間上��,βe對各階段的區(qū)分度較好���,根據(jù)βe可判斷焊縫大概率處于哪一個疲勞階段;其中3.5<βe≤5.5時���,由于50%壽命與70%壽命階段的數(shù)據(jù)重疊較為明顯���,焊縫處于兩種階段的概率相近。
3)提出的評價方法可估計焊縫處于各疲勞階段的可能性��,最終給出焊縫處于各階段的后驗概率作為評價結(jié)果�����,可作為焊縫分類的參考��;但是焊縫分類的具體策略還需要結(jié)合大量補充試驗進行設(shè)計和驗證�����。