采用雙絲冷金屬過渡(CMT)熔釬焊工藝對(duì)5083鋁合金和304不銹鋼進(jìn)行對(duì)接焊試驗(yàn),在保證焊縫成形良好的條件下�,研究了焊接熱輸入對(duì)接頭金屬間化合物(IMC)層厚度和拉伸性能的影響�,并與單絲CMT熔釬焊接頭進(jìn)行對(duì)比。結(jié)果表明:雙絲和單絲CMT熔釬焊接頭焊縫獲得良好成形質(zhì)量的熱輸入范圍分別為213.8~486.0����,379.6~590.6J·mm-1����;雙絲CMT和單絲CMT熔釬焊接頭界面處的IMC均為FeAl3 相���;隨著熱輸入的增加,單絲或雙絲CMT熔釬焊接頭IMC層厚度增加����,抗拉強(qiáng)度降低�;單絲CMT熔釬焊接頭IMC層的最小厚度為9.59μm����,此時(shí)接頭的抗拉強(qiáng)度最大,為76MPa���,而雙絲CMT熔釬焊接頭IMC層的最小厚度為3.36μm,此時(shí)接頭的抗拉強(qiáng)度最大����,為109MPa����。
一����、試樣制備與試驗(yàn)方法
焊接用母材為5083-H111鋁合金板和固溶態(tài)304不銹鋼板�,尺寸均為3.00mm×100mm×60mm���。在母材單面開“V”形坡口�,坡面角度為45°,根部間隙為1mm���。焊前用鋼絲刷和砂紙去除表面氧化膜,然后用丙酮擦拭�。將粒徑小于75μm�、純度為99.99%的鋁粉與Nocolok釬劑按質(zhì)量比4∶6混合�,然后加入少量丙酮調(diào)成糊狀,再加入顆粒直徑為1mm左右的分析純酒石酸鉀鈉�,最后將混合釬劑刷在待焊不銹鋼板坡口面����,厚度為0.2~0.5mm���,置于無風(fēng)室內(nèi)晾干。焊接時(shí)所用的焊絲為直徑1.2mm的ER4043(AlSi5)鋁硅焊絲�。
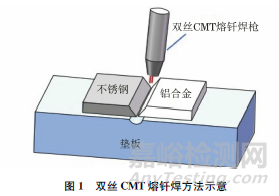
采用CMT焊機(jī)和弧焊機(jī)器人進(jìn)行單層單道雙絲CMT熔釬焊�,前后焊絲采用的焊接參數(shù)一致����。試驗(yàn)中保護(hù)氣體為純氬氣,氣體流量為20L·min-1�。焊接時(shí)焊絲與焊件垂直���,焊絲干伸長(zhǎng)量為12mm���,對(duì)中焊接坡口間隙����,具體焊接方法如圖1所示����。對(duì)比試驗(yàn)為單絲CMT熔釬焊���。雙絲CMT熔釬焊時(shí)2個(gè)電源同時(shí)工作,控制2根焊絲���,單絲CMT熔釬焊時(shí)只有1個(gè)電源控制1根焊絲�。以熔透���、未燒穿且正反面成形良好為標(biāo)準(zhǔn)確定焊接參數(shù)����,通過預(yù)試驗(yàn)確定的焊接參數(shù)如表1所示���,其中雙絲CMT熔釬焊的熱輸入為2倍的電流和電壓的乘積除以焊接速度。
表1 焊接工藝參數(shù)
焊接完成后����,待接頭冷卻到室溫后���,用線切割機(jī)垂直焊接方向切取金相試樣,經(jīng)研磨���、拋光,用Keller試劑腐蝕10~15s后�,采用數(shù)字光學(xué)顯微鏡對(duì)不銹鋼母材、焊縫����、鋁合金母材及各區(qū)域過渡處的顯微組織進(jìn)行觀察���。使用超高分辨率場(chǎng)發(fā)射掃描電子顯微鏡(SEM)和附帶的能譜儀(EDS)對(duì)界面層的微觀結(jié)構(gòu)和微區(qū)成分進(jìn)行分析,并測(cè)量界面處IMC層的厚度����。按照GB/T 228.1—2010�,在接頭上以焊縫為中心垂直焊接方向截取尺寸為10mm×120mm×3mm的拉伸試樣���,使用電子萬能試驗(yàn)機(jī)進(jìn)行室溫拉伸試驗(yàn),拉伸速度為1mm·min-1���,測(cè)3次取平均值。
二���、試驗(yàn)結(jié)果與討論
2.1 宏觀形貌和顯微組織
不同焊接熱輸入下鋁合金/不銹鋼雙絲和單絲CMT熔釬焊接頭的宏觀形貌和顯微組織相似�,以熱輸入為213.8J·mm-1下的雙絲CMT熔釬焊接頭為例�,進(jìn)行宏觀形貌和顯微組織分析�。由圖2可以看出���,鋁合金/不銹鋼雙絲CMT熔釬焊接頭未見明顯缺陷����,焊縫成形質(zhì)量良好����。與單絲CMT熔釬焊接頭相比�,雙絲CMT熔釬焊接頭擴(kuò)大了熱輸入范圍。
由圖3可以看出�,鋁合金/不銹鋼雙絲CMT熔釬焊接頭分為熔化區(qū)和固相區(qū)���,其中鋁一側(cè)因熔點(diǎn)低���,在雙絲電弧加熱作用下發(fā)生熔化�,與焊縫金屬一起形成熔化焊接頭�,而鋼一側(cè)則形成了釬焊接頭����;因此雙絲CMT熔釬焊接頭具備熔焊及釬焊的雙重接頭特征�。鋁一側(cè)接頭可以分為焊縫���、熱影響區(qū)及母材����。其中:焊縫由α-Al相和Al-Si共晶相組成,以柱狀晶為主����;熱影響區(qū)的晶粒尺寸大于母材的晶粒尺寸�,但小于焊縫的晶粒尺寸���。釬焊接頭不銹鋼母材與焊縫金屬界面處存在鋸齒狀的IMC層�,推斷為不銹鋼表面混合釬劑層在電弧的熱作用下迅速熔化����,使填充金屬潤(rùn)濕不銹鋼表面�,并在填充金屬與不銹鋼界面處形成了IMC����,同時(shí)CMT焊接定期推拉焊絲的工作模式增強(qiáng)了熔池的流動(dòng)����,破壞了IMC的生長(zhǎng)方向����,從而使焊縫處的IMC層呈鋸齒狀�。
2.2 金屬間化合物的物相組成和微觀形貌
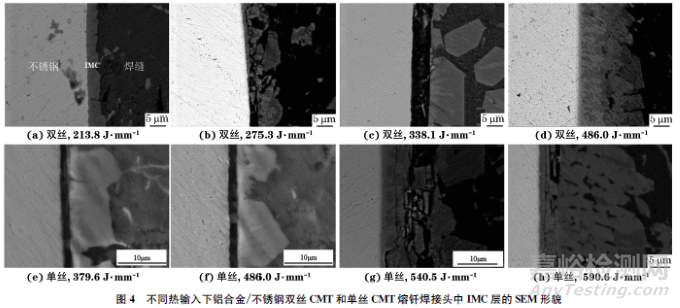
由圖4可以看出,隨著熱輸入的增加,鋁合金/不銹鋼雙絲CMT和單絲CMT熔釬焊接頭中IMC層由平滑的形貌逐漸變?yōu)槊黠@的鋸齒狀形貌���,厚度增加,且雙絲CMT熔釬焊熱輸入大于275.3J·mm-1時(shí)IMC層開始出現(xiàn)裂紋,單絲CMT熔釬焊熱輸入大于379.6J·mm-1時(shí)IMC層出現(xiàn)裂紋。熱輸入的增大使界面處溫度升高���,有助于脆性IMC的生長(zhǎng);同時(shí)鋁合金與不銹鋼熱膨脹系數(shù)的差異使界面處產(chǎn)生較高的殘余應(yīng)力���,從而產(chǎn)生裂紋����。由于不同接頭中IMC的成分相似���,僅以圖4(a)中IMC的成分為例進(jìn)行分析����;能譜測(cè)得其化學(xué)成分(原子分?jǐn)?shù)/%)為66.34Al,21.15Fe���,4.57Si,6.35Cr����,1.59Ni�,其中鐵與鋁的原子比約為1∶3�,因此可判斷IMC為FeAl3。
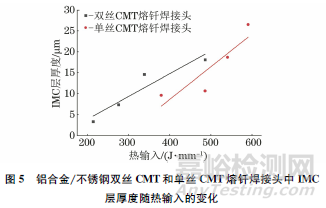
由圖5可見:隨著焊接熱輸入從213.8J·mm-1增加到486.0J·mm-1,鋁合金/不銹鋼雙絲CMT熔釬焊接頭中IMC層厚度從3.36μm增加到18.12μm���;隨著焊接熱輸入從379.6J·mm-1增加到590.6J·mm-1,鋁合金/不銹鋼單絲CMT熔釬焊接頭中IMC層厚度從9.59μm增加到26.55μm���。隨著熱輸入的增加,接頭中IMC層厚度均呈線性增加趨勢(shì)���。在鋁合金/不銹鋼雙絲CMT熔釬焊過程中,鋁熔化����,鋼保持固態(tài),形成了鋁/鋼固液界面反應(yīng)體系。隨著熱輸入的增加�,鐵和鋁原子的擴(kuò)散速率顯著增加,反應(yīng)時(shí)間延長(zhǎng)����,從而有利于IMC的生長(zhǎng)���,因此IMC層的厚度增加。
2.3 拉伸性能
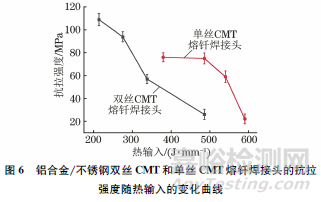
由圖6可以看出,隨著熱輸入的增加�,鋁合金/不銹鋼雙絲CMT和單絲CMT熔釬焊接頭的抗拉強(qiáng)度均降低�。結(jié)合圖5可知:當(dāng)雙絲CMT熔釬焊接頭中IMC層厚度從3.36μm增加到18.12μm時(shí)�,其抗拉強(qiáng)度從109MPa降低到26MPa���;當(dāng)單絲CMT熔釬焊接頭中IMC層厚度從9.59μm增加到26.55μm時(shí)���,其抗拉強(qiáng)度從76MPa降低到22MPa。雙絲CMT熔釬焊接頭的最大抗拉強(qiáng)度比單絲CMT熔釬焊接頭高約30%����。
焊接接頭界面IMC層厚度決定了鋁/鋼異種金屬接頭的強(qiáng)度����。隨著熱輸入的增大,CMT熔釬焊接頭中IMC層厚度增加����,但是過厚的IMC層不僅存在裂紋�,而且也易成為裂紋擴(kuò)展的路徑�,從而導(dǎo)致接頭斷裂。因此�,為了獲得良好的鋁合金/不銹鋼接頭,應(yīng)減小焊接熱輸入���,將IMC層厚度控制在較小值���。無論是單絲還是雙絲CMT熔釬焊,當(dāng)電流和電壓確定時(shí)�,焊接速度的提高伴隨著焊接熱輸入的降低���。雙絲CMT熔釬焊雖然有2個(gè)熱源�,但焊接速度更快�,能以大于單絲CMT熔釬焊2~4倍的焊接速度使焊縫獲得良好的成形質(zhì)量�,因此雙絲CMT熔釬焊可以采用較低的熱輸入進(jìn)行焊接����。在保證焊縫良好成形質(zhì)量的條件下���,單絲CMT熔釬焊接頭IMC層的最小厚度為9.59μm�,此時(shí)接頭的抗拉強(qiáng)度最大�,為76MPa����;雙絲CMT熔釬焊接頭IMC層的最小厚度為3.36μm����,此時(shí)接頭的抗拉強(qiáng)度最大����,為109MPa�?��?芍p絲CMT熔釬焊具有高速、低熱輸入的特征����,在接頭IMC層厚度控制及抗拉強(qiáng)度提高方面比單絲CMT熔釬焊更具優(yōu)勢(shì)。
三�、結(jié) 論
(1) 采用雙絲CMT熔釬焊工藝對(duì)鋁合金/不銹鋼異種金屬進(jìn)行焊接,鋁側(cè)熔化形成熔焊接頭�,鋼側(cè)與焊縫金屬生成金屬化合物,形成釬焊接頭���。當(dāng)熱輸入為213.8~486.0J·mm-1時(shí)�,雙絲CMT熔釬焊接頭焊縫具有良好成形質(zhì)量,而當(dāng)熱輸入為379.6~590.6J·mm-1時(shí)����,單絲CMT熔釬焊接頭焊縫具有良好成形質(zhì)量���。
(2) 鋁合金/不銹鋼雙絲CMT和單絲CMT熔釬焊接頭界面處的IMC均為FeAl3 相���,且隨著熱輸入的增加����,IMC層由平滑的形貌逐漸變?yōu)槊黠@的鋸齒狀形貌,IMC層厚度增加�,接頭的抗拉強(qiáng)度降低�。在保證焊縫良好成形質(zhì)量的條件下����,單絲CMT熔釬焊接頭IMC層的最小厚度為9.59μm�,此時(shí)接頭的抗拉強(qiáng)度最大�,為76MPa,而雙絲CMT熔釬焊接頭IMC層的最小厚度為3.36μm,此時(shí)接頭的抗拉強(qiáng)度最大�,為109MPa。雙絲CMT熔釬焊具有高速、低熱輸入的特征���,在接頭IMC層厚度控制及抗拉強(qiáng)度提高方面比單絲CMT熔釬焊更具優(yōu)勢(shì)�。




