藥物片劑具有較多優(yōu)點(diǎn):①劑量準(zhǔn)確�����,含量均勻�����,以片數(shù)作為劑量單位��;②化學(xué)穩(wěn)定性較好�,因?yàn)轶w積較小、致密���,受外界空氣�����、光線�����、水分等因素的影響較少�,必要時(shí)通過(guò)包衣加以保護(hù)���;③攜帶�、運(yùn)輸���、服用均較方便���;④生產(chǎn)的機(jī)械化�、自動(dòng)化程度較高���,產(chǎn)量大����、成本及售價(jià)較低�;⑤可以制成不同類型的各種片劑,如分散(速效)片����、控釋(長(zhǎng)效)片、腸溶包衣片��、咀嚼片和口含片等�����,以滿足不同臨床醫(yī)療的需要�。同時(shí)也有其不足之處:①幼兒及昏迷病人不易吞服;②壓片時(shí)加入的輔料�����,有時(shí)影響藥物的溶出和生物利用度�;③如含有揮發(fā)性成分,久貯含量有所下降�。總體來(lái)說(shuō)��,片劑是藥物市場(chǎng)的主流劑型�����,是口服固體制劑開(kāi)發(fā)首選的劑型之一��。
片劑成型過(guò)程:1��、填料:當(dāng)中模轉(zhuǎn)到飼料器下方時(shí)���,在填料位的下沖被填料凸輪拉下���。正被下拉的下沖在中模模孔中創(chuàng)造了一個(gè)有輕微真空的空間�����。最初���,真空的作用和和空間使得松散的粉料流入?��?字?����。當(dāng)中模從喂料盒轉(zhuǎn)過(guò)的時(shí)候���,粉料在重力的作用下陸續(xù)地流進(jìn)模孔�。粉料能被自重喂料盒或機(jī)械喂料盒帶過(guò)中模??字小?��、重量調(diào)整:重量調(diào)整凸輪抬起下沖���,把多余的粉料推出已喂料?�??。在中模離開(kāi)喂料盒后���,彈簧刀片刮過(guò)中模表面��,除去多余的粉料�。達(dá)到最高的垂直位后����,重量調(diào)整凸輪控制了溢出粉料量和剩下粉料量�,從而確定最終片劑的重量�。增加這一凸輪最高的垂直位置,溢出粉料較多���,使得片劑較輕�����;同樣地���,減少凸輪最高的垂直位置�����,溢出粉料較少,使得片劑較重����。對(duì)于手動(dòng)壓片機(jī),用手動(dòng)手輪控制重量調(diào)整凸輪���;對(duì)于自動(dòng)壓片機(jī),用電腦控制的反饋回路設(shè)置凸輪位置�����。3�����、下拉:新型壓片機(jī)有一個(gè)下拉位����,使得中模?��?椎姆哿现捻敹说陀谥心E_(tái)����。同時(shí),上沖被上凸輪軌道的下降段降低�。粉料柱的下降�,防止了中模中的粉料在上沖進(jìn)入中模是被吹出,因此避免了片劑重量變化���。當(dāng)上沖進(jìn)入中模����,預(yù)壓開(kāi)始��。4���、預(yù)壓:在預(yù)壓期間���,松散粉料在中模內(nèi)被壓實(shí)�����,從而除去困在粉料中的空氣�,并有序地堆砌粉料顆粒�����。通常情況才,預(yù)壓壓力往往將低于主壓力�����。壓片機(jī)的填料凸輪可以自動(dòng)調(diào)整��。為自動(dòng)控制片劑重量�����,預(yù)壓位可被監(jiān)控?��,F(xiàn)在,這一步形成的“片劑”準(zhǔn)備進(jìn)行主壓縮����。5、主壓:主壓縮位賦予了片劑最終的特征���。最終片劑的厚度是由沖頭之間的距離決定�����。同樣���,對(duì)于一些壓片機(jī),主壓縮位可被自動(dòng)重量控制監(jiān)測(cè)���。6���、排片:在達(dá)到完成排出位之前,下沖被拍片凸輪推上��,同時(shí)上沖被舉出中模?����?祝瑥亩哑瑒┩瞥鲋心?。在完全排片位,在中模上的擋片板把片劑帶出工作臺(tái)�。
隨著仿制藥質(zhì)量和療效一致性評(píng)價(jià)工作的開(kāi)展,各種相關(guān)的政策法規(guī)及技術(shù)指南相繼出臺(tái)�,例如《口服固體制劑溶出曲線測(cè)定與比較指導(dǎo)原則》,《以藥動(dòng)學(xué)參數(shù)為終點(diǎn)評(píng)價(jià)指標(biāo)的化學(xué)藥物仿制藥人體生物等效性研究技術(shù)指導(dǎo)原則》等法規(guī)文件中�,均指出仿制藥與參比制劑溶出曲線應(yīng)相似�,雖然溶出曲線的相似并不意味著兩者一定具有生物等效���,但該法可降低兩者出現(xiàn)臨床療效差異的風(fēng)險(xiǎn)。因此在各溶出介質(zhì)中的溶出被認(rèn)為是片劑的關(guān)鍵質(zhì)量屬性�。壓片工序的中控項(xiàng)目有片重、片厚�、硬度、崩解時(shí)限���、脆碎度等�����。而片劑工藝壓片過(guò)程對(duì)藥物的溶出有直接的影響��,壓片是賦予顆?����;蚍勰毫?����,使物料被壓成一定形狀和體積的片子���,壓片時(shí)的壓力是其中較為關(guān)鍵的工藝參數(shù)。相同片重下�����,壓片機(jī)壓力越大��,壓出的片子硬度越大��,崩解越慢���,進(jìn)而影響溶出,特別是對(duì)于BCS1類藥物���。因此壓片過(guò)程中的硬度����,是壓片過(guò)程中中控的重要監(jiān)控項(xiàng)目���,而片厚作為壓片的中控項(xiàng)目�����,一直以來(lái)都被忽視,認(rèn)為只要把片重和硬度控制好了���,溶出自然不會(huì)有什么問(wèn)題���,但對(duì)于某些藥物,片厚依然是比較關(guān)鍵的控制項(xiàng)目��。詳見(jiàn)仿制藥A片實(shí)例�。
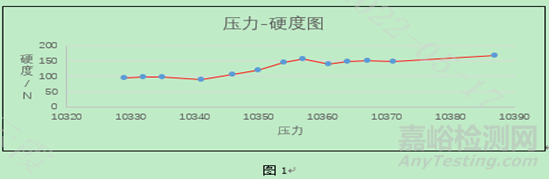
某仿制藥A片劑在一定的壓力范圍內(nèi)�,硬度隨壓力變大而變大,但當(dāng)硬度達(dá)到一定程度時(shí)����,硬度不再隨著壓力變大而變大,則是一直保持一定硬度不變�;而片厚隨著壓力的變大而變小�,但其變化斜率逐漸減小,具體見(jiàn)圖1����、圖2:
特別是對(duì)于進(jìn)行了濕法制粒的藥物��,無(wú)法保證批與批之間總混顆粒粒徑分布完全一致�,這會(huì)導(dǎo)致在相同壓力下����,不同批之間壓出的片子硬度會(huì)有所不同��,且同一批單片硬度差異較大�,此時(shí)如果壓片過(guò)程僅僅以硬度指導(dǎo)溶出,最終片子溶出會(huì)偏離理論值�����;此時(shí)還需重點(diǎn)關(guān)注片厚�,相同壓力下�,批間及批內(nèi)片厚差異均較小。
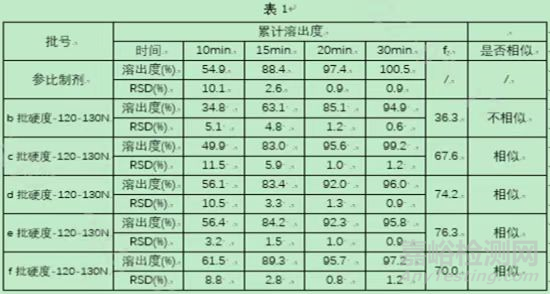
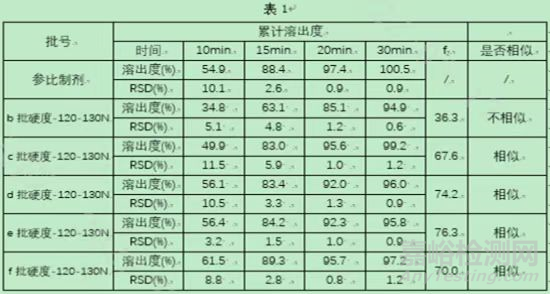
案例1:相同硬度溶出曲線不一定相似
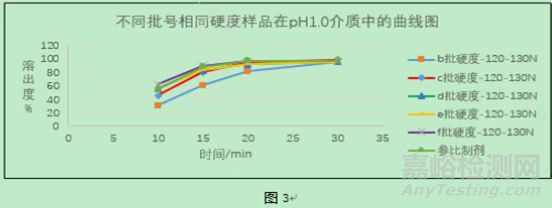
具體實(shí)例見(jiàn)表1���、圖3�,表1、圖3分別是是仿制藥A片劑壓片時(shí)壓制的多批相同的硬度樣品在pH1.0介質(zhì)中的溶出曲線數(shù)據(jù)和溶出曲線圖��,從圖中可以看出,c�、d、e�����、f樣品在介質(zhì)pH1.0中的曲線與參比制劑一致��,而b樣品在介質(zhì)pH1.0中的曲線與參比制劑不一致����;
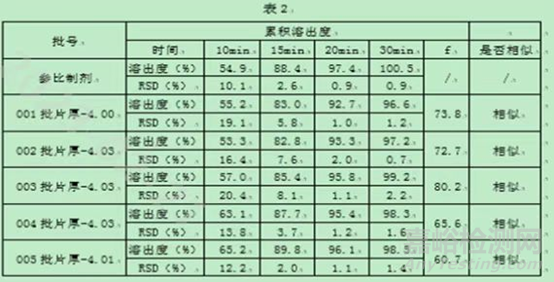
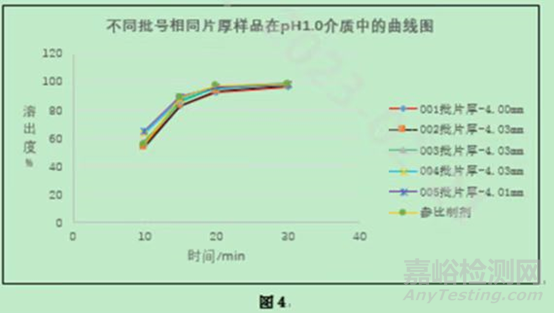
案例2:厚度相同溶出曲線相似
從表2和圖4中可以看出�,不同批號(hào)相同片厚的樣品在介質(zhì)pH1.0中的曲線均與參比制劑一致。
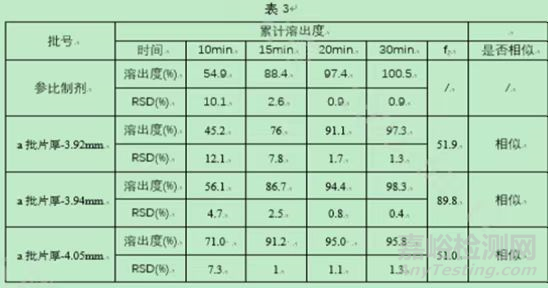
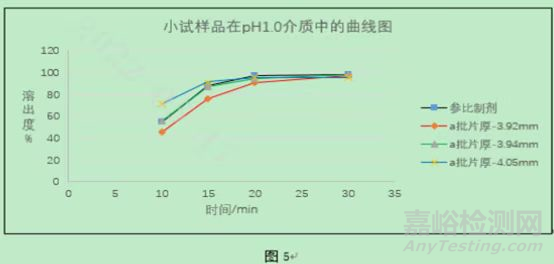
案例3:溶出度隨著片厚的增大而增大
從表3和圖5中可以看出�����,隨著片厚的增大���,溶出也逐漸增大,通過(guò)與參比制劑相似性的對(duì)比��,可以找出與參比制劑相似的片厚范圍。
根據(jù)表1-表3�����,圖1-圖5���,對(duì)于仿制藥A片,壓片過(guò)程中如果只控制硬度�,顯然會(huì)出現(xiàn)自制樣品與參比制劑曲線不相似的情況;若是壓片過(guò)程中在控制硬度的同時(shí)����,也把片厚做為關(guān)鍵中控項(xiàng)目進(jìn)行實(shí)時(shí)監(jiān)控,那么就不會(huì)出現(xiàn)自制樣品與參比制劑不相似的情況了�。
那么如何找出合適的片厚以使自制樣品與參比制劑的溶出曲線相似呢?首先進(jìn)行壓片時(shí)����,壓片壓力從小到大設(shè)置參數(shù),使參數(shù)成梯度遞增或遞減�����,壓出多個(gè)不同片厚的亞批樣品�,當(dāng)然不可能把測(cè)得的所有的亞批樣品都進(jìn)行溶出測(cè)試,一是沒(méi)必要�����,二是為了減少工作量���;為了選擇合適的亞批樣品測(cè)溶出,可以把這些亞批樣品進(jìn)行物理測(cè)試��,例如片重�����、片厚����、硬度、崩解時(shí)限�����、脆碎度等�;再根據(jù)測(cè)得的片厚、硬度�����、崩解時(shí)限數(shù)據(jù)找出合適的亞批進(jìn)行溶出測(cè)試���。然后根據(jù)測(cè)得的溶出結(jié)果����,同時(shí)結(jié)合片厚�、硬度、崩解時(shí)限數(shù)據(jù)進(jìn)行分析����,即可得到合適片厚用于指導(dǎo)壓片。
參考:1���、《制片規(guī)格手冊(cè)》

