摘要:文中介紹了汽車(chē)外飾的主要部件及應(yīng)用材料�����,以保險(xiǎn)杠為例重點(diǎn)闡述了汽車(chē)外飾注塑件感觀品質(zhì)的設(shè)計(jì)方法及要求���,并應(yīng)用于量產(chǎn)車(chē)型中��,均有效規(guī)避了注塑件外觀缺陷��,大大提升了汽車(chē)外飾注塑件的感觀品質(zhì)���,為后續(xù)車(chē)型開(kāi)發(fā)提供一定參考。
引言
汽車(chē)外飾在整車(chē)中主要起到美化�����、防護(hù)���、安全等作用�����。為了追求整車(chē)造型美觀���,像保險(xiǎn)杠等外飾件分縫處圓角越來(lái)越小,為了滿足其他相關(guān)部件固定等需求���,保險(xiǎn)杠不可避免地需要優(yōu)化一些內(nèi)部結(jié)構(gòu)��,使得外表面不易出現(xiàn)外觀縮痕��、熔接痕�����、翹曲變形等外觀缺陷�����。為了滿足整車(chē)造型需求�����,保險(xiǎn)杠造型分塊越來(lái)越多���,如何高品質(zhì)控制好部件間外觀匹配已顯得尤為重要��。
文中結(jié)合了以往汽車(chē)保險(xiǎn)杠的外觀問(wèn)題及實(shí)際工作中的經(jīng)驗(yàn)���,主要研究了汽車(chē)外飾注塑件感觀品質(zhì)設(shè)計(jì)方法及要求,通過(guò)迭代車(chē)型上的應(yīng)用��,有效提升了汽車(chē)外飾注塑件的感觀品質(zhì)�����。
1��、 汽車(chē)外飾件簡(jiǎn)介
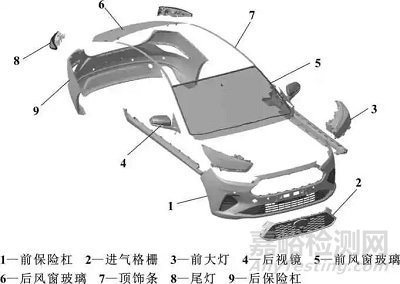
汽車(chē)外飾主要包括前后保險(xiǎn)杠、進(jìn)氣格柵�����、前大燈���、尾燈、后視鏡�����、前后風(fēng)窗玻璃��、頂飾條等��,如圖1所示���。主要起美化���、防護(hù)、安全等作用���,也有部分特定位置具有一些專(zhuān)用功能�����。
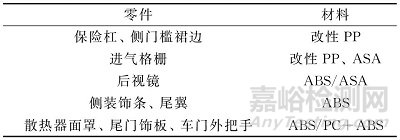
外飾件常見(jiàn)的成型工藝有注塑���、吹塑��、模壓等�����,其中注塑類(lèi)應(yīng)用較為廣泛��。常用材料包括聚丙烯(polypropylene�����,PP)��、丙烯腈-丁二烯-苯乙烯(acrylonitrile-butadiene-styrene�����,ABS)�����、丙烯酸-苯乙烯-丙烯腈(acrylic-
styrene-acrylonitrile��,ASA)�����、聚碳酸酯/丙烯腈-丁二烯-苯乙烯合金(polycarbonate/acrylonitrile-butadiene-styrene���,PC/ABS)等根據(jù)使用部位及功能不同���,主要應(yīng)用材料見(jiàn)表1�����。
圖1 汽車(chē)外飾主要部件
表1 外飾件主要應(yīng)用材料
2���、 汽車(chē)外飾件主要外觀缺陷
在實(shí)際生產(chǎn)制造中���,汽車(chē)外飾注塑件還存在不少外觀缺陷,如填充不足���、飛邊��、縮痕���、熔接痕���、氣泡、翹曲變形等[1-2]��。其中縮痕���、熔接痕�����、翹曲變形等常見(jiàn)缺陷與產(chǎn)品設(shè)計(jì)強(qiáng)相關(guān)�����,出現(xiàn)在前后臉�����、側(cè)面的大型注塑件上就會(huì)嚴(yán)重影響整車(chē)外觀品質(zhì)�����。
(1)填充不足:是指模腔未完全充滿���,未能得到目標(biāo)制品的形狀��。
(2)飛邊:又稱(chēng)溢邊���、披鋒、毛刺等�����,大多發(fā)生在模具的分合位置上�����。
(3)縮痕:是指注塑品表面產(chǎn)生了凹陷情況���。
(4)熔接痕:是指熔融的塑料分成兩道及以上進(jìn)行流動(dòng),之后再匯合��,此時(shí)由于流動(dòng)樹(shù)脂的前端部分冷卻氧化進(jìn)而難以完全熔合���,最終產(chǎn)生的條紋�����。
(5)氣泡:是指在注塑制品表面出現(xiàn)微小氣泡�����,或制品厚壁內(nèi)形成氣泡�����。
(6)翹曲變形:是指在注塑成型的過(guò)程中�����,制品內(nèi)部出現(xiàn)應(yīng)力���,進(jìn)而形成的變形�����。
3���、 汽車(chē)外飾件感觀品質(zhì)設(shè)計(jì)
除過(guò)模具及注塑工藝影響因素,注塑件外觀缺陷與產(chǎn)品的設(shè)計(jì)強(qiáng)相關(guān),包括材料合理選擇與良好結(jié)構(gòu)設(shè)計(jì)��。
3.1 注塑件材料選擇
外飾部件材料通常要根據(jù)部件外觀定義、使用部位等進(jìn)行選擇���。因材料收縮率和結(jié)晶度對(duì)產(chǎn)品外觀缺陷影響較大�����,對(duì)于關(guān)鍵部件應(yīng)優(yōu)先選擇低收縮率材料�����,有利于規(guī)避產(chǎn)品外觀縮痕��,控制產(chǎn)品尺寸��。對(duì)于零部件長(zhǎng)寬尺寸比例較大��、外輪廓度要求較高等部件��,須采用低收縮率材料���。以外飾尺寸較大的保險(xiǎn)杠為例���,兼顧尺寸穩(wěn)定性及外表質(zhì)量���,選擇低收縮率為0.5%~0.6%的改性聚丙烯材料對(duì)產(chǎn)品外觀會(huì)有較大改善��。
3.2 注塑件結(jié)構(gòu)設(shè)計(jì)
外觀縮痕���、熔接痕、翹曲變形等是外飾注塑件常見(jiàn)的缺陷��,通常與產(chǎn)品造型面�����、產(chǎn)品結(jié)構(gòu)等設(shè)計(jì)強(qiáng)相關(guān)���。正確的結(jié)構(gòu)設(shè)計(jì)與合理的工藝相結(jié)合���,才能制造出更優(yōu)良的外觀產(chǎn)品。從造型到3D數(shù)據(jù)設(shè)計(jì)的全過(guò)程���,做好產(chǎn)品外觀設(shè)計(jì)質(zhì)量管控是尤為重要的�����。
3.2.1 造型圓角處縮痕規(guī)避設(shè)計(jì)方法
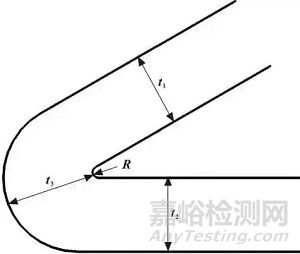
為了追求較小的造型分縫��,部件分縫處圓角越來(lái)越小�����,但外飾注塑件外觀縮痕與造型面夾角��、最小圓角強(qiáng)相關(guān)�����,對(duì)于形面夾角較小處就很容易產(chǎn)生縮痕�����,為了規(guī)避造型圓角處產(chǎn)生縮痕�����,注塑件圓角料厚與基本料厚越接近越好��,以保險(xiǎn)杠的改性PP材料為例��,圓角料厚與基本料厚差值d≤0.3 mm�����,基本可以規(guī)避注塑縮痕��,如圖2所示,其中R為注塑件內(nèi)圓角��,t1���、t2為注塑件基本料厚���,t3為注塑件圓角處料厚。
圖2 造型夾角圓角料厚要求
通過(guò)對(duì)不同造型夾角�����、不同造型圓角進(jìn)行對(duì)比分析與測(cè)算�����,結(jié)合實(shí)際產(chǎn)品��,在造型階段圓角與夾角滿足一定要求��,就能有效規(guī)避塑件圓角處縮痕��,否則很難靠調(diào)整工藝參數(shù)等規(guī)避注塑件外觀縮痕。
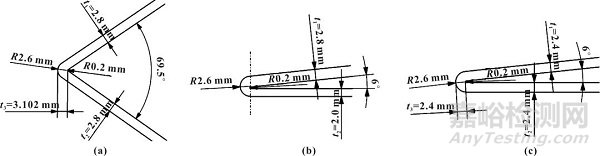
以基本料厚2.8 mm為例���,當(dāng)外造型圓角不小于R2.6 mm��,內(nèi)圓角R0.2 mm�����,造型夾角不小于69.5°��,圓角料厚約3.1 mm�����,基本不會(huì)出現(xiàn)縮痕風(fēng)險(xiǎn)��;對(duì)于造型夾角小于69.5°�����,可通過(guò)減膠的方式規(guī)避圓角縮痕風(fēng)險(xiǎn)��,單邊減膠可減至2.0 mm��,雙邊同時(shí)減�����,最薄可減至2.4 mm��,如圖3所示��。具體設(shè)計(jì)時(shí)可結(jié)合產(chǎn)品強(qiáng)度等要求��,針對(duì)夾角較小處型面需關(guān)注模具強(qiáng)度及壽命���。
圖3 保險(xiǎn)杠圓角與造型夾角匹配
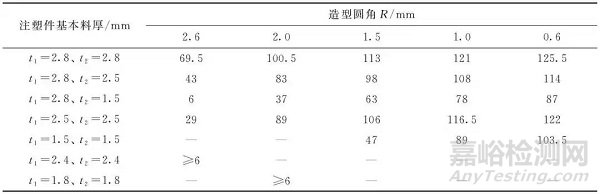
通過(guò)理論分析與實(shí)際驗(yàn)證,外飾大型注塑件保險(xiǎn)杠造型圓角與夾角關(guān)系見(jiàn)表2��,基本可以有效規(guī)避圓角縮痕�����,要同步考慮模具強(qiáng)度及壽命���。
表2 造型圓角與夾角關(guān)系 單位:(°)
3.2.2 結(jié)構(gòu)處縮痕規(guī)避設(shè)計(jì)方法
為了滿足周邊部件的固定�����,注塑件背面通常需要做相關(guān)結(jié)構(gòu)���,導(dǎo)致局部外觀出現(xiàn)縮痕���,對(duì)于保險(xiǎn)杠等關(guān)鍵外造型面不允許設(shè)計(jì)有“狗窩”、加強(qiáng)筋等特征���,一般按照以下設(shè)計(jì)要求��,否則必須增加內(nèi)襯板�����。
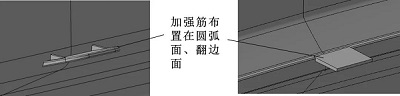
(1)加強(qiáng)筋厚度d不大于基本料厚t3/3��,且僅允許布置在大圓弧面��、翻邊面上���,如圖4所示。
圖4 加強(qiáng)筋設(shè)計(jì)允許位置示意
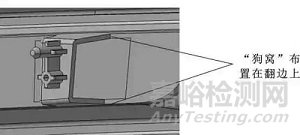
(2)“狗窩”盡可能布置在圓角或翻邊等特征上�����,如圖5所示�����。
圖5 “狗窩”設(shè)計(jì)允許位置示意
(3)焊接/粘貼支架代替直接在保險(xiǎn)杠本體上長(zhǎng)“狗窩”等固定特征。
3.2.3 熔接痕���、翹曲變形等規(guī)避設(shè)計(jì)方法
避免熔接痕出現(xiàn)在A面�����,結(jié)構(gòu)設(shè)計(jì)要合理。注塑件中間位置多為進(jìn)膠口�����,設(shè)計(jì)時(shí)首先要避免在Y0處開(kāi)孔等結(jié)構(gòu)�����,無(wú)法避免時(shí)需綜合考慮開(kāi)孔深度��,降低熔接痕風(fēng)險(xiǎn)���。
避免產(chǎn)品翹曲變形���,自由邊界處必須設(shè)計(jì)翻邊���,以保證邊界的整體強(qiáng)度;若無(wú)法增加加強(qiáng)翻邊��,應(yīng)根據(jù)產(chǎn)品形狀增加橫豎向筋�����,橫條格柵可增加豎向筋��,并且豎筋間距盡可能控制在120 mm以內(nèi)��。
4��、 結(jié)束語(yǔ)
外飾件感觀質(zhì)量在整車(chē)中越來(lái)越重要�����,特別像注塑件的外觀質(zhì)量與造型���、結(jié)構(gòu)設(shè)計(jì)���、生產(chǎn)制造工藝等強(qiáng)相關(guān),產(chǎn)品設(shè)計(jì)全過(guò)程嚴(yán)格的質(zhì)量管控是確保外觀質(zhì)量的有效措施��。文中結(jié)合實(shí)際工作中的經(jīng)驗(yàn),梳理了汽車(chē)外飾件感觀品質(zhì)設(shè)計(jì)方法及要點(diǎn)��,且通過(guò)在量產(chǎn)車(chē)型中應(yīng)用均有效規(guī)避了注塑件外觀缺陷���,大大提升了注塑件外觀感知質(zhì)量�����,為后續(xù)車(chē)型開(kāi)發(fā)提供一定參考��。
參考文獻(xiàn):
[1] 邱志文.注塑制品常見(jiàn)缺陷分析及改善措施[J].裝備制造技術(shù),2010(3):139-140.
QIU Z W.Common defects in injection-molded parts analysis and improvement measures[J].Equipment manufacturing technology,2010(3):139-140.
[2] 吳廣龍.汽車(chē)注塑件常見(jiàn)缺陷及處理方法[J].科技資訊,2014,12(30):49.