靜態(tài)熱機(jī)械分析(TMA)是指在程序控溫下測量物質(zhì)在非振動負(fù)荷下的形變和溫度之間關(guān)系的技術(shù)。TMA對測定高分子材料的各種轉(zhuǎn)變�����、評價材料的尺寸穩(wěn)定性具有重要意義���,在車用復(fù)合材料性能測試和印制電路板性能測試等領(lǐng)域有廣闊應(yīng)用���。影響 TMA 測試材料線性膨脹系數(shù)的因素眾多���,相關(guān)文獻(xiàn)的研究主要集中在改性增強(qiáng)、配方開發(fā)等研發(fā)角度�,對于聚丙烯 PP 材料的TMA 測試CLTE的影響因素也沒有相關(guān)的文獻(xiàn)說明。
本文使用 TMA 設(shè)備主要針對 PP 材料���,從測試角度出發(fā)重點(diǎn)研究由于樣品和方法兩方面的各因素對CLTE結(jié)果的影響�,其中樣品方面因素主要包含注塑工藝���、樣條類型�����、熱歷史�����、改性填充和裁樣位置�����;方法方面因素主要包含升溫速率���、施加負(fù)荷、放置位置和譜圖處理�����。本文研究結(jié)果對深入了解 CLTE 測試���、 指導(dǎo)客戶送樣和輔助材料配方優(yōu)化開發(fā)等方面具有重要指導(dǎo)意義。
1���、實(shí)驗(yàn)
1.1 主要原材料和設(shè)備
聚丙烯�����;
玻纖增強(qiáng)聚丙烯�����;
熱機(jī)械分析儀�����;注塑機(jī)�����;雙盤研磨拋光機(jī)�;
1.2 試樣制備
按一定質(zhì)量比例稱取配方原料進(jìn)行混合均勻,隨后加入擠出機(jī)進(jìn)行造粒�����,最后通過注塑機(jī)注塑對應(yīng)樣條�;裁樣前標(biāo)準(zhǔn)環(huán)境下調(diào)節(jié) 24 h;在對應(yīng)樣條特定位置裁樣制成 10 mm×10 mm×4 mm 的小樣塊���,隨后進(jìn)行打磨和退火處理�。
1.3 測試條件
測試溫度范圍為20℃~110℃�����,結(jié)果取 30℃~100℃的溫度區(qū)間���;升溫速率為5℃/min�����;負(fù)載為 4.0 kPa 或 0.05 N���;載氣為氮?dú)?��,流?50 mL/min;結(jié)果保留 4 位有效數(shù)字;不扣除空白基線�����。
非特殊指明情況下�����, 本文均采用上述測試條件�����。
1.4 數(shù)據(jù)處理
在溫度 T1 和 T2 之間平均線性熱膨脹系數(shù)���,單位為溫度的倒數(shù)(℃- 1 ) , 根據(jù) TMA 曲線�����,使用如公式 (1) 計算:
式中:L0 在室溫下樣品的初始尺寸�,μm;ΔL 尺寸的變化�, μm;ΔT=T1-T2 ���,溫度的變化�����, ℃�����。
2 �、結(jié)果與討論
2.1 樣品方面對 CLTE 的影響
2.1.1 注塑工藝對 CLTE 的影響
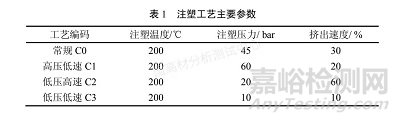
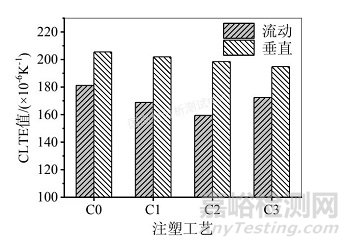
按表 1 中四種主要注塑工藝參數(shù)將 PP 材料注塑成 ISO 拉伸樣條�,對應(yīng)工藝下 CLTE 測試結(jié)果見圖 1。
從表1和圖1可知���,其它條件不變情況下�,不同注塑工藝對 PP 材料 CLTE 結(jié)果有明顯影響�����, 其中流動方向的差異明顯高于垂直流動方向。以常規(guī) C0 工藝 CLTE 結(jié)果為基準(zhǔn)�,上述四工藝中流動方向最大偏差為-12.0%,垂直方向最大偏差為-5.2%�。因此選擇特定的注塑工藝參數(shù)有助于降低材料的 CLTE 值,保證相同的注塑工藝參數(shù)有助于準(zhǔn)確篩選低 CLTE 材料配方�。
圖 1 不同注塑工藝 CLTE 測試結(jié)果
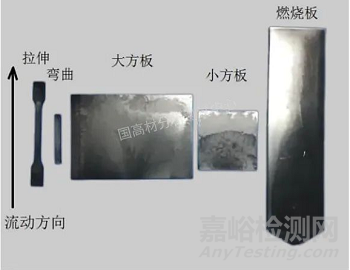
圖 2 不同類型樣條
2.1.2 樣條類型對 CLTE 的影響
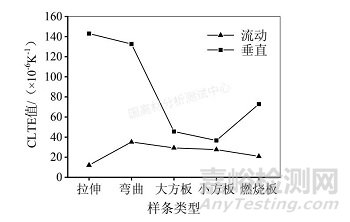
選用 GFPP-50 玻纖增強(qiáng)材料,分別注塑成拉伸樣條�����、彎曲樣條�、大方板�、小方板和燃燒板,如圖2所示�����。對應(yīng) CLTE 測試結(jié)果如圖3所示���,處理溫度區(qū)間-30℃~100℃���。
由圖2和圖3可知,其他條件不變�,不同類型注塑樣條 CLTE 值差異較大。其一是五種樣條類型的流動方向 CLTE 值均小于垂直流動方向���;其二是長寬比越大兩方向 CLTE 值差異也越大�����,這主要受流體流向 取向和邊緣效應(yīng)影響�����。因此選擇注塑與制件實(shí)際工況最接近的樣條類型來進(jìn)行低 CLTE 值材料配方的篩選不僅更符合實(shí)際�,而且可達(dá)到事半功倍的效果。
圖 3 不同樣條類型 CLTE 測試結(jié)果
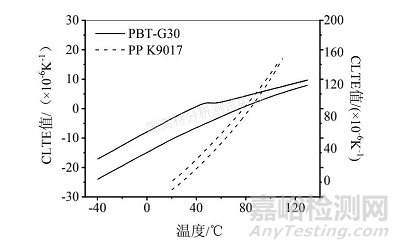
圖 4 熱歷史對 CLTE 的影響
2.1.3 熱歷史和退火方式對 CLTE 的影響
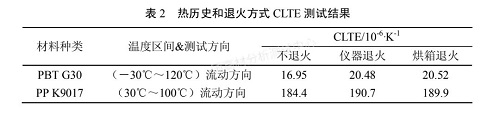
材料熱歷史的存在會影響 CLTE 結(jié)果���,通常需要退火以消除熱歷史�。退火有兩種方式:1)制樣后使用 TMA 設(shè)備以相同的升溫速率升至特定溫度���;2)制樣后放在特定溫度的烘箱中平衡至少2 h���。熱歷史對 PP 和 PBT 兩種材料 CLTE 的影響如圖4 所示,熱歷史以及退火方式對材料 CLTE 結(jié)果匯總?cè)绫?2 所示�。
由圖4和表2可知,兩種材料均存在熱歷史/殘余應(yīng)力且對 CLTE 值有不同程度的影響���。以退火后結(jié)果 為基準(zhǔn)�,低 CLTE 值的 PBT G30 材料不退火時 CLTE 結(jié)果偏差為-17.2%,高 CLTE 值的 PP K9017 材料偏差為-3.3%���。而退火方式(儀器退火或烘箱退火)對兩種材料的 CLTE 結(jié)果影響較小�����。因此在使用 TMA 測試材料 CLTE 之前�,有必要執(zhí)行退火處理消除材料的熱歷史/殘余應(yīng)力�,而退火方式影響較小。
2.1.4 改性填充對 CLTE 的影響
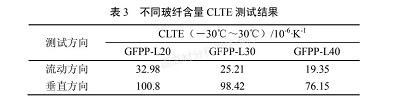
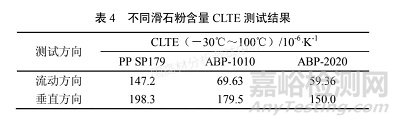
表3和表4分別為PP材料不同玻纖含量和不同滑石粉含量的CLTE 測試結(jié)果���。
由表3和表4可知���,PP 材料隨玻纖含量或滑石粉含量增加�, 兩方向上的CLTE 值均有明顯減小,且流動方向 CLTE 值的減小程度明顯高于垂直流動方向���。這是由于一方面具有高熱穩(wěn)定性填充玻纖或滑石粉的存在能夠有效抑制聚合物分子的熱運(yùn)動�����,另一方面 CLTE 結(jié)果受流體取向和填充含量的影響�, 兩者綜合表現(xiàn)出較低 的線性膨脹系數(shù)。因此���,選擇適量的填充可明顯降低 CLTE�, 有效提高材料的尺寸穩(wěn)定性�����。
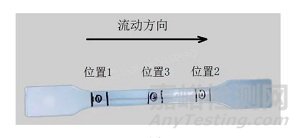
圖 5 拉伸樣條不同位置
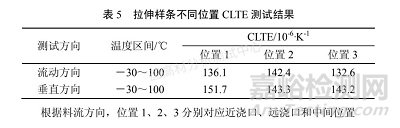
2.1.5 拉伸樣條裁樣位置對 CLTE 的影響
圖 5 為 PP 材料常規(guī) ISO 拉伸樣條裁樣位置示意圖�����,表 5 為對應(yīng)位置 CLTE 測試結(jié)果�����。
由圖5和表5可知�,拉伸樣條中間位置(位置 3)的 CLTE 值最小,且流動方向 CLTE 值整體小于垂直流動方向�。這主要和注塑過程相關(guān):熔體流入磨具型腔時,處于粘流狀態(tài)的高分子鏈段由于流向發(fā)生鏈段取向�,即樹脂在流向面上分子排列相對有序,表現(xiàn)為流動方向和中間位置 CLTE低���。因此�,選擇合適的裁樣位置有利于得到較低的 CLTE 值,對于拉伸樣條裁樣位置應(yīng)盡量居中�����。
2.2 方法方面
2.2.1 升溫速率對 CLTE 的影響
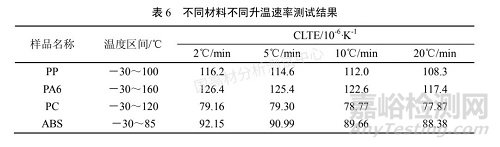
不同升溫速率下4種純樹脂(PP�、PA6 、ABS 和 PC)流動方向 CLTE 測試結(jié)果如表 6 所示�。
由表 6 可知,隨升溫速率增加�,不同純樹脂材料流動方向CLTE 值均有所減小但減小幅度不大。這是由于升溫速率越快���,樣品內(nèi)外部溫度梯度越大�����,聚合物分子鏈段運(yùn)動滯后���,整體表現(xiàn)為較低的CLTE值���。對比4種材料不同速率下的 CLTE 值�,當(dāng)速率超過 5℃/min 時 CLTE 值減小幅度較顯著增加,為得到準(zhǔn)確 CLTE 結(jié)果�����, 測試升溫速率一般不超過5℃/min�����,這與常規(guī) CLTE 常規(guī)測試標(biāo)準(zhǔn) ISO 11359 和 ASTM 831 中規(guī)定的升溫速率一致���。
2.2.2 施加負(fù)荷對 CLTE 的影響
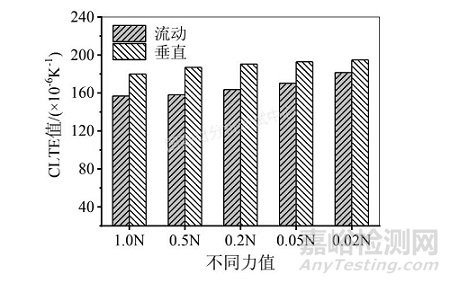
標(biāo)準(zhǔn) ISO 11359-2:1999 中規(guī)定施加負(fù)荷為(4.0±0.1) kPa�,需根據(jù)樣品實(shí)測面積結(jié)合公式 F=P×S 計 算得到 (圖 6 中樣塊實(shí)際面積為 32 mm2 )�����。圖6是在施加不同力值時 PP 純樹脂材料的CLTE 結(jié)果���。
由圖 6 可知�����,通過探頭施加在樣塊上的力值越大�,CLTE 值越小�。以PP 純樹脂材料 0.05N CLTE 結(jié)果 為基準(zhǔn)���,1.0N 流動和垂直流動方向偏差分別為-7.9%和-6.7%,0.02N 結(jié)果偏差分別為 6.6%和 1. 1%�����。這是由于越大的力值越容易阻礙程序升溫過程中材料的膨脹運(yùn)動。因此測試時施加負(fù)荷的選擇應(yīng)根據(jù)樣品實(shí)際尺寸進(jìn)行計算得到。
圖 6 不同力值 CLTE 測試結(jié)果
2.2.3 樣塊放置位置對 CLTE 的影響
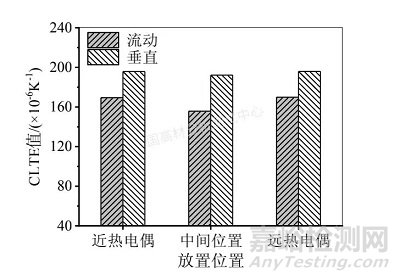
圖 7 不同放置位置 CLTE 測試結(jié)果
圖 7 是測量探頭放在 PP 材料樣塊不同位置(近熱電偶�,中間位置和遠(yuǎn)熱電偶)時 CLTE 測試結(jié)果。
由圖 7 可知,測量探頭在中間位置時 CLTE 值最低。這和儀器加熱爐體的構(gòu)造有很大關(guān)系,爐體內(nèi)通過熱輻射傳遞熱量���,電爐絲溫度/樣品溫度(特指測量探頭處) /熱電偶溫度 3 者之間存在溫度梯度,而樣塊不同位置也存在溫度梯度�,因而中間位置 CLTE 值最低。
2.2.4 譜圖處理對 CLTE 的影響
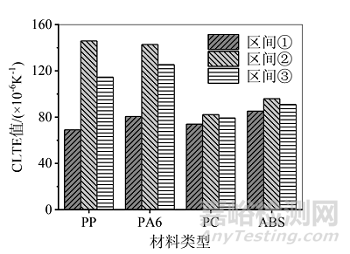
表 7 是四種材料測試流動方向不同處理溫度區(qū)間表���,圖8是對應(yīng) 4 種材料不同處理溫度區(qū)間CLTE 測試結(jié)果�����。
圖 8 不同溫度區(qū)間 CLTE 測試結(jié)果
由表7和圖8可知�����,相同材料不同處理溫度區(qū)間 CLTE 結(jié)果不同�,且結(jié)晶性材料不同處理溫度區(qū)間的 CLTE 結(jié)果差異明顯大于非結(jié)晶性材料���。這是由于結(jié)晶性材料存在晶區(qū)和非晶區(qū)�����,分子鏈段排列整齊的晶區(qū)在程序升溫時經(jīng)歷玻璃化轉(zhuǎn)變導(dǎo)致轉(zhuǎn)變前后 CLTE 值有較大差異�����,無規(guī)排列的非晶區(qū)在程序升溫區(qū)間相對均勻變化���。因此建議根據(jù)材料種類和使用環(huán)境確定 CLTE 結(jié)果處理溫度區(qū)間。
3�����、結(jié)論
本文使用TMA 設(shè)備主要針對PP 材料�,從測試角度出發(fā)重點(diǎn)研究由于樣品和方法兩方面各因素對CLTE 結(jié)果的影響,主要結(jié)論如下:
1)樣品方面:注塑工藝對 CLTE 結(jié)果有明顯影響���,且對流動方向的影響明顯高于垂直流動方向�;不 同類型注塑樣條之間 CLTE 值差異較大,且兩方向上的 CLTE 結(jié)果差異隨樣條長寬比增大而增大���; 材料熱 歷史/殘余應(yīng)力對 CLTE 結(jié)果的影響程度因材料種類而不同���, 測試前有必要進(jìn)行退火處理,而退火方式影響 不大�����;改性填充可明顯降低 CLTE���,且流動方向 CLTE 減小程度明顯高于垂直流動方向�; 不同樣條應(yīng)選擇 合適的裁樣位置�,對于拉伸樣條應(yīng)盡量居中。
2)方法方面:不同材料 CLTE 結(jié)果隨升溫速率增加而減小���,建議不超過 5℃/min�����;CLTE 值隨探頭施 加負(fù)荷越大而越小�, 施加負(fù)荷應(yīng)根據(jù)樣品實(shí)際尺寸進(jìn)行計算得到; 測量探頭應(yīng)放在樣塊的中間位置�; 相同 材料不同處理溫度區(qū)間 CLTE 結(jié)果不同,且結(jié)晶性材料不同處理溫度區(qū)間的 CLTE 結(jié)果差異明顯大于非結(jié) 晶性材料�。