軟膠囊是指將利用明膠為主要材料的囊殼將油狀藥物��、藥物溶液或藥物混懸液等定量包封后形成的密封的膠囊制劑,常見的制備方法包括滴制法和壓制法��。本文就軟膠囊壓制法的制備工藝過程及注意事項進行簡述��。
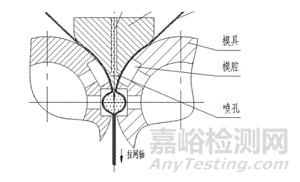
壓制法的基本原理如下:膠皮從一對圓柱形模具中間穿過��,供料泵將定量的藥液通過噴體注入膠皮之間��,模具相向運動將兩片膠皮壓合并從膠皮上切出��,形成完全閉合的膠囊��。壓制法主要工藝步驟包括化膠��、配液��、制丸��、干燥四步��。此外��,為確保產(chǎn)品質(zhì)量��,生產(chǎn)中還會增加檢丸工序��,剔除不合格品��。
圖1滾模式軟膠囊機的工作原理圖(圖源:S-24滾模式軟膠囊機裝備GMP指南)
(1)化膠
①投料順序
通常是將確定比例的明膠��、增塑劑及水加入化膠罐中��,進行加熱攪拌��,明膠吸水溶化��,形成膠液��。以上物料可同時投入��,但建議不要直接將明膠投入熱水中��,否則由于先接觸熱水的明膠溶化后��,會形成致密的明膠層��,內(nèi)部包裹的明膠顆粒難以溶化��,獲得的膠液中會有很多團塊��,影響正常生產(chǎn)��。此外,明膠中還可能會加入色素或遮光劑��,如二氧化鈦��、氧化鐵等��,應(yīng)用膠體磨將其與部分增塑劑��、水一起研磨��,過篩后加入至膠液中��,可以避免制備的膠皮有麻點或孔隙��。
②化膠溫度
生產(chǎn)中化膠溫度一般控制在60~70℃為宜��。明膠的主要成分是多肽分子混合物��,溫度過高會導(dǎo)致多肽分子發(fā)生水解��,影響膠液質(zhì)量��。
③真空脫氣
新溶化的膠液中會存在較多氣泡��,因此要進行真空脫氣操作��。真空脫氣一般真空度要達(dá)到-0.07~-0.08MPa��,開始階段會有大量氣泡從膠液中翻滾釋放��,因此注意及時卸壓��,以免將膠液抽至真空泵中��,損壞設(shè)備��。抽真空過程中要注意觀察膠液狀態(tài)��,直至表面無明顯氣泡釋放��,膠液表面呈蜂窩狀流動��,表示脫氣完成��,可停止抽真空操作��。抽真空時間不宜過久��,否則膠液大量失水��,會對后續(xù)壓丸操作造成影響��。
③膠液保溫
膠液保溫溫度一般會控制在50~60℃之間,如膠液溫度過低��,會導(dǎo)致膠液流動性變差��,則制丸階段仍需對膠液進行重新加熱��,耗時較長��,且可能出現(xiàn)膠液性狀不均一的情況��。
膠液在真空脫氣完成后不宜立即使用��,需靜置4h以上��,使膠液中氣泡充分排出��。保溫時間上限根據(jù)具體項目進行考察,可對保溫過程中膠液粘度��、凍力及水分進行監(jiān)測��,確定保溫過程中膠液質(zhì)量穩(wěn)定��。
(2)配液
內(nèi)容物可根據(jù)具體項目的要求進行配制��,參照相關(guān)溶液��、混懸液��、半固體制劑的相關(guān)技術(shù)要求��,對配液工藝進行控制��。若原料有光��、熱��、氧不穩(wěn)定的情況��,可考慮避光��、冷卻或充氮��。配液過程因具體項目而異��,故不在此處詳細(xì)論述。
(3)制丸
壓丸是軟膠囊生產(chǎn)的核心工作��,向料斗中加入配置好的藥液��,將膠液通過輸膠管壓送至軟膠囊機,完成膠皮制備��、內(nèi)容物定量灌裝��、通過模具將膠皮與內(nèi)容物壓制成膠囊��。其主要需要控制的工藝參數(shù)如下:
①膠皮厚度
若為仿制制劑��,軟膠囊殼的厚度建議與參比制劑的厚度保持一致��,以確保崩解時間的一致��。可用確定的處方鋪不同厚度的濕膠皮��,干燥后測量干膠皮的厚度��,確定目標(biāo)膠皮厚度范圍��。一般情況下重量在1g及以上的膠皮厚度控制在0.8~0.9mm��,1g以下的膠皮厚度在0.7~0.8mm��。膠皮過厚可能導(dǎo)致需要的噴體溫度較高��,否則不能有較好的縫合效果��。膠皮過薄會影響軟膠囊的抗壓性��,不利于存儲及運輸��。此外��,兩片膠皮的厚度應(yīng)盡量一致,否則會產(chǎn)生畸形丸��。
②噴體溫度
噴體溫度根據(jù)膠皮狀態(tài)進行調(diào)整��,若膠皮水分過低或膠皮過厚��,則噴體溫度應(yīng)適當(dāng)提高��。此外��,若壓丸轉(zhuǎn)速過高��,也需要提高噴體溫度��,以確保達(dá)到較好的縫合效果��。通常噴體溫度應(yīng)控制在35℃~40℃��,過低難以縫合��,過高可能造成軟膠囊縫合線扭曲��,產(chǎn)生異型丸��。
③壓丸轉(zhuǎn)速
壓丸轉(zhuǎn)速提高��,除了影響噴體溫度外,還可能影響膠皮厚度��。較快的轉(zhuǎn)速會使壓丸過程中膠皮的過度拉伸��,導(dǎo)致膠皮變薄��,因此在調(diào)整壓丸轉(zhuǎn)速后應(yīng)對膠皮厚度進行監(jiān)測��,確保膠皮厚度在目標(biāo)范圍內(nèi)。
④環(huán)境溫度
壓丸過程環(huán)境溫度也會對壓丸效果造成影響��,若環(huán)境溫度過高��,可能導(dǎo)致壓制的膠丸冷卻較慢��,發(fā)生黏連��;若環(huán)境溫度過低��,膠皮難以縫合��,需適當(dāng)提高噴體溫度��。
⑤其他
軟膠囊機還有輸膠管溫度、膠盒溫度��、冷卻鼓溫度等��。輸膠管溫度��、膠盒溫度一般為55~60℃��,確保膠液能順利流動,不會造成輸膠管堵塞��;冷卻鼓一般控制在20℃以下,確保膠皮能夠快速冷卻成型��。
此外��,制丸過程中還應(yīng)關(guān)注加入潤滑油的種類及用量,并對潤滑油制定相應(yīng)的質(zhì)量標(biāo)準(zhǔn)��,并應(yīng)有足夠證據(jù)證明潤滑油對軟膠囊其他組分不會產(chǎn)生影響。常用的潤滑油有藥用級液體石蠟及中鏈甘油酸酯等��。
(4)干燥
干燥工序一般分為兩步��,為定型干燥及靜置干燥��。定型干燥即將新鮮壓制的軟膠囊立即傳送至干燥轉(zhuǎn)籠中進行干燥��,使水分降至25~30%,此水分下軟膠囊形狀基本定型��。為提高生產(chǎn)效率��,將定型干燥后的軟膠囊轉(zhuǎn)移至托盤中繼續(xù)干燥��。為清洗軟膠囊表面的潤滑油,定型干燥過程中可在干燥轉(zhuǎn)籠中加入吸油布��。
圖2雙層轉(zhuǎn)籠干燥機(圖源:北京鑫航成科技發(fā)展有限公司官網(wǎng)產(chǎn)品介紹)
一般軟膠囊殼水分要控制在8~12%之間,水分過高成品囊殼會過軟��,且容易發(fā)霉��;水分過低的話囊殼會發(fā)生脆裂��,不利于存儲運輸��。影響軟膠囊干燥效果的因素主要有如下三點:
①環(huán)境溫濕度
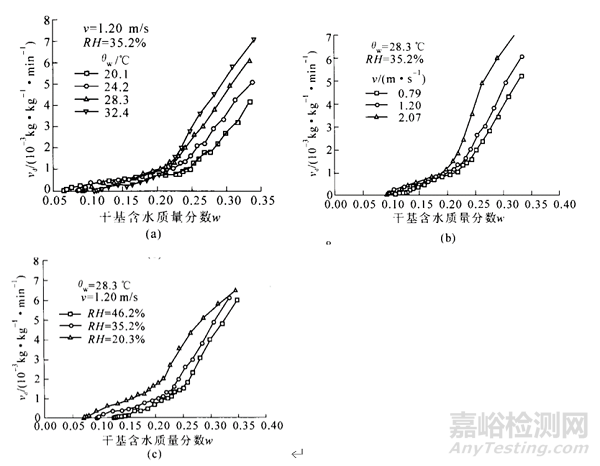
劉鴻雁等人的研究表明,干燥條件的變化對軟膠囊的干燥速率影響如圖3所示��,干燥環(huán)境的溫度聲高��,干燥前期軟膠囊干燥較快��,但在干燥后期��,由于囊殼表面干燥硬化��,影響了內(nèi)部水分傳導(dǎo)��,干燥速率出現(xiàn)下降��。而隨著環(huán)境濕度的降低��,干燥速率呈現(xiàn)加快的趨勢��。一般情況下環(huán)境濕度應(yīng)控制在60%以下��,否則膠丸極難干燥��。
②干燥風(fēng)速
提高干燥環(huán)境中的風(fēng)速��,可以提高水分傳遞速率��,提高干燥效率��。
③干燥時間
在嚴(yán)格控制環(huán)境溫濕度的情況下,干燥軟膠囊水分取決于干燥時間的長短��。在工藝考察階段可取不同干燥時間的膠囊測定囊殼水分��,繪制干燥曲線��,以確定干燥終點��。
圖 3不同溫度(a)、風(fēng)速(b)和濕度(c)下的軟膠囊干燥速率vd曲線
(3)檢丸
檢丸工序是為了剔除干燥軟膠囊中不合格品��,如大小丸��、癟丸��、氣泡丸��、異型丸等��。一般檢丸方式是將軟膠囊置于燈檢臺上,人工挑揀。燈檢臺上軟膠囊狀態(tài)如圖4所示��。
圖4燈檢臺上的軟膠囊圖片
在軟膠囊制備過程中��,我們需要對各工序的輸出物料屬性進行評價��,以確保產(chǎn)出合格的產(chǎn)品��。
化膠階段��,一般以膠液的外觀��、水分��、粘度、凍力為考察指標(biāo)��。膠液外觀應(yīng)細(xì)膩光滑無明細(xì)氣泡��;水分應(yīng)控制在40%-50%��,水分過低��,在壓丸過程中會出現(xiàn)縫合困難��,水分過高會導(dǎo)致膠皮難以成型��;粘度和凍力為明膠質(zhì)量的主要檢測指標(biāo)��,若粘度過低則軟膠囊殼易于皂化��,在膠液保溫過程中應(yīng)監(jiān)測這兩個指標(biāo)��,防止膠液質(zhì)量下降過多��。
制丸階段��,主要關(guān)注指標(biāo)為軟膠囊外觀��、裝量及縫合情況��,外觀關(guān)注膠囊表面是否有氣泡��,接縫是否平整��;裝量測定需將軟膠囊剪開��,擦去內(nèi)容物后測定囊皮重量��,也有制劑質(zhì)量標(biāo)準(zhǔn)中建議使用乙醚對內(nèi)容物進行清洗��。裝量為膠囊總重與囊皮重量的差值��,樣品取出后應(yīng)立即測定��,若等待時間較長��,軟膠囊水分蒸發(fā)后會影響裝量測定結(jié)果的準(zhǔn)確性��;在無法立即測定的情況下��,需將軟膠囊保存在密閉容器中并放置于低溫環(huán)境��,防止水分揮發(fā)��;縫合情況可用顯微鏡進行觀察��,測定方法為將新制的軟膠囊進行橫切��,剪下中間的一圈膠皮��,顯微鏡下觀察膠皮的厚度和接縫處的厚度��,顯微鏡鏡像圖像如圖5所示��,測量并計算接縫率��,一般縫合率應(yīng)不小于30%��。
縫合率=接縫厚度/囊殼厚度*100%
圖5 縫合效果顯微觀察圖片
干燥階段��,需注意監(jiān)測囊殼水分��,測定方法是將軟膠囊剪開��,用吸油紙擦干囊殼中內(nèi)容物��,利用烘干法對囊殼水分進行測量��,一般8~12h測定一次��,直至水分到達(dá)目標(biāo)范圍��。如果有經(jīng)過驗證可以穩(wěn)定監(jiān)測水分的方法��,也可采用��。
參考文獻
[1]崔福德.《藥劑學(xué)》[M]中國醫(yī)藥科技出版社.
[2]劉鴻雁.明膠軟膠囊干燥特性的研究[J].化學(xué)工程2006,34(9):5-8.
[3]石紹福, 韓豪, 劉新,等. 軟膠囊制備工藝研究現(xiàn)狀[J].中國生化藥物雜志, 2011, 32(1):3.