摘要:通過某高端車型車身使用的以乙烯-醋酸乙烯酯共聚物為基材的發(fā)泡材料測(cè)試,獲取其在溫度時(shí)間下的膨脹性能曲線����。試驗(yàn)表明,該發(fā)泡材料產(chǎn)生膨脹的門檻溫度為120 ℃����,當(dāng)<120 ℃時(shí)����,發(fā)泡材料不產(chǎn)生膨脹。隨著溫度升高����,膨脹至臨界狀態(tài)所需的時(shí)間降低。達(dá)到相同膨脹率����,間隔加熱比連續(xù)加熱所需的時(shí)間更長(zhǎng)����?���;谠囼?yàn)制定熱循環(huán)曲線,為烤箱停機(jī)時(shí)制定維修策略和判斷過烘烤車身是否合格提供數(shù)據(jù)依據(jù)����。
1、 前言
隨著人們生活水平的提高����,對(duì)汽車乘坐體驗(yàn)的要求越來越高。汽車的NVH 性能是乘坐舒適性的重要影響因素����,車身空腔將噪音放大,傳導(dǎo)入車內(nèi)����,降低乘坐舒適性。通常在車身制造工藝中����,采用安裝發(fā)泡件����、注膠����、注蠟的方式阻隔車身空腔氣流、路噪����、排氣噪音的傳播途徑[1-3]。除此之外����,對(duì)車身空腔注射泡沫原液的反應(yīng)注射成型(RIM)工藝能最大程度減少中高頻噪聲[4]。在白車身制造過程中����,涂折邊膠����、減震膠、點(diǎn)焊密封膠工藝也對(duì)車身振動(dòng)降低有一定的貢獻(xiàn)[5]����。為了保證NVH 性能����,車身往往同時(shí)使用以上方式或者其中幾種����。發(fā)泡材料在車身的應(yīng)用也非常普遍,常用的發(fā)泡件材料有聚氨酯����、聚對(duì)苯二甲酸乙二醇酯、乙烯-醋酸乙烯酯等[6-8]����。
某高端車型采用乙烯-醋酸乙烯酯共聚物發(fā)泡材料,在白車身制造工藝中安裝����,在涂裝的電泳工藝之后進(jìn)行烘烤膨脹,堵住車身的結(jié)構(gòu)空腔����,達(dá)到減振降噪的目的。在進(jìn)入涂裝工藝之前����,焊裝車間需要對(duì)白車身進(jìn)行預(yù)烘烤����,使裝焊膠發(fā)生預(yù)固化����。預(yù)固化的目的是防止車身進(jìn)入涂裝的預(yù)清洗和電泳時(shí)將裝焊膠沖掉。在正常情況下����,裝焊烤箱所設(shè)置的溫度和時(shí)間不會(huì)使發(fā)泡件發(fā)生過度膨脹。但是����,在烤箱出口,會(huì)偶發(fā)設(shè)備機(jī)械故障����,導(dǎo)致烤箱出口堵塞,車身無法正常導(dǎo)出����,或者發(fā)生電氣故障����,車身也會(huì)滯留烤箱內(nèi)����。在這種情況下����,車身在烤箱內(nèi)滯留時(shí)間超過工藝要求,發(fā)泡件存在過度膨脹的風(fēng)險(xiǎn)����。發(fā)泡件過度膨脹會(huì)堵塞車身內(nèi)部空腔,這種情況下進(jìn)行電泳時(shí)����,電泳液無法順利進(jìn)入車身內(nèi)部空腔,導(dǎo)致部分區(qū)域電泳層厚度不足����。發(fā)泡件過度膨脹會(huì)造成車身報(bào)廢,損失巨大����。為了避免發(fā)泡件在電泳前過度膨脹,對(duì)車身發(fā)泡件膨脹性能進(jìn)行研究。
2����、 試驗(yàn)材料與設(shè)備
2.1 試驗(yàn)材料
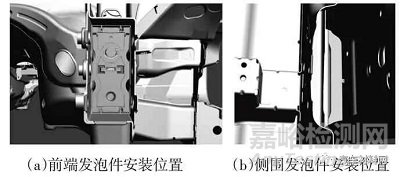
某高端車型使用乙烯-醋酸乙烯酯共聚物發(fā)泡材料,發(fā)泡材料在裝焊車間安裝����,安裝后進(jìn)行白車身拼裝,發(fā)泡材料卡在空腔的特定位置����。圖1 為某車型部分發(fā)泡件的安裝位置示意。發(fā)泡件經(jīng)過電泳烤箱后����,膨脹可達(dá)數(shù)倍到數(shù)十倍。在汽車行駛過程中����,膨脹后的發(fā)泡材料可以吸收產(chǎn)生的振動(dòng)和噪聲,同時(shí)消除空腔的振動(dòng)放大效應(yīng)����,降低車廂內(nèi)噪音[9]。
圖1 車身發(fā)泡件安裝位置示意
車身發(fā)泡件如圖2所示����,灰色部分為發(fā)泡材料����,黑色部分為安裝卡扣和結(jié)構(gòu)支撐����。車身發(fā)泡件的形狀很多����,主要與所安裝位置的空腔形狀有關(guān)。
圖2 車身發(fā)泡件
2.2 裝焊烤箱
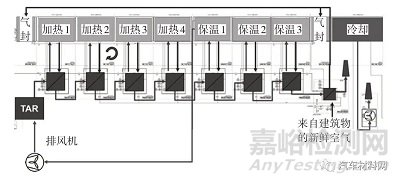
裝焊烤箱主要分為3 個(gè)區(qū)域����,加熱區(qū)、保溫區(qū)和冷卻區(qū)����,如圖3 所示。在烤箱入口和保溫區(qū)與冷卻區(qū)之間設(shè)有氣封���,以減少熱損失���?��?鞠渫ㄟ^循環(huán)氣流進(jìn)行加熱,加熱區(qū)和保溫區(qū)設(shè)定溫度均為130 ℃���,2 個(gè)區(qū)域沒有本質(zhì)區(qū)別���,只是工藝階段不同。在加熱區(qū)���,車身處于溫度上升階段���,在保溫區(qū),車身溫度已上升至工藝溫度���,保持恒定���。
圖3 烤箱基本結(jié)構(gòu)
2.3 試驗(yàn)設(shè)備
試驗(yàn)使用一恒鼓風(fēng)干燥箱BPG-9040A 對(duì)發(fā)泡件進(jìn)行烘烤,來探究溫度和時(shí)間對(duì)發(fā)泡件膨脹程度的影響���,如圖4 所示���。鼓風(fēng)干燥箱最大加熱溫度200 ℃���,加熱時(shí)間可自由設(shè)置。試驗(yàn)前���,使用爐溫測(cè)量?jī)x對(duì)烤箱內(nèi)爐溫進(jìn)行測(cè)量���,與顯示的實(shí)際值相同���。將發(fā)泡件放置在圖5 所示鐵質(zhì)單面開口盒子里���,模擬車身內(nèi)發(fā)泡件環(huán)境,防止直接受到熱輻射���,影響試驗(yàn)結(jié)果���。
圖4 鼓風(fēng)干燥箱
圖5 放置發(fā)泡件的鐵盒
3、 試驗(yàn)步驟
3.1 臨界狀態(tài)的界定
車身發(fā)泡件的厚度為3~6 mm���,距離空腔板材的距離為2~3 mm���。膨脹體積<5%時(shí)���,沒有堵塞空腔風(fēng)險(xiǎn),其表面開始出現(xiàn)目視可見小氣泡���,但整體平整光滑���,將其定義為臨界合格件,如圖6 所示。再加熱膨脹后���,表面不再光滑���,出現(xiàn)明顯鼓泡。不合格件則充滿氣泡���,表面不再平滑���,如圖7所示。這些臨界件的界定���,最根本的原則是保證膨脹程度不堵塞其所在的空腔���。實(shí)際上這些臨界合格件的界定是相對(duì)保守的���。
圖6 發(fā)泡件臨界合格狀態(tài)
圖7 發(fā)泡件不合格狀態(tài)
3.2 發(fā)泡門檻溫度測(cè)定
使用鼓風(fēng)干燥箱,對(duì)發(fā)泡件進(jìn)行加熱試驗(yàn)���。試驗(yàn)件放在自制鐵盒中���,防止直接熱輻射,以使發(fā)泡件所處的位置和受熱狀態(tài)與車身實(shí)際狀態(tài)盡量接近���?��?鞠涞綔睾箝_始計(jì)時(shí)���。分別得到這2 種發(fā)泡件在不同溫度下的膨脹狀態(tài)���。
對(duì)發(fā)泡件進(jìn)行135 ℃、130 ℃���、125 ℃和120 ℃加熱���,觀察在不同保溫時(shí)間下發(fā)泡件的膨脹狀態(tài)���。膨脹程度低于或與臨界合格標(biāo)準(zhǔn)件相似的記為合格點(diǎn),超過臨界合格標(biāo)準(zhǔn)件的記為不合格點(diǎn)���,由此測(cè)量出發(fā)泡的門檻溫度���,低于門檻溫度,無論發(fā)泡件保溫多長(zhǎng)時(shí)間都不再膨脹���。對(duì)發(fā)泡件進(jìn)行不同溫度下的保溫���,在130 ℃和125 ℃下保溫,發(fā)泡件均會(huì)發(fā)生膨脹���,在120 ℃下保溫���,經(jīng)過360 min,發(fā)泡件膨脹程度仍低于臨界合格標(biāo)準(zhǔn)件���,如圖8 所示���。在130 ℃/70 min 條件下���,發(fā)泡件已經(jīng)發(fā)生劇烈膨脹,可以看出非常明顯的發(fā)泡���,如圖9 所示���。在125 ℃/150 min 條件下,發(fā)泡件膨脹程度雖然已經(jīng)超過臨界合格標(biāo)準(zhǔn)件狀態(tài)���,但是膨脹程度低于130 ℃/70 min���,如圖10 所示。在實(shí)際生產(chǎn)中���,不會(huì)出現(xiàn)車身在烤箱中滯留360 min 的情況,所以認(rèn)為發(fā)泡件膨脹的門檻溫度為120 ℃���。
圖8 120 ℃/360 min保溫
圖9 130 ℃/70 min保溫
圖10 125 ℃/150 min保溫
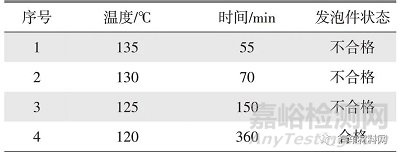
恒定溫度下���,發(fā)泡件的溫度/時(shí)間與發(fā)泡件狀態(tài)具體數(shù)據(jù)見表1。
表1 恒定溫度下溫度/時(shí)間與發(fā)泡件狀態(tài)
通過以上方法測(cè)定恒定溫度下保溫的發(fā)泡門檻溫度���。實(shí)際生產(chǎn)中���,還存在另外1 種情況���,即溫度從130 ℃降到多少攝氏度,發(fā)泡件會(huì)停止發(fā)泡���。于是���,進(jìn)行了以下試驗(yàn)。
將發(fā)泡件在130 ℃下保溫50 min���,再將溫度降到120 ℃���,保溫70 min 后,發(fā)泡件膨脹超過臨界合格標(biāo)準(zhǔn)件���,如圖11 所示���。將發(fā)泡件在130 ℃下保溫50 min,再將溫度降到115 ℃,保溫130 min 后���,發(fā)泡件膨脹超過臨界合格標(biāo)準(zhǔn)件���。將發(fā)泡件在130 ℃下保溫50 min,再將溫度降到110 ℃���,保溫360 min 后���,發(fā)泡件膨脹程度仍低于臨界合格標(biāo)準(zhǔn)件,如圖12 所示���。由此認(rèn)為���,溫度從130 ℃降低到110 ℃后,發(fā)泡件不再繼續(xù)膨脹���。發(fā)泡件在臺(tái)階溫度下���,膨脹門檻溫度從120 ℃降至110 ℃���。
圖11 130 ℃/50 min+120 ℃/70 min
圖12 130 ℃/50 min+110 ℃/360 min
臺(tái)階溫度下���,發(fā)泡件的溫度/時(shí)間與發(fā)泡件狀態(tài)具體數(shù)據(jù)見表2。
表2 臺(tái)階溫度下溫度/時(shí)間與發(fā)泡件的狀態(tài)
3.3 累加效應(yīng)測(cè)定
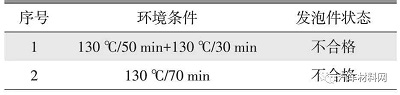
在測(cè)定發(fā)泡件膨脹門檻溫度后���,還需要測(cè)試發(fā)泡件是否有累加效應(yīng)���。首先對(duì)發(fā)泡件進(jìn)行130 ℃/50 min 保溫,從烤箱取出后���,自然冷卻至室溫���。在將其加熱至130 ℃保溫30 min 后,發(fā)泡件膨脹程度超過臨界合格標(biāo)準(zhǔn)件���,如圖13 所示���。表明對(duì)發(fā)泡件加熱時(shí)具有累加效應(yīng)。第2 次加熱30 min 發(fā)生膨脹���,膨脹所需的時(shí)間小于第1 次加熱發(fā)生膨脹的時(shí)間65 min���。但是膨脹程度小于單次加熱70 min,如圖14 所示���。
圖13 130 ℃/50 min+130 ℃/30 min
圖14 130 ℃/70 min
發(fā)泡件累加效應(yīng)測(cè)量數(shù)據(jù)見表3���。
表3 累加效應(yīng)測(cè)量數(shù)據(jù)
3.4 溫度和時(shí)間與發(fā)泡件膨脹程度的關(guān)系
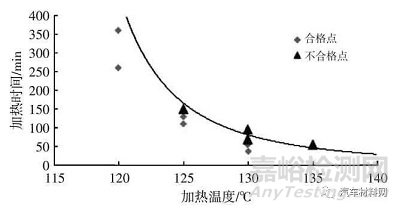
通過對(duì)發(fā)泡件進(jìn)行不同溫度和時(shí)間的保溫,得到溫度和時(shí)間對(duì)發(fā)泡件膨脹程度的關(guān)系���。如圖15 所示���,菱形點(diǎn)表示不合格點(diǎn),三角形點(diǎn)表示合格點(diǎn)���。從圖中可以看出���,隨著溫度的升高,發(fā)泡件膨脹所需的時(shí)間逐漸變短���。溫度<120 ℃時(shí)���,發(fā)泡件不再膨脹。
圖15 溫度和時(shí)間與發(fā)泡件膨脹關(guān)系
溫度/時(shí)間對(duì)發(fā)泡件膨脹程度的影響數(shù)據(jù)���,見表4���。
表4 溫度和時(shí)間對(duì)發(fā)泡件的影響
3.5 熱循環(huán)曲線
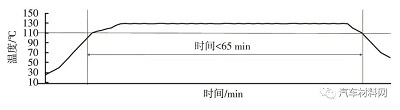
根據(jù)試驗(yàn)結(jié)果���,發(fā)泡件在130 ℃/65 min 內(nèi)不會(huì)出現(xiàn)過度膨脹,在110 ℃以下���,無論加熱多長(zhǎng)時(shí)間都不會(huì)發(fā)泡���。由此,可以得到發(fā)泡件不發(fā)生膨脹的熱循環(huán)曲線���。
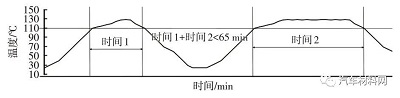
在連續(xù)加熱的情況下���,超過110 ℃的時(shí)間<65 min,在不連續(xù)加熱情況下���,2 次或數(shù)次加熱溫度110 ℃以上時(shí)間之和<65 min���,根據(jù)累加效應(yīng)的結(jié)果���,保溫時(shí)間相同時(shí),不連續(xù)加熱膨脹程度低于連續(xù)加熱���,所以���,在圖16 和圖17 所示的2 種情況下,發(fā)泡件均沒有過度膨脹風(fēng)險(xiǎn)���。
圖16 連續(xù)加熱下的熱循環(huán)
圖17 非連續(xù)加熱下的熱循環(huán)
本文通過模擬實(shí)際生產(chǎn)中烤箱的工作狀態(tài)���,得到了發(fā)泡件的膨脹程度與時(shí)間、溫度的基本特性���?��;咎匦钥梢宰鳛閷?shí)際生產(chǎn)中烤箱發(fā)生故障時(shí)判斷發(fā)泡件狀態(tài)的參考。
從試驗(yàn)中得出���,隨著溫度的升高���,發(fā)泡件膨脹至臨界狀態(tài)所需的時(shí)間逐漸變短���。發(fā)泡件在130 ℃���、保溫時(shí)間>65 min,發(fā)泡程度超過臨界狀態(tài)���;溫度<120 ℃���,保溫時(shí)間>360 min���,發(fā)泡程度未超過臨界狀態(tài)���。發(fā)泡件在臺(tái)階溫度下,膨脹門檻溫度從120 ℃降至110 ℃���。發(fā)泡件膨脹具有累加效應(yīng)���,對(duì)于已加熱過而未發(fā)生膨脹的發(fā)泡件���,再次進(jìn)行加熱時(shí),第2 次加熱膨脹至臨界狀態(tài)的時(shí)間小于未加熱過的發(fā)泡件���;其總加熱時(shí)間大于單次加熱至臨界狀態(tài)所需的時(shí)間���。通過不同溫度的加熱測(cè)試���,得到溫度���、時(shí)間與發(fā)泡件膨脹的關(guān)系,制定了合格件的熱循環(huán)曲線���。在實(shí)際生產(chǎn)中,加熱狀態(tài)低于熱循環(huán)曲線���,發(fā)泡件不會(huì)發(fā)生過度膨脹���。本文為生產(chǎn)現(xiàn)場(chǎng)出現(xiàn)設(shè)備停機(jī)時(shí)���,制定維修策略和判斷過烘烤車身是否合格提供了數(shù)據(jù)依據(jù)。
參考文獻(xiàn):
[1]高靜,李川,王輝,等.淺談汽車空腔注膠工藝[J].現(xiàn)代涂料與涂裝,2015,18(7):41-42+58.
[2]趙會(huì)朋,晉顯飛,張壽琛,等.雙組份聚氨酯發(fā)泡膠在車身NVH上的應(yīng)用[J].山東工業(yè)技術(shù),2019(1):26-26.
[3]張揚(yáng),井龍卿,劉春良.雙組分聚氨酯發(fā)泡材料工藝研究[J].上海涂料,2019,57(2):20-22.
[4]劉海濤. 用于車身制造的RIM 工藝[J]. 汽車工藝與材料,2009(2):59-61.
[5]諶丹, 肖英. 粘接密封技術(shù)在白車身制造中的應(yīng)用[J].汽車工藝與材料,2015(11):29-32+37.
[6]井龍卿,蘭小凱,王飛.聚氨酯發(fā)泡材料應(yīng)用在汽車上的工藝研究[J].現(xiàn)代涂料與涂裝,2018,21(10):67-69.
[7]劉少帥,冉啟迪,黃建文,等.聚對(duì)苯二甲酸乙二醇酯的改性及其發(fā)泡材料的最新進(jìn)展[J].中國(guó)塑料,2021,35(12):137-144.
[8]羅祎瑋,陳柏存,傅華康,等.聚對(duì)苯二甲酸乙二醇酯發(fā)泡材料開發(fā)及應(yīng)用進(jìn)展[J].化工生產(chǎn)與技術(shù),2021,27(6):34-38+10.
[9]梁翠, 謝崇謠, 易嬌, 等. 白車身氣密性提升的應(yīng)用[J].汽車工程師,2020(2):55-58.