制劑工藝人員在薄膜包衣技術(shù)的工藝放大過程中常會面臨各種挑戰(zhàn),如粘片����、包衣膜破損�����、色差色斑等質(zhì)量問題����。引起包衣質(zhì)量問題的原因有很多,概括來講主要有三:一是片芯本身問題導(dǎo)致�����;二是包衣配方問題所致�����;三是工藝及設(shè)備問題����。接下來就從這三面原因著手,分析包衣過程中可能遇到的問題及解決辦法�����。
一����、片芯引起的包衣質(zhì)量問題
常見的因片芯引起的包衣質(zhì)量問題有:
(1)因片芯的硬度和脆碎度較小��,在包衣過程中容易導(dǎo)致片面掉粉或掉顆粒,使得片面呈現(xiàn)“麻面”�����,片面磨損問題�����。針對該問題的解決措施:大多數(shù)人認(rèn)為的最簡便的方法就是壓片時提高片芯的硬度��,但是如果是因片芯處方組成設(shè)計不合理所導(dǎo)致的硬度較小��,如果壓片時一味單純的提高片劑硬度�����,反而會影響片的可壓性和溶出速率�����,這種時候�����,就可能需要去調(diào)整片芯處方�����,選用一些可壓性和粘附力更好的輔料��,有研究表明如果輔料可以與包衣材料中的聚合物形成一種良好的結(jié)合力��,則包衣膜可以和片芯表面的粘附力變強(qiáng)����,可以一定程度上解決片面掉粉問題����。研究表明微晶纖維素的粘附作用最強(qiáng)��,因為其結(jié)構(gòu)中羥基數(shù)量最多,羥基可以和包衣材料中的常用的聚合物例如HPMC的相應(yīng)基團(tuán)形成氫鍵作用����,從而產(chǎn)生較高的粘附力作用。其次是糖類�����,例如蔗糖��、乳糖、噴霧干燥乳糖等和包衣材料具有中等強(qiáng)度的結(jié)合力����,硬脂酸鎂等疏水性潤滑劑的結(jié)合力是最弱的,它的存在會減少這種氫鍵結(jié)合作用��,因此潤滑劑的用量及混合時間要合理選擇��。
(2)片形大小和形狀會對包衣效果造成一定影響。有些片形并不適合包衣����,例如片芯邊角比較尖銳,容易導(dǎo)致包衣片磨損問題��;膠囊型的片形或者平面片容易造成粘片“雙胞胎”問題。包衣出現(xiàn)問題最少的片形應(yīng)該是圓的雙凸面片形����。如果選擇異形片��,則需要厚度適中����,片中央弧度適中����,邊角處也應(yīng)具有一定的圓度��,要保證片子在包衣鍋內(nèi)流暢的自然翻滾�����,翻滾越好,則成膜越均勻��,包衣效率越高�����,否則片子在鍋內(nèi)翻滾流動性就會較差,甚至?xí)霈F(xiàn)片子貼著鍋壁打滑����,影響成膜效率����,還會出現(xiàn)片面磨損的問題��。另外當(dāng)片芯大小的直徑超過11mm時�����,片子越大��,其與包衣鍋?zhàn)矒舻膭菽茉酱?����,產(chǎn)生的磨損力越大,因而包衣膜邊緣破損的幾率就越大��。因此要根據(jù)物料的性質(zhì)選擇形狀和大小適宜的壓片模具��。

(2)片芯刻字不合理或者片芯配方中的輔料附著力較差形成刻字片表面的“橋架”現(xiàn)象����,即刻字片上的衣膜形成一條跨過標(biāo)識的架橋����,造成標(biāo)識或刻痕模糊�����。造成該問題的可能原因是標(biāo)識/刻痕設(shè)計過于復(fù)雜、或者片芯的耐磨性差�����,片面磨損會造成刻痕的不清晰����。針對這種問題,要盡可能選擇筆畫簡單�����、結(jié)構(gòu)簡單的標(biāo)識�����,并且壓片模具的設(shè)計要更加注重細(xì)節(jié)��;要從片芯配方組成出發(fā)��,選用粘附性更強(qiáng)的輔料�����、提高片劑的硬度來提高片劑的耐磨性。
二、包衣配方引起的包衣質(zhì)量問題
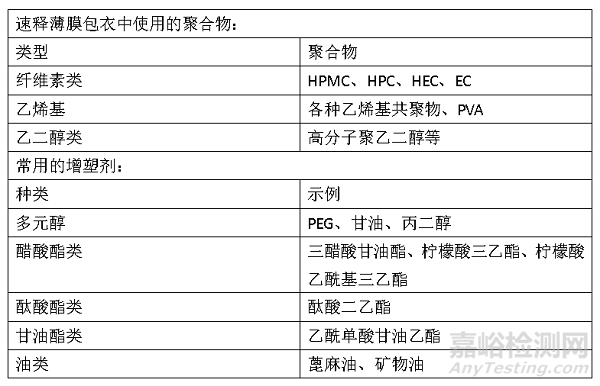
理想的包衣系統(tǒng)應(yīng)該包括以下幾部分:(1)高固含量����、低粘度的包衣液,便于其快速覆蓋成膜����;(2)高拉伸強(qiáng)度����,可以抗開裂�����,保護(hù)片芯不被破壞��;(3)低彈性�����,可一定程度避免回彈作用����,避免干燥應(yīng)力/脆性導(dǎo)致的問題(例如衣膜剝落、標(biāo)識橋接等問題)����;(4)高粘附力作用�����,可避免與粘附相關(guān)的問題(例如標(biāo)識橋接、標(biāo)識清晰度差等問題);(5)遮光性/著色性強(qiáng)��,可避免素片中的成分見光分解,可掩蓋色斑�����,隱藏片芯缺陷;(6)防潮��、隔氣,可增加產(chǎn)品的穩(wěn)定性����。
但理想和現(xiàn)實(shí)還是具有一定差距的����,實(shí)際的包衣過程中��,包衣配方選擇不當(dāng)經(jīng)常會引起以下的質(zhì)量問題:
(1)不同的包衣液固含量會引起:固含量太低會導(dǎo)致片芯磨損的問題,對于那些脆碎度較高��、硬度較低的片芯����,更要選用高固含量的包衣液�����;但是固含量太高,對霧滴的粒徑有顯著影響��,如果霧滴粒徑過大��,過量的水分不能及時蒸發(fā)����,就會造成片面過濕�����,從而引起片面粗糙�����、出現(xiàn)起泡����、架橋現(xiàn)象的幾率增加�����,這種時候�����,就需要適當(dāng)減低包衣液的固含量�����,或者在包衣液中加入一部分乙醇來提高液滴的水分蒸發(fā)速率。
(2)包衣材料配伍不當(dāng)����,著色劑在包衣液中不易分散均勻會引起色差、色斑問題。包衣液處方中的色素或染料一般是混懸于包衣液中����,如果包衣操作不當(dāng)會導(dǎo)致顏色分布不均勻��、或者有色包衣液中色素的濃度過高或者固含量過高�����,均有可能導(dǎo)致片與片之間或者片的不同部位存在色差����;或者如果選用的是可溶性色素容易發(fā)生遷移、著色劑固體狀物質(zhì)細(xì)度不夠等均會引起片劑的花斑行為�����。針對這種情況,則需要在包衣液配置的過程中充分?jǐn)嚢枋蛊鋽嚢杈鶆?���;選用優(yōu)質(zhì)的��、細(xì)度較小的����,不溶性色淀作為著色劑����,另外還需要調(diào)整包衣配伍����,使得著色劑可以在包衣液中充分分散均勻�����。
(3)包衣材料的附著力差或配方中增塑劑不良會引起架橋����、包衣膜破裂、剝離的行為����。我們常用的歐巴代包衣系統(tǒng)包括:單一聚合物HPMC����、單一聚合物PVA�����、復(fù)合聚合物HPMC+HPC以及含PVA等多種混合聚合物等�����,不同的聚合物粘度及機(jī)械性能均不同��。附著力主要是受聚合物本身的化學(xué)性質(zhì)影響����,在設(shè)計薄膜處方時��,要盡可能選擇附著力大、膜強(qiáng)度大��、低彈性系數(shù)的混合型聚合物�����,例如含PVA等多種聚合物的包衣材料生產(chǎn)效率高��,干燥快�����,且附著力強(qiáng)����,粘度小�����、膜強(qiáng)度高�����、可實(shí)現(xiàn)低溫包衣����,亦具有一定的防潮和隔氧功能。此外,在包衣材料中�����,會加入一定量適宜增塑劑,如聚乙二醇��、甘油、丙二醇等����,它與聚合物有良好的柔和性�����,相互作用可以一定程度上降低彈性系數(shù)��,提高膜的機(jī)械強(qiáng)度��。
三��、包衣工藝及設(shè)備問題
包衣工藝過程是影響包衣片質(zhì)量的一個很重要的因素��。包衣鍋轉(zhuǎn)速����、噴嘴的大小和噴槍數(shù)量、噴頭和片床的距離��、噴液角度��、噴液速率����、霧化效果�����、進(jìn)風(fēng)溫度����、風(fēng)量、壓差等均是包衣過程中需要嚴(yán)格控制的參數(shù)內(nèi)容�����。具體影響可能如下列舉:
(1)包衣鍋轉(zhuǎn)速:包衣過程鍋速太低會造成粘片��、色差問題;而鍋速太快又會造成包衣片磨損、破損問題��;鍋速選擇的原則一般是:在最開始包衣時��,因素片還沒有包衣膜的保護(hù),所以鍋轉(zhuǎn)速不能太快����,以免造成片面的磨損�����、麻面;而隨著素片表面形成一層膜保護(hù)后�����,可以分階段適當(dāng)提高鍋轉(zhuǎn)速�����,但保持一個原則即:保證物料流動狀態(tài)較好的前提下盡量選擇降低的速度�����。
(2)噴槍位置和數(shù)量的選擇:噴槍高度一般是保持在片床形成斜面的三分之一正上方25~30cm左右��,噴槍數(shù)量設(shè)計合理����,要保證各個噴槍之間的距離平均分布,保證包衣液可以均勻的完全噴灑在片芯表面�����,如果噴槍之間距離太近�����,在扇面重疊處的片子會出出現(xiàn)過濕問題��,如果噴槍之間距離太遠(yuǎn)�����,那么在霧化扇面之間的間隙位置將會很容易片芯的磨損問題��;如果噴頭到片床的距離太大�����,射程太長�����,會使包衣液分布不夠均勻����,從而影響包衣的色澤度��。所以在理想的噴槍位置和數(shù)量下�����,將有利于包衣液的均勻分散�����,以達(dá)到干燥平衡。
(3)噴速:噴速太快很容易出現(xiàn)粘片和橋架現(xiàn)象�����;而噴速太慢會影響包衣效率,片芯在片床中滾動時間越久�����,受磨損的程度也會越大。需要在包衣過程中分階段緩慢提高噴速��。
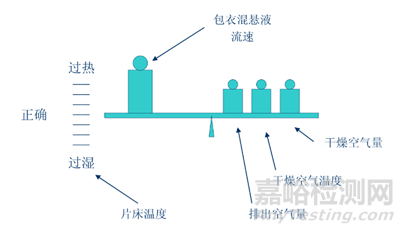
(4)進(jìn)風(fēng)風(fēng)量和溫度:進(jìn)風(fēng)溫度過高會容易形成標(biāo)識填充和“噴霜問題”����。即因進(jìn)風(fēng)溫度過高��,包衣液的蒸發(fā)速率太快導(dǎo)致固體塞填進(jìn)入片劑的刻痕位置而導(dǎo)致標(biāo)識填充問題����,而進(jìn)風(fēng)風(fēng)量設(shè)置太低又會導(dǎo)致溶媒揮發(fā)不及時而造成粘片問題����。進(jìn)風(fēng)風(fēng)量和溫度是控制溶劑揮發(fā)�����、片芯干燥的熱源系統(tǒng),因此風(fēng)量和溫度的選擇是以片芯噴液后迅速干燥為宜��,切勿干燥太快或者干燥太慢�����。對于對溫度比較敏感的片劑�����,要基于前期的穩(wěn)定性數(shù)據(jù)結(jié)果來緩慢升高溫度,保持小流量的熱量傳送就可以實(shí)現(xiàn)良好的包衣進(jìn)程����。
(5)片床溫度:片床溫度過低會易造成橋架問題;而片床溫度太高又會造成包衣膜破裂和剝離問題�����。一般包衣過程中通過測量和控制片床溫度或者出風(fēng)溫度來調(diào)節(jié)包衣條件的,如果想建立一個合適的包衣條件��,還是要平衡好進(jìn)風(fēng)溫度�����、進(jìn)風(fēng)風(fēng)量和出風(fēng)量三者之間的平衡��。要根據(jù)片劑的穩(wěn)定性選擇合適的進(jìn)風(fēng)風(fēng)量和進(jìn)風(fēng)溫度以保持片床溫度或出風(fēng)溫度。
(6)包衣設(shè)備所引起的問題:可能包括包衣鍋的擋板設(shè)計不合理����,擋板的形狀��、大小和數(shù)量的變化均會對片芯在片床內(nèi)的混合效率產(chǎn)生影響,混合效率不當(dāng)就會造成包衣片的磨損����,因此必須要平衡好混合效果和片芯磨損之間的平衡,以期可以達(dá)到最好的混合流動效果和最小概率的片芯磨損����。另外噴槍的性能較差����,也會造成片面粗糙��,“桔皮”現(xiàn)象的發(fā)生等。
綜上��,通過以上一系列因素分析可知����,在批量和工藝放大過程中����,影響包衣效果的干擾因素有很多,對包衣設(shè)備和崗位人員的要求都很高��,因此��,我們制劑研發(fā)人員還是盡可能的在前期的小試或中試研究階段對包衣的相關(guān)因素和參數(shù)范圍進(jìn)行系統(tǒng)的考察�����、積累�����,盡可能的獲取包衣的關(guān)鍵工藝參數(shù)和關(guān)鍵質(zhì)量屬性����,在隨后的場地轉(zhuǎn)移和批量、工藝放大時����,對獲取的這些參數(shù)進(jìn)行相應(yīng)驗證�����,以確保其工藝操作的準(zhǔn)確性和可行性��,保證產(chǎn)品放大的質(zhì)量一致性�����。以上觀點(diǎn)如有表述不當(dāng)之處�����,還請批評指正。
參考文獻(xiàn):
[1] 鄭俊民譯��,片劑包衣的工藝和原理[M].北京.中國醫(yī)藥科技出版社,2001,1
[2] 顧頡����,干貨—薄膜包衣中常見問題的分析及解決辦法
[3] 2011年度卡樂康包衣學(xué)校培訓(xùn)�����,PPT
[4] 片劑薄膜包衣��,PPT