患者生病后需要服用藥物來緩解不適癥狀�,但是服用藥物時�,對于不同的藥物劑型�,患者有不同的選擇��,有些患者傾向于服用膠囊�,有些患者傾向于服用顆粒劑,有些患者傾向于服用片劑等��, 而大部分患者最能接受的劑型是片劑�。
且藥物片劑具有較多優(yōu)點:
①劑量準(zhǔn)確,含量均勻��,以片數(shù)作為劑量單位����;
②化學(xué)穩(wěn)定性較好,因為體積較小、致密�,受外界空氣、光線�、水分等因素的影響較少,必要時通過包衣加以保護�;
③攜帶�、運輸、服用均較方便��;
④生產(chǎn)的機械化�、自動化程度較高��,產(chǎn)量大�、成本及售價較低;
⑤可以制成不同類型的各種片劑,如分散(速效)片��、控釋(長效)片����、腸溶包衣片��、咀嚼片和口含片等��,以滿足不同臨床醫(yī)療的需要。
同時也有其不足之處:
①幼兒及昏迷病人不易吞服��;
②壓片時加入的輔料��,有時影響藥物的溶出和生物利用度����;
③如含有揮發(fā)性成分�,久貯含量有所下降����。
總體來說�,片劑是藥物市場的主流劑型�,是口服固體制劑開發(fā)首選的劑型之一。
片劑成型過程:
1����、填料:當(dāng)中模轉(zhuǎn)到飼料器下方時��,在填料位的下沖被填料凸輪拉下����。正被下拉的下沖在中模??字袆?chuàng)造了一個有輕微真空的空間。最初����,真空的作用和和空間使得松散的粉料流入模孔中�。當(dāng)中模從喂料盒轉(zhuǎn)過的時候,粉料在重力的作用下陸續(xù)地流進模孔��。粉料能被自重喂料盒或機械喂料盒帶過中模??字?�。
2��、重量調(diào)整:重量調(diào)整凸輪抬起下沖,把多余的粉料推出已喂料模孔。在中模離開喂料盒后�,彈簧刀片刮過中模表面,除去多余的粉料����。達到最高的垂直位后����,重量調(diào)整凸輪控制了溢出粉料量和剩下粉料量��,從而確定最終片劑的重量。增加這一凸輪最高的垂直位置����,溢出粉料較多�,使得片劑較輕����;同樣地,減少凸輪最高的垂直位置����,溢出粉料較少�,使得片劑較重����。對于手動壓片機�,用手動手輪控制重量調(diào)整凸輪;對于自動壓片機����,用電腦控制的反饋回路設(shè)置凸輪位置��。
3�、下拉:新型壓片機有一個下拉位,使得中模??椎姆哿现捻敹说陀谥心E_��。同時����,上沖被上凸輪軌道的下降段降低。粉料柱的下降�,防止了中模中的粉料在上沖進入中模是被吹出��,因此避免了片劑重量變化��。當(dāng)上沖進入中模����,預(yù)壓開始。
4、預(yù)壓:在預(yù)壓期間�,松散粉料在中模內(nèi)被壓實,從而除去困在粉料中的空氣����,并有序地堆砌粉料顆粒。通常情況才,預(yù)壓壓力往往將低于主壓力��。壓片機的填料凸輪可以自動調(diào)整��。為自動控制片劑重量�,預(yù)壓位可被監(jiān)控。現(xiàn)在,這一步形成的“片劑”準(zhǔn)備進行主壓縮����。
5、主壓:主壓縮位賦予了片劑最終的特征�。最終片劑的厚度是由沖頭之間的距離決定。同樣��,對于一些壓片機,主壓縮位可被自動重量控制監(jiān)測�。
6、排片:在達到完成排出位之前,下沖被拍片凸輪推上�,同時上沖被舉出中模模孔�,從而把片劑推出中模����。在完全排片位����,在中模上的擋片板把片劑帶出工作臺�。
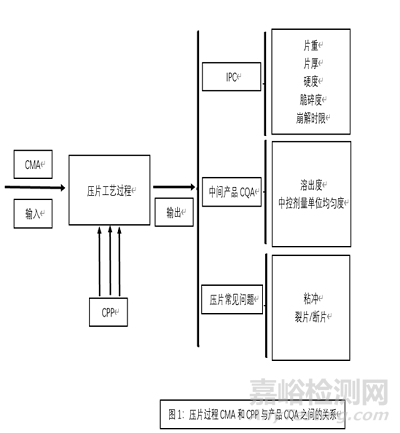
壓片過程中常常會出現(xiàn)一些問題,壓片工序需從中控IPC����、中間產(chǎn)品CQA及片子是否出現(xiàn)問題判斷此壓片工藝是否可行����,若壓片工序的IPC����、中間產(chǎn)品CQA及片子不滿足要求,則需從壓片工藝的輸入物料及CPP查找原因。壓片過程CMA和CPP與產(chǎn)品CQA之間的具體關(guān)系如下圖:
壓片過程常出現(xiàn)的問題見下面詳述。
1�、中控IPC問題:
1.1片重不穩(wěn)定�,片重差異較大,引起的可能原因:
a總混物料流動性差����,那么物料流動性如何評價呢����?一般流動性評價有3種常用方法:休止角評價法、壓縮系數(shù)評價法��、Hausner比值評價法�。
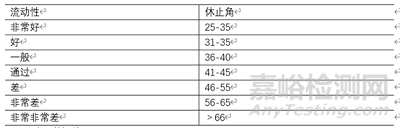
a-1休止角評價法
休止角測量公式:tan (α) = H/R
H:圓錐的高度
R:圓錐的半徑
流動性與休止角的對應(yīng)關(guān)系
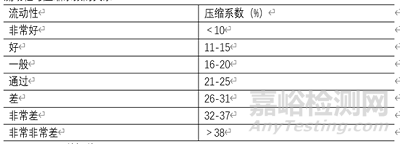
a-2壓縮系數(shù)評價法
壓縮系數(shù)測量公式:
壓縮系數(shù)=100(振實密度-松裝密度)/振實密度
流動性與壓縮系數(shù)的關(guān)系
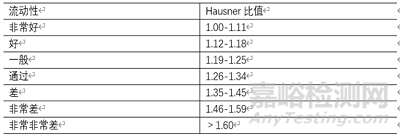
a-3Hausner比值評價法
Hausner比值計算公式:
Hausner比值= 振實密度/松裝密度
流動性與Hausner比值的關(guān)系
根據(jù)以上3種評價方法評價后����,如果總混物料流動性好,壓片則可以順利進行,一般不會出現(xiàn)片重差異問題��;如果流動性不好��,則不宜再進行壓片����,建議終止壓片。
b物料密度差異大或粒徑分布寬����。
c壓片速度過快。
d飼料器速度太慢�,不能匹配壓片速度。
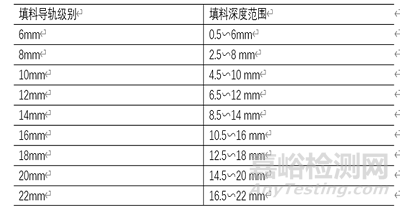
e填料導(dǎo)軌不合適����,那么填料導(dǎo)軌如何選擇�?一般填料導(dǎo)軌有2mm的層級,并且每級分別覆蓋5.5mm的填料深度范圍�,例如8mm填料導(dǎo)軌覆蓋了從2.5∽8mm的填料深度范圍,具體填料導(dǎo)軌對應(yīng)的填料范圍如下表:
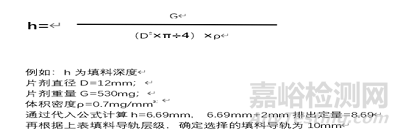
使用不同的填料導(dǎo)軌與壓制物料及壓制物料的壓縮度相關(guān)����,應(yīng)選擇能夠保證排出至少1∽2mm壓制物料的填料導(dǎo)軌��,以避免對片劑重量造成不良影響�。確定填料導(dǎo)軌��,計算填料深度的公式如下:
1.2硬度大����、崩解慢����,引起的可能原因:
a壓片壓力太大;
1.2硬度小、崩解慢�,引起的可能原因:
a潤滑劑型號不合適����,潤滑劑用量過多��,潤滑時間過長�。
2中間產(chǎn)品CQA問題:
2.1中控劑量單位均勻度不合格,可能的原因:
a總混物料混合不均勻����;
b總混物料流動性差;
c物料密度差異大或粒徑分布寬����;
d下料過程物料分層(機械振動、料斗細長導(dǎo)致物料分層)�;
e飼料器速度不合適(太快物料分層、太慢不能匹配壓片速度����,片重不穩(wěn)定)�。
2.2溶出慢��,可能的原因:
a壓片壓力過大�,導(dǎo)致硬度太硬,從而導(dǎo)致溶出偏慢�。
b潤滑劑型號不合適�,潤滑劑用量過多����,潤滑時間過長�。
3壓片常見問題:
3.1粘沖,可能的原因:
a總混物料水分高��;
b粘合劑用量少��,物料內(nèi)聚力不夠;
c潤滑劑用量少�;
d物料細粉占比較多;
e環(huán)境相對濕度高��;
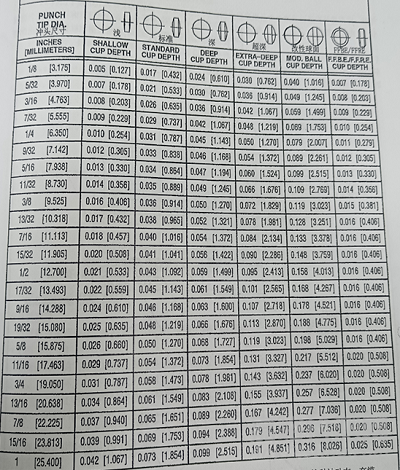
f模具設(shè)計不合理�,沖杯深度較深����,易粘沖��。合理的沖杯深度可參考下表:
(注:各尺寸(inch)是以英寸為單位�,【】內(nèi)的是以毫米(mm)為單位)
3.2斷片、裂片可能的原因:
a潤滑劑型號不合適��,潤滑劑用量����、混合時間不合適,導(dǎo)致壓力分布不均勻��,會降低片劑的破碎強度;
b粘合劑用量太少����;
c細粉太多����,調(diào)整制粒參數(shù),攪拌槳轉(zhuǎn)速增大����、制粒刀轉(zhuǎn)速減少�、增加制粒時間,控制細粉比例;
d處方中塑性輔料太少��,增加處方中塑性輔料占比,例如微晶纖維素��、可壓性淀粉
e壓片速度太快�,保壓時間不夠長;
f預(yù)壓力不夠大,粉末中留有大量空氣����,主壓力太大;
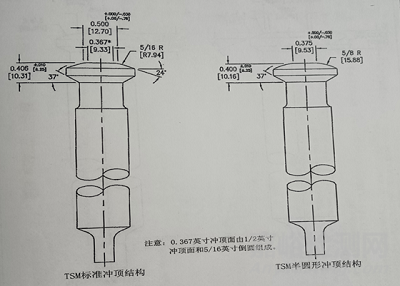
g選擇D型沖模具��,在壓片速度不變的情況下��,可以增加保壓時間����。最常用于壓片機的沖模喲B型和D型沖模,具體尺寸見下圖����,根據(jù)下圖可知����,B型沖沖頂直徑為9.33mm(標(biāo)準(zhǔn)沖頂結(jié)構(gòu))或9.53mm(半圓形沖頂結(jié)構(gòu));D型沖沖頂直徑為15.53mm(標(biāo)準(zhǔn)沖頂結(jié)構(gòu))或15.87mm(半圓形沖頂結(jié)構(gòu))��;D型沖的沖頂直徑遠遠大于B型沖沖頂直徑����,所以壓片時D型沖保壓時間大于B型沖�,不易出現(xiàn)斷片/裂片問題��。
(注:各尺寸(inch)是以英寸為單位,【】內(nèi)的是以毫米(mm)為單位)
圖2:常見B型沖沖模沖頂結(jié)構(gòu)
(注:各尺寸(inch)是以英寸為單位,【】內(nèi)的是以毫米(mm)為單位)
圖3:常見D型沖沖模沖頂結(jié)構(gòu)
小結(jié):上面總結(jié)了壓片過程容易出現(xiàn)的問題,我們可以根據(jù)出現(xiàn)問題的原因�,找出解決方案,以實現(xiàn)壓片能順利進行����。