摘要:螺柱焊是汽車制造中的一項重要焊接技術(shù),高掉釘率�����、返修率一直是螺柱焊存在的主要問題���,尤其是鋁螺柱焊�,焊接質(zhì)量影響因素較多�,問題尤為突出���。文章通過對北京奔馳某車身前輪腔鋁制焊釘質(zhì)量的統(tǒng)計�����,得到焊接質(zhì)量發(fā)生頻次最高的焊釘�。著重從焊接設(shè)備、物料和焊接參數(shù)三方面分析發(fā)生掉釘?shù)脑?。焊接設(shè)備是決定焊接質(zhì)量穩(wěn)定性的關(guān)鍵因素���,焊釘與板材的垂直度直接影響熔池的分布���,進而影響焊接強度�����。在保證設(shè)備穩(wěn)定�����、焊釘與板材的垂直度合格的情況下���,優(yōu)化現(xiàn)有參數(shù)。設(shè)置不同的焊接電流和時間���,對比焊接外觀狀態(tài)和掉釘數(shù)量���,采用最優(yōu)方案�,使用到實際生產(chǎn)中�����,取得了良好的效果���。
在螺柱的端面與另一板狀工件之間利用電弧熱�,使之熔化并施加壓力完成連接的焊接方法稱為螺柱焊[1]���。它是汽車工業(yè)中一種重要的焊接工藝,將焊釘焊接在車身上�,以滿足總裝車間對零件安裝的需求。螺柱焊接具有速度快���、可靠���、操作簡便以及無孔連接等優(yōu)點,逐漸替代了汽車制造中的鉚接�����、攻螺紋、鉆孔等連接技術(shù)�����,廣泛地應(yīng)用在汽車車身的焊接工藝中[2-3]�����。
隨著汽車制造業(yè)的飛速發(fā)展�,車身輕量化已成為未來發(fā)展的重要趨勢�,鋁制零件已越來越多地應(yīng)用到車身中來。越來越多的焊釘需要焊接在鋁制零件上���。相對于鋼�,鋁的化學性能更加活潑�����,更易被氧化���。并且鋁的強度更低���,即使焊接良好的焊釘�����,其連接強度也與同尺寸鋼焊釘相差較大。所以對于鋁螺柱焊�,需要更嚴苛的質(zhì)量控制�����,才能保證焊接強度要求。螺柱焊的焊接強度對總裝的裝配具有重要的影響�����,如果強度不足或者缺失,將直接導致總裝零件無法正常裝配�。選擇合適的焊接參數(shù)�,是保證焊釘強度合格的重要因素,而確保焊接設(shè)備穩(wěn)定運行���,決定了焊釘質(zhì)量的穩(wěn)定性�。
在生產(chǎn)過程中�����,前輪腔鋁釘焊接質(zhì)量長期處于不穩(wěn)定狀態(tài)�����。通過記錄抽檢和總裝裝配時焊釘?shù)袈涞臄?shù)據(jù)�,統(tǒng)計出現(xiàn)問題的焊釘和掉釘數(shù)量。對掉釘頻次高的焊釘進行優(yōu)化調(diào)整���。經(jīng)過幾輪調(diào)整之后�,大部分焊釘處于比較穩(wěn)定的狀態(tài)�。前輪腔焊釘仍然處于掉釘頻次較高的水平。為了減少前輪腔掉釘�����,降低返修所造成的工時和人力損失���,對問題焊釘進行了全面調(diào)查研究���。
1、鋁螺柱焊原理
鋁螺柱焊采用TUCKER公司生產(chǎn)的TE15AC焊接控柜和TH510焊槍�����。由于鋁的易氧化性�����,為防止焊接過程中熔池氧化�����,在焊接開始前2 000 ms�,直至焊接結(jié)束1 000 ms通氬氣保護。鋁螺柱焊槍用滅弧罩代替支撐桿���,起到確定焊接起始位置的作用�,同時又可以將保護氣體聚攏到熔池區(qū)域�����。焊接時,使用交變電流�,取代鋼螺柱焊的直流電源。交變電流可以起到打破熔池表面氧化層���,減少熔池中雜質(zhì)的作用���,如圖1所示。
圖1 鋁螺柱焊槍頭示意圖
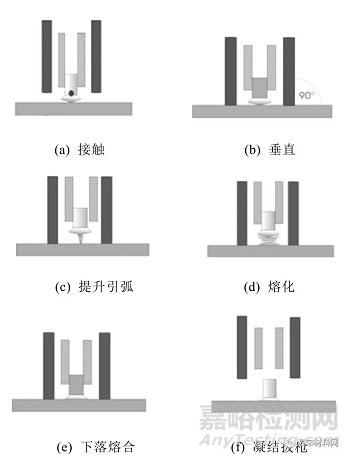
焊接主要分為接觸�����、垂直�、提升引弧、熔化�、下落熔合、凝結(jié)拔槍六個步驟�。(1)接觸,焊釘接觸板材后�����,發(fā)出SOW(Stud On Workpiece)信號�,焊接開始;(2)垂直���,滅弧罩接觸板材���,使焊釘垂直板材,確定焊釘初始焊接位置�;(3)提升引弧,焊槍發(fā)出引弧電流���,焊釘向上提升���,產(chǎn)生電弧���;(4)熔化�,焊槍發(fā)出焊接電流�,使焊釘和板材表面金屬熔化;(5)下落熔合�����,焊釘下落至板材�����,施加壓力,使焊釘和板材熔合�;(6)凝結(jié)拔槍,熔池在壓力作用下凝固�,焊槍離開焊接位置,整個焊接過程結(jié)束�����,如圖2所示���。
圖2 鋁螺柱焊焊接過程
2���、問題描述
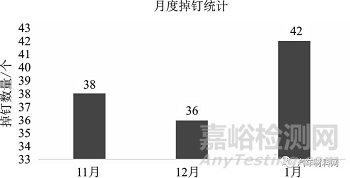
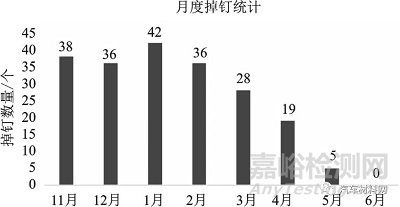
對掉釘?shù)木唧w信息進行分析,查找掉釘數(shù)最多的焊釘�����,針對該焊釘進行研究�����,查找并優(yōu)化影響焊接的因素���,降低掉釘數(shù)量�。統(tǒng)計發(fā)現(xiàn),前輪腔弧面鋁板焊釘?shù)翎敂?shù)量明顯高于其他焊釘���,占總掉釘數(shù)的50%左右���,該焊點掉釘數(shù)量如圖3所示�。該位置的焊釘發(fā)生掉釘后,需要下線返修�����。將安裝好的輪腔護板拆除�,拉鉚補漆后,重新安裝輪腔護板�����。
圖3 月度掉釘統(tǒng)計
3���、問題分析
3.1 鋁螺柱焊焊接質(zhì)量影響因素
焊釘?shù)挠猛臼茄b配總裝零件�����,裝配時有特定的扭矩要求�����,所以對焊釘?shù)目己酥饕獮榕ぞ刂禍y試���,焊釘?shù)暮附訌姸炔蛔闶浅霈F(xiàn)的主要質(zhì)量問題�。影響鋁螺柱焊焊接質(zhì)量的因素主要包括以下三個方面���。
3.1.1 焊接參數(shù)
螺柱焊的焊接參數(shù)主要有提升高度���,焊接電流,焊接時間���。焊接參數(shù)的設(shè)置���,對焊接質(zhì)量有最直接的影響。提升高度決定了焊接時電弧的長度和穩(wěn)定性�。電弧越長,越易發(fā)生磁偏吹�����、電弧不穩(wěn)定或焊接氣孔等問題;電弧越短�,越容易發(fā)生短路,電弧能量不足�。焊接電流越大,熔深越大�����,同時也越容易發(fā)生熔池飛濺�����。焊接時間越長�,熔深也越大���,對于薄板來說���,也越易發(fā)生板材熔穿。
3.1.2 焊接設(shè)備
焊接設(shè)備的穩(wěn)定性和精確度對焊接質(zhì)量穩(wěn)定有重要作用�����。焊接質(zhì)量不穩(wěn)定�,一般為焊接設(shè)備不穩(wěn)定或不能按照參數(shù)的設(shè)置執(zhí)行造成的。焊槍的清潔�����、良好的導電性、穩(wěn)定可靠的提升馬達�、位置控制精確地夾頭和頂針、充足穩(wěn)定的保護氣體是保證焊接質(zhì)量穩(wěn)定的主要因素�����。
3.1.3 零件狀態(tài)
零件的狀態(tài)是指焊接位置零件的潔凈度和尺寸穩(wěn)定性�����。焊接位置油污�����、表面氧化或膠等都會直接影響焊接輸出能量�����。螺柱焊的焊接電流在設(shè)定后就會穩(wěn)定輸出�����,當板材表面由于油污等導致電阻增大時,焊接電壓明顯增大���,嚴重時會導致過燒���。零件尺寸的穩(wěn)定性影響著焊釘垂直度的穩(wěn)定性,對焊接質(zhì)量也有明顯的影響�����。
3.2 根本原因分析
觀察扭矩不足焊釘?shù)臄嗝?����,如圖4�����、圖5所示���。焊釘有明顯虛焊的特征,熔化深度不足�,熔池未包覆焊釘?shù)鬃瑢е屡ぞ刂挡蛔恪?/span>
圖4 焊釘斷面
圖5 焊釘熔池未包覆底座
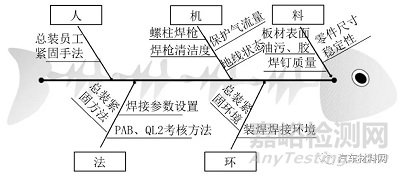
從人�、機、料、法�、環(huán)五個方面歸納可能影響焊接質(zhì)量的因素,進行逐一檢查�����,如圖6所示�。在實際生產(chǎn)中,焊接過程為全自動化生產(chǎn)�����,人和環(huán)境對焊接質(zhì)量影響很小���。這五個方面中�,機�、料、法三方面對焊接質(zhì)量影響比較大�,以下針對這三方面進行分析。
圖6 焊接質(zhì)量影響因素魚骨刺圖分析
3.2.1 焊接設(shè)備分析
焊接設(shè)備問題需要從兩方面檢查�����。一方面是從監(jiān)控參數(shù)來看���,提升高度���、焊接電流���、電壓時間等是否超差。提升馬達不穩(wěn)定�����、焊槍污損���、連接不良等導致的電流�、電壓不足和焊接時間不足���。經(jīng)過檢查焊接記錄發(fā)現(xiàn)�����,提升高度、焊接電流�、時間、電壓等均未超差�����。表明焊槍的提升馬達和電路正常運行。
另一方面���,檢查焊槍組件的狀態(tài)���,如夾頭、滅弧罩�、氣體保護罩是否潔凈、完整���,地線與板材接觸等�����。檢查發(fā)現(xiàn)滅弧罩里積存了大量焊渣�,易堵塞保護氣出口�����,導致熔池氧化�����;焊渣接觸夾頭后,也可能導致焊接分流�����。對焊槍滅弧罩進行清理���,并列入每天的設(shè)備檢查中�����,如圖7���、圖8所示。
圖7 滅弧罩焊渣
圖8 熔池氧化
對地線進行檢查時���,發(fā)現(xiàn)地線接頭處發(fā)生斷裂�����,如圖9所示�。由于每輛車焊接時���,都需要地線開合一次�,長此以往�,地線接頭處發(fā)生了折斷。焊釘附近的地線折斷后���,只能靠其他位置的地線導通�,增加了回路長度�����,影響焊接的穩(wěn)定性�����。將地線更換為更長線束�����,減緩了開合時的拉拽�,同時明確了定期檢查時,進行地線檢查�����。
圖9 地線斷裂
3.2.2 物料分析
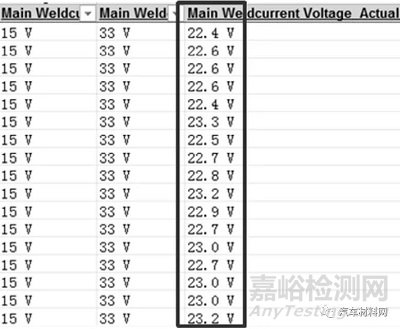
涉及螺柱焊的物料包括焊釘和板材���。對焊釘?shù)牡鬃砻鏅z查未發(fā)現(xiàn)異常�����。板材為鑄鋁件�,經(jīng)過鋁清洗,去除氧化層�����。鋁清洗后表面無清洗液�����,氧化層或油污殘留�����。如表面有油污或氧化�����,會對焊接電壓有明顯的影響�,焊接記錄中,電壓處于穩(wěn)定狀態(tài)�,未發(fā)現(xiàn)超差現(xiàn)象,如圖10所示�����。
圖10 焊接記錄
除了表面清潔度會對焊接造成影響外���,板材尺寸對焊接也會有較大影響。由于焊槍搭載在機器人上���,焊槍每次焊接的空間位置是固定的�����,當板材位置發(fā)生變化時�����,會直接影響焊釘與板材的相對位置���,焊釘與板材的垂直度發(fā)生變化,直接影響焊接質(zhì)量�����,如圖11所示。
圖11 滅弧罩焊渣
4���、設(shè)備參數(shù)分析
對現(xiàn)場焊釘狀態(tài)進行檢查�����,發(fā)現(xiàn)焊釘?shù)鬃幸话敫叨缺蝗鄢匕?����,且四周均勻分布���。從外觀來看,焊接狀態(tài)良好�����,熔池包覆均勻���,無飛濺�,無熔池氧化�����,無氣孔等缺陷,如圖12所示�����。對于這種狀態(tài)的焊釘�,在總裝依然有掉釘反饋�。
圖12 現(xiàn)場焊釘狀態(tài)
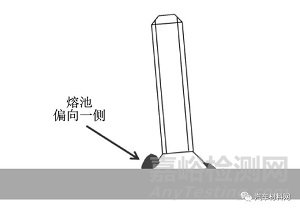
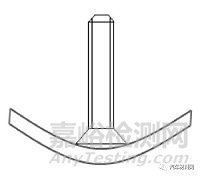
檢查焊釘斷面狀態(tài),發(fā)現(xiàn)焊釘?shù)鬃闹苡忻黠@熔化金屬包覆���,而中心區(qū)域焊釘熔化金屬不足���,如圖13所示。由于焊釘位置在前輪腔���,板材為圓弧狀�,當焊釘垂直于板材時���,會出現(xiàn)四周接觸�����,中心懸空的現(xiàn)象�����,如圖14所示���。
圖13 焊釘斷面
圖14 焊釘與板材接觸示意圖
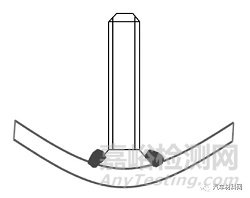
焊接時���,焊釘向上提升,焊槍施加焊接電流���,焊釘?shù)鬃桶宀慕饘偻瑫r熔化�,電弧穩(wěn)定一段時間后���,焊釘下落與板材接觸,焊釘向下擠壓板材至80 N���,用于凝固熔池���,如圖15所示。此時���,由于板材呈弧形�,焊釘邊緣與板材接觸�����,承受壓力�,而焊釘中心位置與板材之間幾乎沒有壓力,焊釘與板材的熔化金屬不能很好地熔合�,導致結(jié)合強度不足。
圖15 焊釘與板材焊接后示意圖
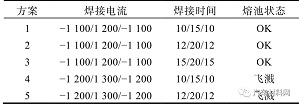
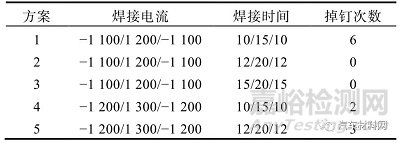
根據(jù)斷面可以推斷���,如果能使焊釘熔化更多�,使焊釘中心也能與板材接觸,在凝固過程中���,承受一定的壓力,則能夠提升焊釘?shù)倪B接強度�����。于是進行以下參數(shù)優(yōu)化實驗���,通過測試不同焊接電流和時間�,對比其熔池狀態(tài),以及總裝和抽查質(zhì)量問題的統(tǒng)計�,確定焊接質(zhì)量最優(yōu)的參數(shù),如表1所示�����。
表1 參數(shù)調(diào)整方案
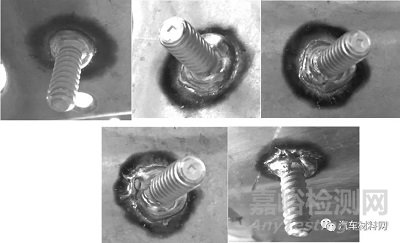
表1中五種焊接參數(shù)對應(yīng)的熔池���。方案1、2���、3采用了相同的焊接電流�,焊接時間逐漸增加�����。增加焊接時間�����,熔深增加�,方案3中,少量焊釘出現(xiàn)小氣孔�����;增大電流之后�����,熔池發(fā)生了明顯的飛濺�����,如圖16所示�。
圖16 不同焊接參數(shù)下熔池狀態(tài)
5���、結(jié)果分析
采用不同的方案進行批量生產(chǎn)實驗,每種焊接參數(shù)各使用6天���,共12個班次生產(chǎn)�。掉釘次數(shù)統(tǒng)計如表2所示�����。
表2 焊接方案掉釘次數(shù)統(tǒng)計
在一周的生產(chǎn)中�����,方案2和方案3均無掉釘�。但是,方案2的焊接時間更短�����,熔池沒有氣孔�。于是將設(shè)備參數(shù)設(shè)置為方案2�,在實際生產(chǎn)中使用。經(jīng)過之后一個月的統(tǒng)計�,未發(fā)現(xiàn)該焊釘?shù)袈洌鐖D17所示���。
圖17 月度掉釘統(tǒng)計
通過對焊槍部件的檢查,將關(guān)鍵部件清潔和維護�,列入現(xiàn)場工人的日常檢查中,減少了焊接時的不穩(wěn)定因素�����。焊釘?shù)拇怪倍纫彩怯绊懞羔斮|(zhì)量的重要因素,由于車身焊釘數(shù)量有400多個�,很難逐個檢查,所以有掉釘反饋時�,應(yīng)檢查該焊釘與板材的垂直度���。
從焊接熔池可以憑經(jīng)驗預(yù)估焊接質(zhì)量�,在平面板材上���,該焊釘熔池包覆焊釘?shù)鬃话肷疃?,焊接強度完全滿足考核要求�����。但是對于板材為弧面的焊釘���,由于在凝固階段,焊釘中心沒有受到足夠的壓力�����,導致熔合不足�。對于這種板材,需要更多的熔深�����,來保證焊釘與板材熔池的熔合���。增加焊接時間可以獲得更大的熔深,增加焊接電流同樣可以獲得更大的熔深���,但是易發(fā)生熔池飛濺���。適當?shù)暮附与娏骱蜁r間是獲得良好焊接質(zhì)量的關(guān)鍵因素。
6���、結(jié)論
本文通過對前輪腔鋁制焊釘焊接質(zhì)量問題的分析,歸納了影響焊接質(zhì)量的主要因素為焊接設(shè)備���、垂直度和焊接參數(shù)�����。本文涉及的焊釘�,焊接在非平面板材。按照經(jīng)驗來看�����,熔深足以保證焊接強度���。但是,由于焊釘中心在熔合時未承受足夠的壓力���,而出現(xiàn)焊釘中心熔合不足的現(xiàn)象�����。經(jīng)過試驗�,得到焊接熔池和強度最合適的焊接參數(shù)�����,經(jīng)過生產(chǎn)驗證�,掉釘率明顯降低�����,得到了良好的效果���。這種參數(shù)設(shè)置方法�,也可應(yīng)用于其他非平面螺柱焊接中�����,具有一定的指導意義�����。
參考文獻
[1] 陳祝年.焊接工程師手冊[M].北京:機械工業(yè)出版社2002.
[2] 吳娥紅.螺柱焊在車身焊接工藝中的應(yīng)用.科技展望[J].2015.25(20):186
[3] 王軍.轎車白車身螺柱焊焊接工藝[J].焊接技術(shù),2010,10(39):66-68.