摘 要:試驗(yàn)采用攪拌摩擦焊對(duì)汽車吸能盒用6008鋁合金進(jìn)行焊接試驗(yàn)��。結(jié)果表明:在旋轉(zhuǎn)速度為1400 r·min-1��、焊接速度為700 mm·min-1時(shí)��,焊接接頭性能最佳,平均抗拉強(qiáng)度為209.3 MPa����,可達(dá)到母材實(shí)際抗拉強(qiáng)度的85.74%��;各參數(shù)下攪拌摩擦焊接頭外觀均無(wú)明顯缺陷�,可滿足實(shí)際生產(chǎn)要求����;焊縫截面整體形貌呈倒圓錐形�,焊核區(qū)材料發(fā)生完全動(dòng)態(tài)再結(jié)晶及長(zhǎng)大形成細(xì)小的等軸再結(jié)晶組織����。熱機(jī)影響區(qū)晶粒發(fā)生較大程度的彎曲變形及部分長(zhǎng)大現(xiàn)象。熱影響區(qū)組織發(fā)生少量晶粒長(zhǎng)大現(xiàn)象����,總體上與原始母材組織形貌相差不大。
隨著全球范圍內(nèi)汽車工業(yè)的迅猛發(fā)展�,輕量化材料在汽車產(chǎn)品的安全、低能耗和環(huán)保等方面起到重要的作用��,受到了廣泛的關(guān)注。鋁合金以其密度低��、剛強(qiáng)比高��、抗沖擊性能良好����、可回收性好、易加工及表面質(zhì)量?jī)?yōu)良等優(yōu)點(diǎn)��,越來(lái)越多地被應(yīng)用于汽車制造領(lǐng)域[1]����。其中,對(duì)于汽車的吸能盒����,鋁合金材料既滿足輕量化要求又滿足碰撞吸能的作用而被廣泛應(yīng)用[2]����。
在鋁合金吸能盒的生產(chǎn)制造過(guò)程中����,通常使用熔化焊作為連接工藝[3]�。采用熔化焊時(shí)����,接頭處容易出現(xiàn)氣孔、裂紋等缺陷����,在一定程度上制約了鋁合金材料的應(yīng)用��。攪拌摩擦焊(FSW)是一種新型的固相連接技術(shù)��,依靠攪拌頭與工件的摩擦所產(chǎn)生熱量,使得焊縫區(qū)域受熱形成塑性流動(dòng)狀態(tài)��,并通過(guò)攪拌針的攪拌作用達(dá)到連接的目的[4]��。與傳統(tǒng)的熔化焊相比��,攪拌摩擦焊具有熱輸入低��、無(wú)飛濺��、不需要填充材料和保護(hù)氣等諸多優(yōu)點(diǎn)����,在鋁合金焊接領(lǐng)域有明顯的優(yōu)勢(shì)[5]����。本試驗(yàn)以汽車吸能盒用6008鋁合金為研究對(duì)象�,對(duì)其攪拌摩擦焊工藝進(jìn)行研究�,為攪拌摩擦焊在鋁合金汽車吸能盒領(lǐng)域的應(yīng)用提供一定的理論依據(jù)����。
1����、試驗(yàn)材料和方法
1.1 試驗(yàn)材料
本試驗(yàn)選用尺寸為300 mm×150 mm×2 mm的6008-T4鋁合金擠壓型材,其化學(xué)成分����、力學(xué)性能分別見表1�、表2�。
表1 6008-T4鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù)��,%)
Table 1 Chemical composition of 6008-T4 aluminum alloy(mass fraction�,%)
表2 6008-T4鋁合金力學(xué)性能
Table 2 Mechanical properties of 6008-T4 aluminum alloy
1.2 試驗(yàn)設(shè)備
試驗(yàn)采用HT-JM16×30/2二維靜龍門攪拌摩擦焊機(jī),攪拌頭為針長(zhǎng)1.85 mm錐狀帶螺紋攪拌頭��,右旋�,軸肩直徑10 mm;橫向拉伸試驗(yàn)和焊接接頭金相組織觀察分別采用島津AG-X 100KNH型電子萬(wàn)能試驗(yàn)機(jī)和蔡司M2m光學(xué)顯微鏡��。
1.3 試驗(yàn)方法
試驗(yàn)采用對(duì)接接頭��,焊接前需打磨試件的待焊部位進(jìn)行表面氧化膜處理��,并用無(wú)水乙醇擦拭,洗去表面油污[6]��。在進(jìn)行焊接時(shí)����,根據(jù)以往經(jīng)驗(yàn),分別在1200~1500 r/min和600~800 mm/min范圍內(nèi)選取攪拌頭轉(zhuǎn)速和焊接速度����,攪拌頭工藝傾角為2.5°�,軸肩下壓量為0.1 mm����。通過(guò)試驗(yàn)確定6008-T4鋁合金的最佳焊接工藝參數(shù),以提高其攪拌摩擦焊的焊接質(zhì)量�。
2、試驗(yàn)結(jié)果與分析
2.1 焊縫外觀形貌
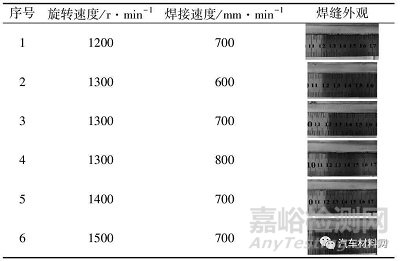
表3為不同工藝參數(shù)下攪拌摩擦焊焊縫外觀形貌��。由圖3可知����,各焊縫表面均紋路清晰��、光潔細(xì)密�,厚度減薄量較小����,個(gè)別焊縫兩側(cè)存在少量的飛邊����。這是由于在攪拌摩擦焊過(guò)程中����,高速旋轉(zhuǎn)的攪拌針和軸肩與工件摩擦產(chǎn)生的熱量使被焊材料局部塑性化����,當(dāng)軸肩沿著焊接界面向前移動(dòng)時(shí),由于在過(guò)大的焊接壓力下��,從軸肩兩側(cè)擠出較多的塑性材料�,冷卻后在焊縫表面形成飛邊,這是攪拌摩擦焊的固有缺陷����。因?yàn)楫a(chǎn)生飛邊時(shí)只有少量的金屬材料被擠出�,不會(huì)明顯減少接頭的有效承載面積�,故只影響焊縫外觀成形,對(duì)接頭強(qiáng)度無(wú)明顯影響[7]��。
表3 焊縫外觀形貌
Table 3 Weld appearance
2.2 焊接接頭拉伸性能
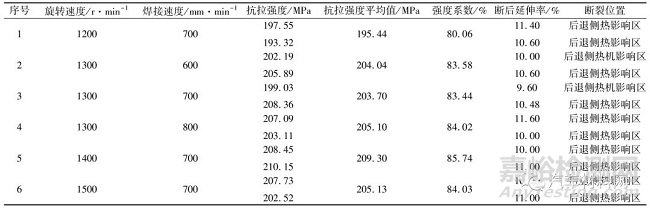
根據(jù)標(biāo)準(zhǔn)ISO 4136—2001《金屬材料焊縫破壞性試驗(yàn)橫向拉伸試驗(yàn)》對(duì)不同焊接接頭進(jìn)行橫向拉伸試驗(yàn)����,每個(gè)焊接參數(shù)選擇兩個(gè)試樣進(jìn)行試驗(yàn)��,取平均值作為測(cè)試結(jié)果,結(jié)果見表4��。由表4知��,當(dāng)旋轉(zhuǎn)速度為1400 r·min-1和焊接速度為700 mm·min-1時(shí)����,焊接試樣的抗拉強(qiáng)度達(dá)到最大值�,為母材強(qiáng)度的85.74%�,呈現(xiàn)出良好的力學(xué)性能。
表4 拉伸測(cè)試結(jié)果
Table 4 Results of tensile test
圖1為在相同焊接速度和旋轉(zhuǎn)速度條件下焊接接頭的平均抗拉強(qiáng)度變化曲線圖��。當(dāng)焊接速度為700 mm·min-1時(shí)����,接頭強(qiáng)度隨旋轉(zhuǎn)速度的增加呈先升高后降低的趨勢(shì),如圖1(a)所示��。由于旋轉(zhuǎn)速度較低時(shí)��,焊接熱輸入不足����,材料塑化不充分����;隨著旋轉(zhuǎn)速度升高��,過(guò)高的熱輸入會(huì)造成接頭的軟化增強(qiáng),從而降低接頭強(qiáng)度[8]�。當(dāng)旋轉(zhuǎn)速度為1300 r·min-1時(shí),接頭強(qiáng)度隨焊接速度的增加呈先略有降低后升高的趨勢(shì)����,如圖1(b)所示。由于焊接速度較低時(shí),焊接單位長(zhǎng)度的焊縫所需的時(shí)間也相應(yīng)增加����,導(dǎo)致摩擦產(chǎn)生的熱量增多��,晶粒組織因過(guò)熱而增大,使接頭強(qiáng)度降低��;隨著焊接速度的增加,焊接單位長(zhǎng)度焊縫所需的時(shí)間也趨于合理�,熱輸入也隨之降低,接頭強(qiáng)度開始升高��。
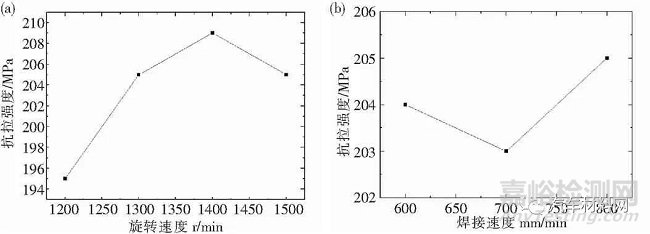
(a)焊接速度為700 mm·min-1��;(b)旋轉(zhuǎn)速度為1300 r·min-1
(a)welding speed is 700 mm·min-1����;(b)rotating speed is 1300r·min-1
圖1 不同焊接參數(shù)下抗拉強(qiáng)度變化曲線
Fig.1 Change curve of tensile strength under different welding parameters
2.3 焊縫截面宏觀形貌
使用光學(xué)顯微鏡對(duì)旋轉(zhuǎn)速度為1400 r·min-1、焊接速度為700mm·min-1時(shí)的焊接接頭焊縫橫截面形貌進(jìn)行觀察�,焊縫的宏觀形貌如圖2所示。由圖2可知��,焊縫形貌整體為倒圓錐形,前進(jìn)側(cè)邊界較后退側(cè)清晰��。由于焊接過(guò)程中�,后退側(cè)主要受到攪拌針及母材金屬的擠壓作用��,而前進(jìn)側(cè)主要受到攪拌針的剪切力作用,材料應(yīng)變梯度較大����,因此邊界較為清晰。FSW接頭共分為四個(gè)區(qū)域[9]�,處在焊縫中間位置的是焊核區(qū)(WNZ);分布在焊核區(qū)左右兩側(cè)��,寬度較窄的是熱機(jī)影響區(qū)(TMAZ)����,該區(qū)域受到機(jī)械攪拌和焊接熱循環(huán)的雙重作用;熱機(jī)影響區(qū)往外的區(qū)域?yàn)闊嵊绊憛^(qū)(HAZ)����,該區(qū)域僅受到焊接熱循環(huán)的作用;距離焊縫中心更遠(yuǎn)的位置�,組織沒有受到焊接熱影響的區(qū)域?yàn)槟覆膮^(qū)(BM)[10]。
圖2 焊縫截面形貌
Fig.2 Weld section morphology
2.4 焊縫微觀組織
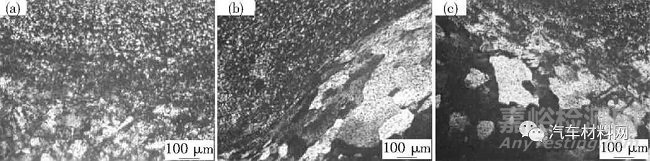
對(duì)焊縫的焊核區(qū)����、熱機(jī)影響區(qū)和熱影響區(qū)進(jìn)行微觀組織觀察,如圖3所示����。圖3(a)中的焊核區(qū)材料由于受到摩擦熱、機(jī)械攪拌和塑性變形的綜合作用��,造成原始的母材組織大量破碎,晶粒位錯(cuò)變化加劇��、溫度升高,從而使晶粒發(fā)生完全動(dòng)態(tài)結(jié)晶及長(zhǎng)大�,形成飽滿、細(xì)小的等軸再結(jié)晶組織��;圖3(b)中與焊核區(qū)相鄰的部分為熱機(jī)影響區(qū)����,在攪拌頭的機(jī)械攪拌和焊接熱循環(huán)的作用下��,晶粒發(fā)生了較大程度的彎曲變形和部分長(zhǎng)大現(xiàn)象,且靠近焊核區(qū)的晶粒與遠(yuǎn)離焊核區(qū)的晶粒相比�,彎曲變形程度更加明顯、晶粒更加細(xì)?���。粓D3(c)中靠近熱機(jī)影響區(qū)的部分為熱影響區(qū)����,該區(qū)域由于僅受焊接熱循環(huán)的作用,因此原始的母材組織只發(fā)生少量的晶粒長(zhǎng)大現(xiàn)象�,總體上保留了母材的組織形貌[11]。
(a)焊核區(qū)��;(b)熱機(jī)影響區(qū)�;(c)熱影響區(qū)
(a)nugget zone;(b)heat engine affected zone;(c)heat affected zone
圖3 焊縫微觀組織
Fig.3 Microstructure of weld
3、結(jié)論
1)攪拌摩擦焊是一種可用以焊接汽車吸能盒用6008鋁合金的焊接方法�。旋轉(zhuǎn)速度為1400 r·min-1,焊接速度為700 mm·min-1時(shí)�,焊接接頭性能最佳,平均抗拉強(qiáng)度為209.3 MPa��,可達(dá)到母材實(shí)際抗拉強(qiáng)度的85.74%�;
2)不同焊接參數(shù)下6008-T4鋁合金攪拌摩擦焊的焊縫外觀均無(wú)明顯缺陷,說(shuō)明其對(duì)攪拌摩擦焊適應(yīng)性較強(qiáng)�,可滿足不同性能需求下的實(shí)際焊接生產(chǎn);
3)6008-T4鋁合金攪拌摩擦焊的焊縫截面整體形貌呈倒圓錐形��,焊核區(qū)材料發(fā)生完全動(dòng)態(tài)再結(jié)晶及長(zhǎng)大,形成細(xì)小的等軸再結(jié)晶組織����。熱機(jī)影響區(qū)晶粒發(fā)生較大程度的彎曲變形及部分長(zhǎng)大現(xiàn)象��。熱影響區(qū)組織發(fā)生少量的晶粒長(zhǎng)大現(xiàn)象�,總體上與原始母材組織形貌相差不大。
參考文獻(xiàn)
[1] 胡靜遠(yuǎn),王孟君,李繼林,等.汽車用5754鋁合金溫拉深成形性能的研究[J].材料研究與應(yīng)用,2016,10(1):39-42,67.
[2] 劉靜安.大型工業(yè)鋁合金型材的擠壓生產(chǎn)工藝與關(guān)鍵技術(shù)[J].鋁加工,2001(2):1-6.
[3] 周金旭,徐玉君,齊芃芃,等.6005A鋁合金MIG焊接接頭組織及性能研究[J].熱處理技術(shù)與裝備,2021,42(4):38-42.
[4] 蔣百威,吳志明,喬紅云,等.軌道車輛鋁合金6005A攪拌摩擦焊制造工藝[J].金屬加工,2013(20):3525-3539.
[5] 郁志凱,劉春宇,鈕旭晶,等.6005A-T6鋁合金型材攪拌摩擦焊工藝參數(shù)優(yōu)化[J].電焊機(jī),2018, 48(3):191-194.
[6] 朱海,孫朝偉,孫金睿,等.2024鋁合金攪拌摩擦焊工藝參數(shù)對(duì)焊接質(zhì)量的影響研究[J].熱加工工藝,2019,48(23):159-162.
[7] 王廷,劉會(huì)杰,馮吉才,等.7050-T7451鋁合金攪拌摩擦焊焊縫缺陷分析[J].焊接,2009(3):42-46.
[8] 邱宇,孟強(qiáng),董繼紅,等.6061-T6鋁合金攪拌摩擦焊工藝及性能研究[J].塑性工程學(xué)報(bào),2021,28(02):86-91.
[9] 張航,宮文彪,趙立哲,等.6082-T6鋁合金攪拌摩擦焊“S”線的形成及其對(duì)接頭組織性能的影響[J].熱加工工藝,2020,49(23):23-26.
[10] 俞宗華.7075高強(qiáng)鋁合金攪拌摩擦焊工藝及接頭組織和力學(xué)性能研究[D].廣州:華南理工大學(xué),2020.
[11] 夏羅生.攪拌摩擦焊工藝參數(shù)對(duì)7050鋁合金接頭性能影響的研究[J].兵器材料科學(xué)與工程,2013,36(4):41-44.