GMP附錄1無菌藥品第13條:軋蓋前產(chǎn)品視為處于未完全密封狀態(tài)�,軋完蓋就屬于完全密封狀態(tài)了嗎?參考《化學(xué)藥品注射劑包裝系統(tǒng)密封性研究技術(shù)指南(試行)》�,注射劑包裝系統(tǒng)密封性符合要求,通常是指包裝系統(tǒng)已經(jīng)通過或能夠通過微生物挑戰(zhàn)測試�,廣泛意義指不存在任何影響藥品質(zhì)量的泄露。但是任何事情都不是絕對的��,所以密封完整性并不是完全不漏�,而是允許存在一定的泄露,但是應(yīng)基于科學(xué)研究和風(fēng)險評估�,應(yīng)考慮包裝組成和裝配、產(chǎn)品內(nèi)容物以及產(chǎn)品在其生命周期中可能暴露的環(huán)境等確定最大允許泄露限度�。
軋蓋的目的是軋緊瓶頸處已壓的膠塞,從而保證產(chǎn)品在長時間內(nèi)的完整性和無菌性��。未軋蓋的產(chǎn)品,膠塞容易脫落����,存在產(chǎn)品污染的風(fēng)險,因此應(yīng)規(guī)定產(chǎn)品壓塞后至軋蓋的時限�,壓塞后應(yīng)盡快軋蓋。
一�、組合系統(tǒng)的密封機理
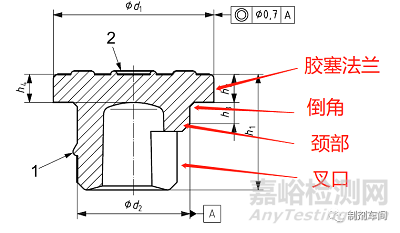
圖1 注射瓶冷凍干燥膠塞
圖1是冷凍干燥用膠塞,我把其分為四個部分:膠塞法蘭(冠部)��、倒角�、頸部及叉口。
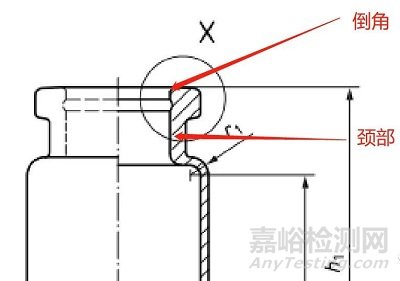
圖2 西林瓶
圖2是西林瓶的示意圖��,在瓶口的位置有倒角�。
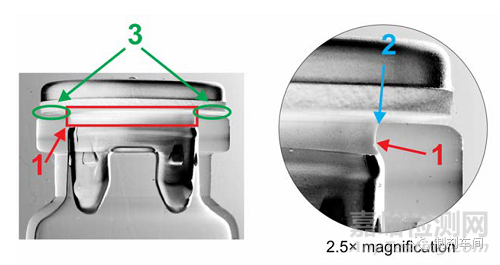
圖3 膠塞與西林瓶密封示意圖
圖3是膠塞與西林瓶的密封示意圖,通過圖3可以看出��,膠塞與西林瓶的密封結(jié)合處有3處��,第1處是膠塞的頸部外壁與西林瓶頸部的內(nèi)壁�;第2處是膠塞的倒角與西林瓶的倒角;第3處是膠塞法蘭與西林瓶的瓶口平面��。而膠塞頸部與西林瓶頸部的密封靠膠塞的彈性進(jìn)行自密封(以20R西林瓶舉例�,西林瓶瓶口內(nèi)徑的尺寸是12.6±0.2mm����,對應(yīng)的膠塞頸部外徑是13.0mm��,可以看出膠塞頸部外徑的尺寸略大于西林瓶的頸部內(nèi)徑)��,而倒角處��、膠塞法蘭與西林瓶瓶口處的密封需要施加一定的外力才可以密封����。所以可以理解為膠塞頸部與西林瓶之間的密封為主要密封,而膠塞法蘭����、膠塞倒角與西林瓶之間的密封為輔助密封����。
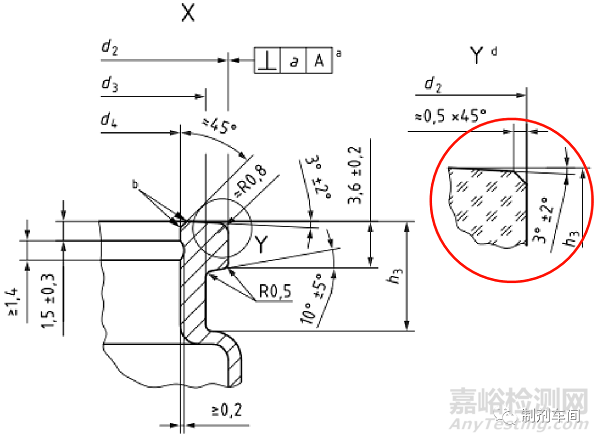
圖4 ISO 8362-1-2018 注射容器及附件.管制玻璃注射瓶
通過圖4可以看到,西林瓶的瓶口平面與西林瓶瓶口頸部并不是垂直的��,而是有一定的角度��,所以加塞后即使壓塞了�,膠塞法蘭與西林瓶瓶口之間依然存在一定的縫隙����,這點通過圖3右側(cè)的顯微放大圖也能看到。所以當(dāng)膠塞法蘭上沒有施加一定壓力時�,此位置存在泄漏的可能性比較大�。
因為機械加工精度的原因,西林瓶瓶口平面并不是完全平整的�,如果放大可以看出表面是凹凸不平的,而膠塞具有一定的彈性��,軋蓋時軋蓋機施加一定的壓力,使膠塞發(fā)生形變����,膠塞與西林瓶瓶口緊密結(jié)合����,填補了膠塞與西林瓶之前的空隙��,從而起到密封的作用�,所以軋蓋的作用并不是僅僅為了保持膠塞不掉落����。
二�、軋蓋參數(shù)
市面上軋蓋機的種類很多����,但基本上主要設(shè)置的參數(shù)有:軋蓋壓力�、軋刀高度�、軋蓋速度����,甚至還有軋刀的角度設(shè)置等等。一些比較老的軋蓋機或者不同的軋蓋設(shè)備�,可能不是在HMI上設(shè)置這兩個參數(shù)����,比如有的是通過手動調(diào)節(jié)軋頭的高度,從而調(diào)節(jié)軋蓋的壓力����。不管是調(diào)節(jié)哪一種參數(shù)�,調(diào)節(jié)壓力最終反映出來是膠塞的形變量。壓力越大�,膠塞的形變量越大,壓力越小�,膠塞的形變量越小�。理論上說軋蓋越緊����,小瓶越不容易泄漏�,當(dāng)達(dá)到一定壓力后����,通過密封性檢測能夠滿足要求�。
軋蓋參數(shù)的設(shè)置與幾個指標(biāo)相關(guān):產(chǎn)品的密封性�、外觀及收率等。通過密封性檢查��,確保產(chǎn)品軋蓋后的泄漏率小于最大允許泄漏率(MALL)����;產(chǎn)品的外觀良好;當(dāng)軋蓋速度比較快����,軋蓋壓力比較大的時候會出現(xiàn)比較多的軋蓋不良產(chǎn)品被剔除,從而影響產(chǎn)品的收率��。所以在進(jìn)行軋蓋參數(shù)開發(fā)與確認(rèn)時�,需要制定詳細(xì)的可接受標(biāo)準(zhǔn)��。
在進(jìn)行參數(shù)的開發(fā)或確認(rèn)/驗證時��,最差條件是非常有用的��,如果在最差條件下都能夠滿足條件要求�,那么在更優(yōu)的條件下亦能滿足要求����。對于軋蓋壓力來說,壓力有一個范圍�,最低限時產(chǎn)品會泄漏�,而最高限時��,軋蓋的不良率會增加(壓力大導(dǎo)致鋁蓋變形����,瓶子被壓碎等等)�,所以最差條件的選擇至關(guān)重要。
三、軋蓋效果
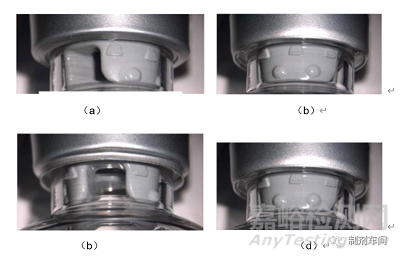
外觀效果:整個組合系統(tǒng)完整��,如果是凍干產(chǎn)品�,粉餅沒有被破壞��;沒有丟塞;鋁蓋完好,塑料部分沒有丟失�;鋁塑蓋的鋁邊卷曲后過渡圓滑����,卷邊沒有褶皺����,沒有多層次卷邊��;圖4中(a)為軋蓋良好的產(chǎn)品�,(b)(c)(d)為展示的部分缺陷類型�。
圖5 軋蓋后的樣品
除了外觀檢查以外�,通常還會檢查軋蓋的“松緊度”,如果軋蓋“松”了會對軋蓋機的參數(shù)進(jìn)行微調(diào)。通常檢查的方法是:三指法或扭力矩��。
三指法:三指法的操作方法是一手按住瓶�,另一手的大拇指、食指�、中指卡住瓶蓋的邊緣呈三角直立��,向一方輕輕擰蓋�,以擰不動為合格����,該方法主觀性較大����,與操作人員的操作技能和熟練程度密切相關(guān)�。且測試結(jié)果只能定性,不能定量��,使得該方法局限性比較明顯。
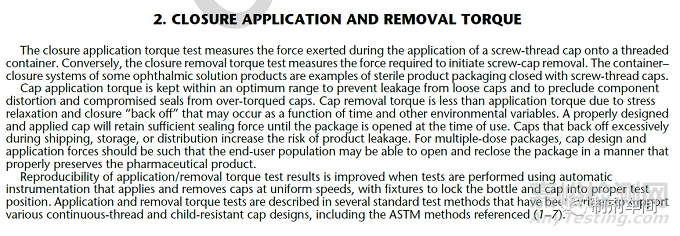
扭力矩:扭力矩法是通過扭力矩檢測儀來實現(xiàn)的,扭力矩檢測儀利用機械方法抓取鋁蓋(特別是復(fù)合鋁蓋)����,在抓取時會附加摩擦力�,且此摩擦力遠(yuǎn)遠(yuǎn)大于“三指法”,因此在檢查扭力矩前����,已經(jīng)破壞了初始軋蓋狀態(tài)(即附加摩擦力會破壞軋蓋原始狀態(tài))�,此時再用扭力矩法檢查的話,原來軋蓋完好的包裝可能會被誤認(rèn)為是不良品��,導(dǎo)致廢品率提高。另外��,軋蓋的松緊度很難和扭力矩法測試的結(jié)果形成相關(guān)性����,也很難將扭力矩法測試結(jié)果與各種CCIT方法(包括高壓放電����、激光頂空等方法)進(jìn)行關(guān)聯(lián)����。且USP 1207.3中扭力矩法是被定義為用于螺紋封口包裝(通常是HDPE塑料瓶)的檢測方法����。
圖6 USP<1207.3>
關(guān)于西林瓶軋蓋效果采用扭力矩檢查的,目前筆者找到的兩個出處分別是:一份是GMP指南《無菌藥品》第9章“軋蓋”技術(shù)要求中“宜對軋蓋后產(chǎn)品進(jìn)行取樣,檢查產(chǎn)品的密封完好性�,如檢測鋁蓋的扭力矩”。另一份是JB/T20005.4-2013 玻璃輸液瓶軋蓋機中關(guān)于軋蓋質(zhì)量要求是“軋蓋后軋口應(yīng)光滑無折皺����,鎖緊扭力大于2N·m,合格率大于99%”�,而這份標(biāo)準(zhǔn)是適用于50~1000ml的玻璃輸液瓶�。JB/T 20008.3-2012 抗生素玻璃軋蓋機中關(guān)于軋蓋質(zhì)量的檢查中沒有扭力矩的要求�。這幾份資料均是2010版GMP發(fā)布時候的資料,距現(xiàn)在已有10幾年的時間����,因此在進(jìn)行參考時應(yīng)注意其適應(yīng)性。
在USP 1207.3中給出了西林瓶軋蓋效果檢查的檢測方法:殘余密封力(RSF-RESIDUAL SEAL FORCE),軋蓋機對膠塞施加的壓力使其發(fā)生了一定的形變��,鋁塑蓋使其保持這個形變。繼續(xù)對膠塞施加壓力,使其發(fā)生一定形變�,如果初始時軋蓋機對膠塞施加的壓力較小�,那么膠塞發(fā)生的形變也較小,繼續(xù)發(fā)生一定形變時,所要施加的壓力也較小��;相反��,如果初始時軋蓋機對膠塞施加的壓力較大�,那么膠塞發(fā)生的形變較大��,繼續(xù)發(fā)生同樣的形變量時����,所要施加的壓力就比較大了,那么就可以通過儀器設(shè)備進(jìn)行定量的檢測����。
四����、殘余密封力(RSF)
軋蓋效果的殘余密封力檢查是將軋蓋效果從定性檢查變成定量檢查的過程�,更加科學(xué)化��,更加合理化��。在前面的密封機理中講到膠塞的頸部與西林瓶之間的密封�,不需要外力的支持����,而膠塞法蘭與西林瓶瓶口的密封需要借助鋁塑蓋完成��。如果使用RSF來定量檢測軋蓋的效果,那么就需要制定RSF值的范圍����。
取一定數(shù)量的膠塞加入西林瓶中�,然后使用不同軋蓋壓力進(jìn)行軋蓋�,然后采用氦示蹤法進(jìn)行完整性檢測。結(jié)果發(fā)現(xiàn)盡管是很小的RSF�,密封性檢測也能通過��,所以說明在膠塞的密封中有影響RSF的存在����。接下來通過將不同的密封分開進(jìn)行測試:
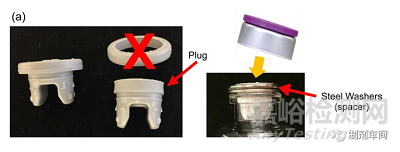
先將膠塞的法蘭切除,只保留膠塞的頸部�,如圖6所示,然后再進(jìn)行軋蓋�,為了防止軋蓋過程膠塞的掉落�,在膠塞上方加入一個墊片����,然后采用不同的軋蓋壓力進(jìn)行軋蓋,然后進(jìn)行密封性檢查及RSF檢測�,結(jié)果發(fā)現(xiàn)����,及時使用不同的軋蓋壓力進(jìn)行軋蓋����,密封性檢測依然能夠通過,且沒有檢測出RSF值�。所以說明了��,膠塞頸部的密封不會影響RSF����。
圖7 切除膠塞法蘭后軋蓋
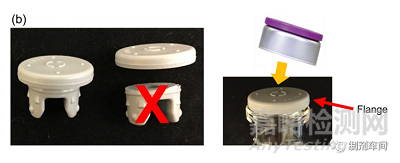
然后將膠塞的頸部切除�,只保留膠塞的冠部(法蘭),使用不同的軋蓋壓力進(jìn)行軋蓋,如圖7��。使用氦示蹤法檢測完整性,使用RSF檢測儀檢測RSF值����。
圖8 切除膠塞頸部后軋蓋
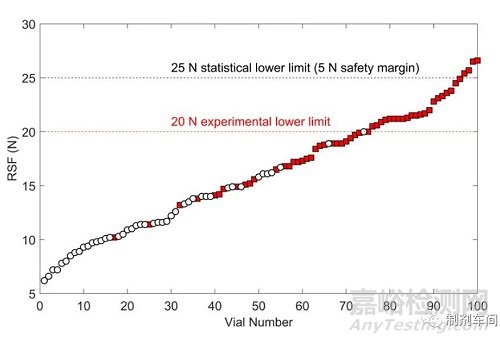
通過檢測發(fā)現(xiàn)��,在很小的RSF值下,完整性測試通不過��,而當(dāng)RSF達(dá)到某一值時����,再增加RSF時所有的完整性檢測都能夠通過����。
圖9 切除頸部后軋蓋RSF值與密封性關(guān)系圖
通過以上試驗��,膠塞頸部與西林瓶的密封可以看作是主要密封����,膠塞法蘭�、膠塞倒角與西林瓶之間的密封看作是輔助密封��。當(dāng)主要密封出現(xiàn)缺陷時����,可以通過輔助密封使系統(tǒng)處于良好的密封狀態(tài)�。當(dāng)通過研究取得了RSF的范圍值后����,在實際生產(chǎn)中就可以采用定量的方式確定軋蓋的效果,這比采用三指法或扭力矩可信度高的多得多�。
注:以上試驗參考自文獻(xiàn)“Quantifying the Vial Capping Process: Residual Seal Force and Container Closure Integrity-R Ovadia��,P Lam�,V Tegoulia����,YF Maa”
回過頭想想我們軋蓋參數(shù)設(shè)置的過程�,軋蓋的壓力及軋蓋高度基本上是按照設(shè)備廠家的推薦進(jìn)行試機��,檢查軋蓋后的外觀效果����,如果外觀符合要求�,然后采用微生物侵入法或色水法進(jìn)行驗證�,如果通過測試�,這個參數(shù)就作為某種規(guī)格軋蓋的參數(shù)。前面講到�,膠塞頸部與西林瓶之間的密封可以看作是主要密封��,膠塞法蘭�、膠塞倒角與西林瓶之間的密封看作是輔助密封��。因為現(xiàn)在機械加工工藝的不斷的優(yōu)化�,膠塞與西林瓶的加工精度越來越高,同時我們在進(jìn)行試機的時候使用的物料數(shù)量也不可能很大����,如果膠塞的主密封都是良好的,那么不管我們采用多大的軋蓋壓力��,理論上都是可以通過密封性測試的��。假設(shè)我們按照現(xiàn)在的方法驗證的軋蓋機參數(shù)是滿足要求的�,主密封出現(xiàn)了缺陷導(dǎo)致泄漏率超過了最大允許泄漏率����,而軋蓋壓力又剛好處于臨界值����,那么軋完蓋的產(chǎn)品其可能的泄露風(fēng)險是不是就很高呢?
五��、包裝密封完整性
軋蓋良好����,并不代表包裝的密封完整性良好��,通常根據(jù)要求抽檢進(jìn)行完整性測試�,完整性測試方法可參考USP 1207中的相關(guān)方法進(jìn)行測試����,根據(jù)產(chǎn)品特性選擇合適的方法,F(xiàn)DA推薦采用確定性的方法�,這里不多介紹��。