1. 前言
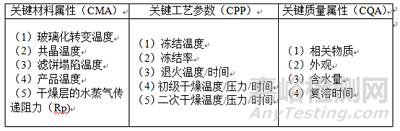
根據(jù)ICH Q8藥物開(kāi)發(fā)指南,設(shè)計(jì)空間是輸入變量和過(guò)程參數(shù)的多維組合�,這些變量和過(guò)程參數(shù)已被證明可以提供質(zhì)量保證。關(guān)鍵質(zhì)量屬性(CQA)應(yīng)在適當(dāng)?shù)姆秶鷥?nèi)以保證產(chǎn)品質(zhì)量��。關(guān)鍵工藝參數(shù)(CPP)是過(guò)程參數(shù)��,關(guān)鍵材料屬性(CMA)是輸入材料的屬性,二者的可變性對(duì)CQA有影響�,因此應(yīng)進(jìn)行監(jiān)控或控制,以確保過(guò)程產(chǎn)生的質(zhì)量�。根據(jù)ICH Q9的原則,將根據(jù)科學(xué)知識(shí)和實(shí)驗(yàn)進(jìn)行風(fēng)險(xiǎn)評(píng)估��,以識(shí)別可能影響CQA的過(guò)程參數(shù),并制定有效的控制策略�,將風(fēng)險(xiǎn)降至可接受水平��。凍干過(guò)程的優(yōu)化應(yīng)依據(jù)CQA�,CPP和CMA����,沿著設(shè)計(jì)空間和PAT(過(guò)程分析技術(shù))進(jìn)行����。
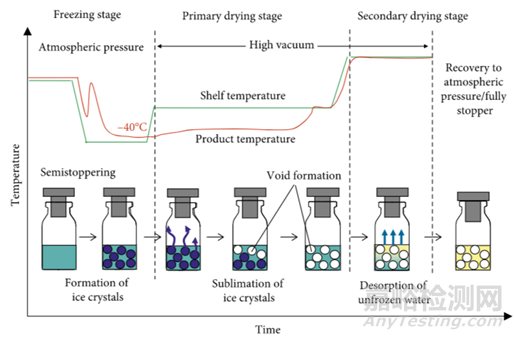
凍干過(guò)程包括三個(gè)階段:(1)冷凍階段����,(2)初級(jí)干燥階段和(3)二次干燥階段,如圖所示
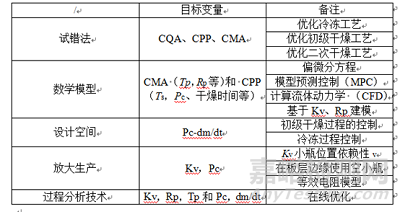
對(duì)凍干工藝的開(kāi)發(fā)和優(yōu)化��,是從試錯(cuò)過(guò)程逐步向模型建立再向設(shè)計(jì)空間發(fā)展����,通過(guò)這些流程能大大節(jié)省凍干工藝開(kāi)發(fā)過(guò)程中的時(shí)間和經(jīng)濟(jì)成本��,獲得平臺(tái)化的凍干知識(shí)�。如下圖為凍干工藝開(kāi)發(fā)和優(yōu)化的表格��。
2. 試錯(cuò)法
依據(jù)凍干機(jī)的類(lèi)型及其規(guī)模����,凍干機(jī)具有不同的傳熱性質(zhì)��,為了確定最佳操作條件,需要在早期研究(小規(guī)模)中采用試錯(cuò)法�。初級(jí)干燥階段花費(fèi)的時(shí)間和經(jīng)濟(jì)成本最大,需盡量縮短初級(jí)干燥階段時(shí)間��。
首先��,通過(guò)各種條件下冷凍干燥試驗(yàn)過(guò)程找出關(guān)鍵參數(shù)。冷凍階段�,在大氣壓下不斷降低溶液的溫度��,溶液會(huì)處于低于冰點(diǎn)溫度的過(guò)冷狀態(tài)��,然后溫度升高到平衡冰點(diǎn)附近,這是因?yàn)楸珊水a(chǎn)生結(jié)晶熱引起的��。此后�,熱量的不斷去除導(dǎo)致冰晶的生長(zhǎng)��,溶液(除結(jié)合水外)將被轉(zhuǎn)移到冰中����。因?yàn)樗诠簿囟?Te)下與溶質(zhì)組分分離����,溶質(zhì)組分被濃縮�。例如�,甘露醇��、甘氨酸����、氯化鈉和磷酸鹽緩沖液在冷凍過(guò)程中以一定濃度結(jié)晶�。對(duì)于用作對(duì)水具有高親和力的注射產(chǎn)品的藥物或輔料����,它們?cè)诶鋬鲞^(guò)程中很少形成共晶晶體�。溶質(zhì)在玻璃化轉(zhuǎn)變溫度(Tg’)以下的濃縮效應(yīng)形成具有低分子遷移率的無(wú)定形固體��,稱(chēng)為玻璃化轉(zhuǎn)變。初級(jí)干燥階段產(chǎn)品溫度的大幅升高會(huì)導(dǎo)致產(chǎn)品塌陷��,Tc是凍干產(chǎn)品在初級(jí)干燥過(guò)程中失去其宏觀(guān)結(jié)構(gòu)和濾餅塌陷的溫度�。通常Tc高于Tg’約2°C�。在低于Tc的溫度下進(jìn)行初級(jí)干燥能夠獲得可好的凍干產(chǎn)品����。因此��,Te��、Tg’和Tc是 CMA����。
初級(jí)干燥階段由傳熱和傳質(zhì)控制��。干燥層對(duì)水蒸氣流動(dòng)的傳遞阻力可影響干燥過(guò)程。熱介質(zhì)將熱量傳遞到板層表面����,然后通過(guò)三種途徑將熱量傳遞到小瓶底部:(1)由存在于貨架表面和小瓶之間空間的氣體(主要是蒸汽)介導(dǎo)的傳熱;(2)小瓶底面與架子接觸區(qū)域的傳熱;(3)來(lái)自?xún)龈蓹C(jī)壁的輻射熱�。通常來(lái)自小瓶底部的熱量通過(guò)霜層傳導(dǎo)到升華界面,作為升華的潛熱消耗��,冰通過(guò)這些傳熱變成蒸汽����,然后形成干燥層����。干燥層的形成抑制了升華速率。因此����,干燥層引起的干燥阻力量化為干燥層對(duì)水蒸氣傳遞阻力Rp。Rp的控件能夠控制產(chǎn)品的熱量輸入�,并優(yōu)化初級(jí)干燥溫度����?;赗p,可以估計(jì)作為CPP的初級(jí)干燥終點(diǎn)�。因此��,Rp是重要的變量�。
基于試錯(cuò)法的設(shè)計(jì)提供凍干工藝優(yōu)化所需的CQA�、CPP和CMA等信息
3. 工藝建模
通過(guò)試錯(cuò)法進(jìn)行的大量研究發(fā)現(xiàn)重要的CQA����,CPP和CMA。為了最小化試錯(cuò)實(shí)驗(yàn)��,需要應(yīng)用基于CQAs�,CPPs和CMAs的優(yōu)化Tp值預(yù)測(cè)數(shù)學(xué)模型�。
初級(jí)干燥階段的建模是基于傳熱和傳質(zhì)模型進(jìn)行的����,與冷凍和二次干燥階段的建模無(wú)關(guān)�。初級(jí)干燥階段的初始建模需要考慮傳質(zhì)阻力的所有因素,例如干燥層�、塞子和腔室�?�;谄⒎址匠蹋≒DE)和模型預(yù)測(cè)控制(MPC)的開(kāi)發(fā)和修改涉及大量參數(shù)�,其值無(wú)法通過(guò)不確定性小的實(shí)驗(yàn)獲得����。計(jì)算流體動(dòng)力學(xué)(CFD)能幫助深入了解凍干機(jī)冷凝器和干燥室中的傳質(zhì)和傳熱�。使用CFD可以觀(guān)察到傳質(zhì)速度場(chǎng),壓力分布和溫度分布�。水蒸汽的流動(dòng)可以可視化:升華的蒸汽流向架子的邊緣��,并流向壁上的管道�,在冷凝器中被捕獲��。因此�,數(shù)值研究不僅可以提供實(shí)驗(yàn)解決方案的定性確認(rèn)��,還可以通過(guò)PDE和MPC進(jìn)行驗(yàn)證�。
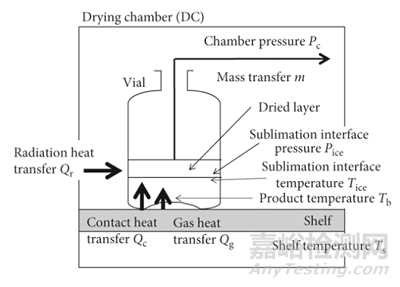
傳熱和傳質(zhì)模型是關(guān)注小瓶作用的簡(jiǎn)化模型。簡(jiǎn)化模型基于板層上小瓶中的質(zhì)量變化和傳熱現(xiàn)象�,如圖所示����。
進(jìn)入小瓶的傳熱包括三種傳熱:(1)接觸傳熱Qc��,(2)氣體傳熱Qg;(,3)輻射傳熱Qr�。它們的傳熱系數(shù)分別為Kc��,Kg和Kr��,Kc和Kr不依賴(lài)于腔室壓力(Pc)��,Kg值取決于Pc��,Kg=bPc/(1+cPc)����,(b和c是正常數(shù))����。三種傳熱由相同的溫差驅(qū)動(dòng)的情況下,總的傳熱系數(shù)Kv=Kc+Kg+Kr�。因此�,得到以下等式:
升華速度(dm/dt)通過(guò)實(shí)驗(yàn)獲得凍干過(guò)程隨時(shí)間推移小瓶?jī)?nèi)質(zhì)量損失和時(shí)間確定����。小瓶傳熱系數(shù)(Kv)由板層表面溫度(Ts)��、產(chǎn)品溫度(Tp或Tb)��、冰潛熱(ΔHs)��、小瓶的外徑(Av)和dm/dt確定,如以下等式:
在凍干期間監(jiān)測(cè)Ts����、Tp和Pc。當(dāng)產(chǎn)品溫度Tp急劇增加至與Ts相等時(shí)為凍干初級(jí)干燥終點(diǎn)�,但由于溫度探頭難以完全準(zhǔn)確測(cè)定小瓶最底部的溫度�,因此通過(guò)該方法判斷的終點(diǎn)通常有一定的誤差。從升華界面上冰的平衡蒸氣壓(Pice)、凍干器中的腔室壓力(Pc)����、Ts�、Tp和相應(yīng)干燥層橫截面積(Ap)��,根據(jù)以下等式計(jì)算干燥層的傳質(zhì)阻力系數(shù)Rp值:
在初級(jí)干燥階段的優(yōu)化中��,以上方程具有重要意義����?;跀?shù)學(xué)模型的過(guò)程建模是通過(guò)考慮CMAs(Tp��,Rp等)和CPPs(Ts��,Pc����,干燥時(shí)間等)而開(kāi)發(fā)的����。確定高效的操作參數(shù)需要足夠的變量��。
實(shí)驗(yàn)室、中試�、生產(chǎn)規(guī)模凍干機(jī)中的凍干過(guò)程也取決于板層上小瓶的位置�。根據(jù)整體傳熱性質(zhì)對(duì)分為三種類(lèi)型:板層的中央部分(不受室壁輻射的影響)、板層的每一側(cè)的第二行和第一行����,它們受到來(lái)自腔室壁的輻射的不同方式的影響��,冰升華行為也取決于小瓶的位置。因此��,小瓶擺放位置對(duì)整體傳熱性質(zhì)的影響也會(huì)使工藝放大和轉(zhuǎn)移變得更復(fù)雜����。在實(shí)驗(yàn)室規(guī)模的設(shè)備中相同配方的工藝通常不能在沒(méi)有優(yōu)化的情況下用于在中試或生產(chǎn)規(guī)模的凍干����。
4. 設(shè)計(jì)空間
從產(chǎn)品質(zhì)量和工藝經(jīng)濟(jì)的角度來(lái)看,初級(jí)干燥步驟的優(yōu)化是重點(diǎn)����,因?yàn)樵谒斜蝗コ斑^(guò)早地進(jìn)入二次干燥將導(dǎo)致產(chǎn)品融化����,而在所有冰被除去后在初級(jí)干燥中停留太長(zhǎng)時(shí)間將導(dǎo)致不必要的過(guò)長(zhǎng)干燥時(shí)間和工藝成本。
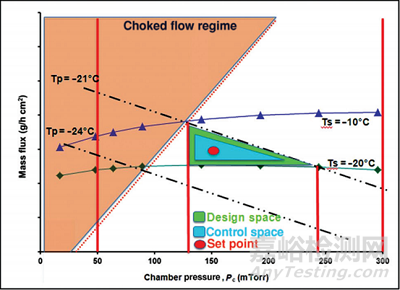
凍干過(guò)程受多個(gè)變量影響����,凍干過(guò)程的優(yōu)化作為一個(gè)整體可以看作是多維分析����。首先需要了解凍干機(jī)腔室壓力Pc的控制情況��,生產(chǎn)中通常凍干機(jī)很難將腔室壓力控制在50mTorr以下��,且當(dāng)腔室壓力>300mTorr通常不會(huì)帶來(lái)額外的工藝增益�。因此����,工藝開(kāi)發(fā)時(shí)干燥步驟腔室壓力的選擇應(yīng)該根據(jù)文獻(xiàn)或經(jīng)驗(yàn)設(shè)置,應(yīng)具有上限和下限����,例如50-300mTorr區(qū)間確定壓力值�。50-300mTorr之間的壓力區(qū)域稱(chēng)為認(rèn)知空間。
每個(gè)凍干機(jī)可以支持的最大允許升華速率是固定的����,與之對(duì)應(yīng)的腔室壓力也是一一固定的����,當(dāng)大于最大速率時(shí)凍干機(jī)就會(huì)失去對(duì)腔室壓力的控制����。紅色虛線(xiàn)表示凍干機(jī)的阻塞流量限制����,超過(guò)該限制,壓力控制就會(huì)失去控制(棕色區(qū)域)����。但實(shí)際上實(shí)驗(yàn)室凍干機(jī)與生產(chǎn)規(guī)模用凍干機(jī)的阻塞流量線(xiàn)是不同的。了解生產(chǎn)規(guī)模凍干機(jī)的參數(shù)范圍和能力是建立凍干工藝設(shè)計(jì)空間的關(guān)鍵����,并需要通過(guò)表征生產(chǎn)規(guī)模凍干機(jī)的升華速率限值-腔室壓力函數(shù)來(lái)建立操作空間��。通過(guò)冰升華試驗(yàn)確定給定凍干機(jī)的最大允許的升華速率�。腔室壓力根據(jù)升華速率和干燥器的設(shè)計(jì)和形狀平衡到一定值(即可達(dá)到的最小室壓力)����。阻塞的流量限制主要取決于冷凍干燥器的設(shè)計(jì)和形狀��。干燥過(guò)程超過(guò)阻流極限(圖中棕色區(qū)域阻流狀態(tài))可能會(huì)導(dǎo)致因無(wú)法控制壓力而觸發(fā)警報(bào)��。腔室壓力限制和阻塞流線(xiàn)之間的空間定義了操作空間(白色區(qū)域)����。操作空間由使用者確定��,但有時(shí)制造商也會(huì)考慮提供此類(lèi)數(shù)據(jù)作為新凍干機(jī)OQ/IQ測(cè)試的一部分�。一般來(lái)說(shuō)�,在設(shè)計(jì)��、開(kāi)發(fā)和放大冷凍干燥過(guò)程時(shí),這些數(shù)據(jù)的獲得將會(huì)使整個(gè)開(kāi)發(fā)流程更加便捷����。
產(chǎn)品溫度的上限和下限結(jié)合公式(3)繪制以-Rp為斜率產(chǎn)品溫度線(xiàn)(黑色虛線(xiàn))�。如果在初級(jí)干燥期間所需的產(chǎn)品溫度被選擇為-21℃(低于產(chǎn)品崩潰溫度),相應(yīng)的板層溫度由腔室室壓力和升華速率確定的�。-21°C的產(chǎn)品溫度線(xiàn)與阻塞流線(xiàn)相交處的腔室壓力為130mtorr��,因此��,在這種情況下����,可實(shí)現(xiàn)的最小室壓力為130mtorr��。如果需要產(chǎn)品溫度達(dá)到-21℃,在太低的溫度下如<-24℃初級(jí)干燥將導(dǎo)致初級(jí)干燥時(shí)間大大延長(zhǎng)����,需要確定產(chǎn)品溫度的下限(黑色虛線(xiàn))����。然而�,通常產(chǎn)品溫度并不能直接控制����,而是通過(guò)控制板層溫度和腔室壓力間接控制產(chǎn)品溫度����。因此�,板層溫度等溫線(xiàn)(藍(lán)色和綠色線(xiàn)條之間區(qū)域可確定的的所有線(xiàn)條)進(jìn)一步定義可能用于實(shí)現(xiàn)產(chǎn)品溫度在-21°C和-24°C之間的腔室壓力和板層溫度組合,在恒定的Ts值處由公式(1)和(2)繪制板層溫度等溫線(xiàn)(綠色和藍(lán)色實(shí)線(xiàn))����。綠色陰影區(qū)域?yàn)樵O(shè)計(jì)空間����,而藍(lán)色陰影區(qū)域?yàn)榭刂瓶臻g。該控制區(qū)域表明控制系統(tǒng)控制腔室壓力或板層溫度是在允許的范圍內(nèi)波動(dòng)(如�,允許板層溫度為±3°C,腔室壓力為±15mtorr)。這些波動(dòng)范圍數(shù)據(jù)應(yīng)由凍干機(jī)制造商提供��,但需要用戶(hù)在測(cè)試中進(jìn)行確認(rèn)�。當(dāng)然����,過(guò)程的實(shí)際設(shè)定點(diǎn)(即控制點(diǎn))在控制空間內(nèi)�。
設(shè)計(jì)空間是一種基于設(shè)備能力、Kv和Rp的優(yōu)化操作手段�,可以提高凍干過(guò)程的完成度。但實(shí)驗(yàn)室規(guī)模的凍干機(jī)獲得的設(shè)計(jì)空間不能直接應(yīng)用于中試或生產(chǎn)規(guī)模的凍干機(jī)�,需要針對(duì)具體凍干機(jī)進(jìn)一步優(yōu)化����。
5. 工藝放大
設(shè)計(jì)空間僅限于目標(biāo)凍干機(jī)��,無(wú)法直接轉(zhuǎn)移到其他設(shè)備上��。因此�,需要選取關(guān)鍵參數(shù)��,圍繞初級(jí)干燥階段構(gòu)建放大理論����。在實(shí)際放大過(guò)程中����,多余的熱量輸入往往會(huì)導(dǎo)致實(shí)驗(yàn)室規(guī)模設(shè)備優(yōu)化后的操作參數(shù)的偏差。來(lái)自擱板和腔室壁的輻射是過(guò)度熱傳遞到產(chǎn)品的主要原因����。傳熱系數(shù)Kv取決于小瓶在架子上的位置�,這是建立生產(chǎn)凍干機(jī)放大理論的關(guān)鍵點(diǎn)。實(shí)際上��,與放大后規(guī)模相比��,放大前板層中間位置的升華冰量受到機(jī)器壁的輻射傳熱的影響更大����,Kv更大�,通常邊緣位置Kv值高于中心位置��。
根據(jù)公式(1)Kv值取決于Pc。在放大生產(chǎn)中�,選擇邊緣和中心位置Kv是一個(gè)關(guān)鍵點(diǎn)����,與實(shí)驗(yàn)室規(guī)模的凍干相比,大規(guī)模生產(chǎn)凍干在邊緣位置的小瓶數(shù)量高于中心位置的小瓶����。因此有人提出將邊緣位置使用空瓶替換�,但這樣會(huì)對(duì)生產(chǎn)效率產(chǎn)生影響。
等效電阻模型�,凍干機(jī)的不同規(guī)模生產(chǎn)過(guò)程中動(dòng)力學(xué)是保持不變��,即傳質(zhì)阻力系數(shù)Rp在實(shí)驗(yàn)室規(guī)模和生產(chǎn)規(guī)模是等效的�。但是需要運(yùn)行凍干機(jī)的實(shí)驗(yàn)室和生產(chǎn)車(chē)間環(huán)境條件一致。研究發(fā)現(xiàn)����,在保持放大前后通入過(guò)濾氣流的性質(zhì)相同時(shí)����,基于中試規(guī)模獲得Rp,生產(chǎn)規(guī)模的凍干產(chǎn)量≥99%�,且無(wú)需在邊緣放置空小瓶����。實(shí)現(xiàn)該轉(zhuǎn)移的前提是需要二者過(guò)濾氣流的無(wú)塵條件�,因?yàn)檫@是保證傳質(zhì)阻力系數(shù)Rp等效必不可少的條件。
因此�,Kv和Rp值是構(gòu)建放大理論的關(guān)鍵參數(shù)��。等效電阻模型可能允許在實(shí)驗(yàn)室��、中試和生產(chǎn)規(guī)模的凍干機(jī)之間使用相同的設(shè)計(jì)空間����。這將對(duì)工藝研究和放大具有重大意義���。
6. 凍干冷凍步驟
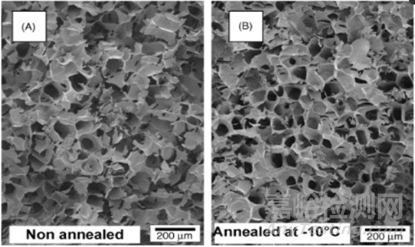
以上的設(shè)計(jì)空間是基于初級(jí)干燥階段,但進(jìn)入初級(jí)干燥階段進(jìn)行時(shí)間與凍干階段直接相關(guān)�����。較高的凍結(jié)溫度(較低的過(guò)冷度)導(dǎo)致形成較大尺寸的冰晶�����,冰晶的尺寸越大�,實(shí)現(xiàn)的初級(jí)干燥效率就越高。另一方面���,冰晶的大小決定了比表面積�。比表面積的大小決定了二次干燥階段的擴(kuò)散和解吸速率�����。高凍結(jié)溫度導(dǎo)致形成大尺寸的冰�����,從而減少比表面積�����。這導(dǎo)致二次干燥效率降低,增加了成品中的水分殘留�。因此�����,冷凍階段控制冷凍溫度有助于設(shè)計(jì)穩(wěn)健的干燥工藝�。退火是將產(chǎn)品在高于最終冷凍溫度的溫度條件下保持一段時(shí)間以使組分結(jié)晶,有助于提高結(jié)晶度�����。退火導(dǎo)致冰晶生長(zhǎng)(如下圖)�����,導(dǎo)致傳質(zhì)阻力系數(shù)Rp減少�,縮短產(chǎn)品一次干燥時(shí)間�。
此外,冰成核技術(shù)通過(guò)加壓和減壓技術(shù)控制冰成核行為���。例如,使用氮?dú)饣驓鍤鈱龈善鲀?nèi)部的壓力提高到0.28∼0.29MPa�,并迅速降低到0.11MPa(3s內(nèi))�,冰核可以在小瓶中的液體表面形成�����。因?yàn)楸珊说闹饕蛩厥牵和蝗粶p壓引起的振動(dòng)、冷氣體接觸液面的冷卻���、突然減壓過(guò)程中液面的局部蒸發(fā)�。為了抑制溶液的過(guò)冷�����,控制冷凍階段冰晶的大小�,將(去)加壓技術(shù)與冷凍速率的控制相結(jié)合�����。這種方法能夠降低初級(jí)干燥階段Rp���,縮短初級(jí)干燥時(shí)間。但這樣會(huì)使凍干餅中殘余水分含量的增加�,可能會(huì)影響固體穩(wěn)定性。因此�,需要確定作為CQA之一的產(chǎn)品中的最大允許含水量。
7. 寫(xiě)在最后
隨著技術(shù)的進(jìn)一步發(fā)展和優(yōu)化���,藥物冷凍干燥工藝未來(lái)的發(fā)展趨勢(shì)將會(huì)朝著更加高效���、更加精確、更加環(huán)保的方向發(fā)展�。首先���,隨著計(jì)算機(jī)技術(shù)和人工智能技術(shù)的不斷發(fā)展,藥物冷凍干燥工藝將會(huì)更加智能化�����。未來(lái)的冷凍干燥設(shè)備將會(huì)配備更加先進(jìn)的控制系統(tǒng)和智能傳感器�����,以實(shí)現(xiàn)更加精確的溫度控制和干燥時(shí)間的控制���。其次,隨著環(huán)保意識(shí)的不斷提高�,未來(lái)的冷凍干燥工藝將會(huì)更加注重環(huán)保,采用更加環(huán)保的冷媒和干燥介質(zhì)�,以減少對(duì)環(huán)境的影響�����。最后���,隨著制藥工藝的不斷發(fā)展,未來(lái)的冷凍干燥工藝將會(huì)更加高效�����,以實(shí)現(xiàn)更加快速和高效的生產(chǎn)�����。
總之�,藥物冷凍干燥工藝未來(lái)的發(fā)展趨勢(shì)將會(huì)是多樣化���、智能化�����、環(huán)?����;透咝Щ?。隨著技術(shù)的不斷進(jìn)步�,這一工藝將會(huì)為制藥行業(yè)帶來(lái)更加卓越的表現(xiàn)和更加廣闊的發(fā)展前景。
參考文獻(xiàn):
[1] Kawasaki H, Shimanouchi T, Kimura Y. Recent Development of Optimization of Lyophilization Process. Journal of Chemistry. 2019;2019:9502856. doi: 10.1155/2019/9502856
[2] Patel SM, Pikal MJ. Lyophilization process design space. J Pharm Sci. 2013 Nov;102(11):3883-7. doi: 10.1002/jps.23703. Epub 2013 Aug 14.
[3] Kawasaki H, Shimanouchi T, Yamamoto M, Takahashi K, Kimura Y. Scale-Up Procedure for Primary Drying Process in Lyophilizer by Using the Vial Heat Transfer and the Drying Resistance. Chem Pharm Bull (Tokyo). 2018;66(11):1048-1056. doi: 10.1248/cpb.c18-00516.