導(dǎo)讀
航空發(fā)動(dòng)機(jī)作為飛機(jī)的動(dòng)力裝置��,安全性��、可靠性要求較高���,而渦輪葉片作為航空發(fā)動(dòng)機(jī)中承受溫度載荷最劇烈和工作環(huán)境最惡劣的部件之一���,在高溫下要承受很大、很復(fù)雜的應(yīng)力��,因而對(duì)其在制造過程中的材料及冶金缺陷的檢測就顯得十分重要��。
1.滲透檢測簡介
滲透檢測是一種以毛細(xì)作用原理為基礎(chǔ)的用于檢測非疏孔性金屬和非金屬試件表面開口缺陷的常規(guī)無損檢測方法���。
其由于具有較高的檢測靈敏度�,在航空航天領(lǐng)域中有著廣泛的應(yīng)用��。
常用的熒光滲透劑的靈敏度等級(jí)有4級(jí)(超高)�、3級(jí)(高)和2級(jí)(中)。
按照國外相關(guān)規(guī)范描述����,4級(jí)靈敏度應(yīng)能夠發(fā)現(xiàn)開口寬度為10μm的缺陷。
滲透檢測作為一種表面缺陷檢測方法��,其局限性在于只能檢測出表面開口的缺陷�����,對(duì)污染物堵塞或經(jīng)機(jī)械處理(如噴丸、拋光和研磨等)后開口被封閉的缺陷不能有效地檢出���。
同時(shí)對(duì)于非常淺的毛細(xì)現(xiàn)象較弱的細(xì)微裂紋,在熒光滲透檢測時(shí)�����,由于裂紋中殘留的熒光液太少��,熒光顯示過于細(xì)微�,無法形成缺陷顯示,以至于這類缺陷不能被有效檢出��。
2.1 工序安排
該渦輪葉片為高溫合金材料鍛造成型�,在批產(chǎn)時(shí)主要工序?yàn)椋簷C(jī)加—校正—拋光—腐蝕—清洗—熒光—檢驗(yàn)—入庫;
修理時(shí)主要工序?yàn)椋撼e碳—拋光—腐蝕—熒光—檢驗(yàn)—修理—檢驗(yàn)入庫�。
該零件在總裝廠經(jīng)過2h試車分解后進(jìn)行熒光滲透檢測工作,然后發(fā)動(dòng)機(jī)在廠內(nèi)加速模擬800h試車后熒光滲透檢測�。
葉片新品制造過程和試車2h后的滲透檢驗(yàn)均未發(fā)現(xiàn)缺陷顯示。
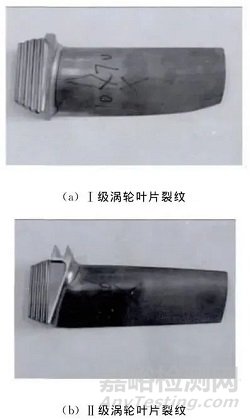
發(fā)動(dòng)機(jī)加速模擬800h試車后��,發(fā)現(xiàn)9件Ⅰ級(jí)渦輪葉片葉身與緣板轉(zhuǎn)接圓弧處點(diǎn)線狀裂紋���,最大裂紋范圍為10mm×70mm���;3件Ⅱ級(jí)渦輪葉片葉身與緣板轉(zhuǎn)接圓弧處點(diǎn)線狀裂紋��,最大裂紋范圍為10mm×30mm�����。裂紋外觀示例如圖1所示�。
(圖1 渦輪葉片裂紋外觀示例)
2.2 滲透檢測工藝
該零件為關(guān)重件���,針對(duì)該零件的表面狀態(tài)以及使用中的受力大小和缺陷形態(tài)等情況�����,制定了后乳化3級(jí)靈敏度的熒光滲透檢測工藝:
采用浸漬法施加滲透液�����,滲透液牌號(hào)為RC-65�,滲透時(shí)間為30min(其中浸漬15min����,滴落15min)�����;
乳化劑采用ER-83A�����,乳化時(shí)間為90s���,乳化劑濃度為6%~8%�;
烘干溫度不高于71℃,烘干時(shí)間為10min�����;
顯像劑采用D-90G型干粉顯像劑���,采用爆粉的顯像方式���,顯像時(shí)間為10min~4h���。
3.冶金分析
對(duì)故障葉片進(jìn)行冶金分析��,Ⅰ�、Ⅱ級(jí)渦輪葉片熒光顯示缺陷位于緣板葉背側(cè)轉(zhuǎn)接R處。
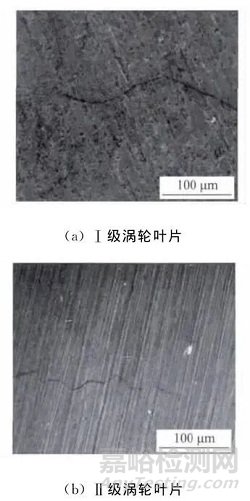
分別在Ⅰ級(jí)和Ⅱ級(jí)渦輪葉片熒光顯示缺陷部位取樣�����,進(jìn)行SEM(掃描電子顯微鏡)顯微觀察試樣表面����;Ⅰ級(jí)和Ⅱ級(jí)渦輪葉片試樣表面均發(fā)現(xiàn)沿晶裂紋��,裂紋細(xì)小曲折�����,沿葉片縱向垂直加工方向擴(kuò)展�����,如圖2所示����。
(圖2 Ⅰ級(jí)與Ⅱ級(jí)渦輪葉片裂紋顯微示例)
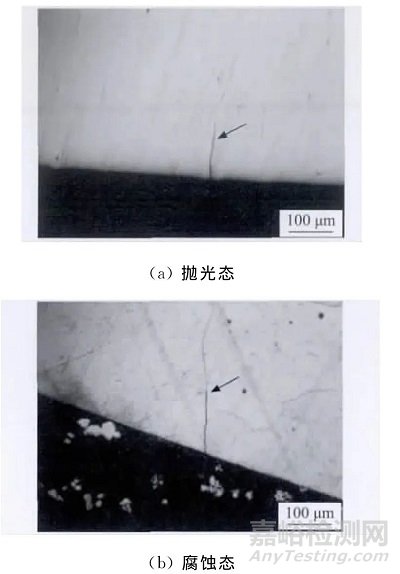
對(duì)垂直小裂紋磨制金相并進(jìn)行顯微觀察,裂紋細(xì)小末端尖銳�,沿晶擴(kuò)展,Ⅰ級(jí)和Ⅱ級(jí)渦輪葉片裂紋深度均約為0.1mm��。
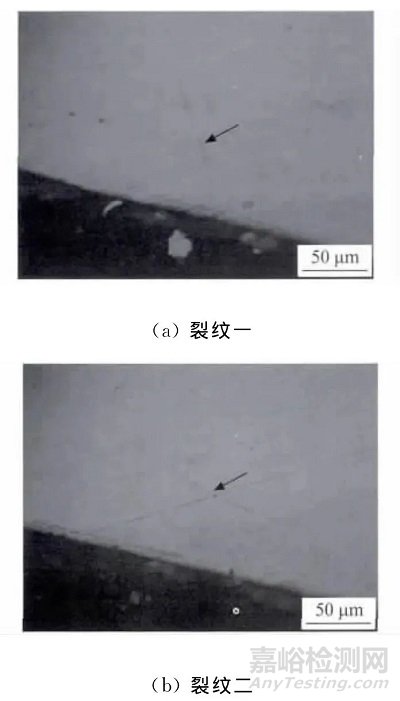
由裂紋分布�、方向及形貌特征判斷���,Ⅰ級(jí)渦輪葉片和Ⅱ級(jí)渦輪葉片緣板與葉背側(cè)轉(zhuǎn)接R處的小裂紋均為拋修裂紋����。
如圖3���,4所示。
(圖3 某Ⅰ級(jí)渦輪葉片不同裂紋的顯微形貌)
(圖4 某Ⅱ級(jí)渦輪葉片裂紋的不同態(tài)形貌)
4.檢測結(jié)果分析
(1)葉片在新品制造過程中經(jīng)拋修����、腐蝕后再進(jìn)行熒光滲透檢驗(yàn),此時(shí)檢驗(yàn)未發(fā)現(xiàn)裂紋���,原因如下:
該類零件拋修裂紋深約0.1mm,寬度細(xì)微至無法測量���,由金相分析寬度約為1~2μm��,尺寸較小��,屬于開口緊密型裂紋。
熒光液難以滲入���,不能形成缺陷顯示��。
該零件拋修時(shí)會(huì)產(chǎn)生金屬碎屑�,細(xì)小的金屬碎屑會(huì)堵塞零件表面缺陷開口��。
該類零件雖在熒光檢驗(yàn)前安排腐蝕工序以用于清除零件表面污染物,但這類裂紋開口緊密���,且其中充滿金屬碎屑���,即使經(jīng)過腐蝕處理�����,仍會(huì)存在不能徹底清除裂紋中污染物的情況�����,從而產(chǎn)生熒光液無法滲入裂紋或污染物降低熒光亮度的問題,因此未能形成缺陷顯示�。
(2)發(fā)動(dòng)機(jī)在工廠試車2h后���,由裝試廠對(duì)該葉片清洗后送檢熒光。由于該零件裂紋細(xì)小��,且2h試車時(shí)間較短�����,不足以使裂紋開口完全打開�,因此�����,這道工序的熒光滲透檢驗(yàn)未能檢測出細(xì)微的拋修裂紋�。
(3)發(fā)動(dòng)機(jī)在工廠進(jìn)行加速模擬800h試車后對(duì)該葉片先進(jìn)行腐蝕除積碳,然后進(jìn)行熒光滲透檢驗(yàn)。經(jīng)檢驗(yàn)���,發(fā)現(xiàn)部分零件表面存在點(diǎn)線狀裂紋�����。
原因如下:
發(fā)動(dòng)機(jī)長時(shí)間試車��,渦輪葉片長期處于高溫和高速旋轉(zhuǎn)狀態(tài)�����,高溫有利于去除細(xì)小裂紋中的油污等污染物�����,使裂紋開口內(nèi)清潔�����。
國外先進(jìn)技術(shù)中�����,熒光滲透檢驗(yàn)之前,將零件在300~400℃高溫環(huán)境下進(jìn)行烘烤��,也是出于這方面的考慮����;
而長時(shí)間的高速旋轉(zhuǎn)是對(duì)零件進(jìn)行加載的過程�,這與熒光滲透檢驗(yàn)方法中的加載法類似���。該過程可以促進(jìn)開口緊密的裂紋打開���,便于熒光液充分滲入裂紋形成熒光顯示�����。
對(duì)于某些開口緊密的疲勞裂紋���,裂紋內(nèi)部存在污染物的零件��,如條件具備�����,可采用加載法進(jìn)行熒光滲透檢驗(yàn),但此方法檢測速度慢�,工作效率低���。
發(fā)動(dòng)機(jī)長試后,對(duì)葉片進(jìn)行的腐蝕除積碳處理����,也起到清潔零件開口缺陷中的污染物的作用��,有助于熒光滲透檢驗(yàn)發(fā)現(xiàn)缺陷。
5.結(jié)語
Ⅰ�、Ⅱ級(jí)渦輪葉片拋修裂紋深度較淺�����,且開口緊密,在新品制造過程中進(jìn)行熒光滲透檢驗(yàn)時(shí)不能完全被發(fā)現(xiàn)�,但經(jīng)長時(shí)間試車后暴露充分,可以通過熒光滲透檢驗(yàn)被發(fā)現(xiàn)��。
同時(shí)經(jīng)過對(duì)以往大修及長試�����,發(fā)動(dòng)機(jī)Ⅰ�、Ⅱ級(jí)渦輪葉片的復(fù)查也曾發(fā)現(xiàn)出現(xiàn)過拋修裂紋�����;該類裂紋程度輕微��,擴(kuò)展緩慢���,可在發(fā)動(dòng)機(jī)到壽返廠大修時(shí)���,通過熒光滲透檢驗(yàn)被發(fā)現(xiàn)。
而長時(shí)間的試車過程與加載法原理相似���,因此針對(duì)這類關(guān)重件(渦輪葉片等)�,應(yīng)采用加載法或在試車后進(jìn)行熒光滲透檢驗(yàn),以確保細(xì)微缺陷被徹底檢出。