對機翼�����、機身整體大梁、整體加強框���、整體油箱等構件采用整體結構設計�,可以減輕飛機結構的質量�、提高飛機的整體性能�����。航空鋁合金厚板是飛機整體結構制造的重要原材料�����,在進行軋制�、熱處理等工序時,板材內(nèi)部會產(chǎn)生殘余應力�����。在加工過程中�,殘余應力易使零件發(fā)生變形�����,甚至導致產(chǎn)品報廢�。當具有較高殘余應力的板材加工成結構件時���,結構件的應力腐蝕性能、靜拉伸力學性能�����、斷裂韌性等均會受到影響�。
厚板殘余應力的測試方法包括機械釋放法、無損檢測法���、裂紋柔度法���、納米壓痕法和激光超聲波法等���,許多學者對這些方法進行對比分析,得到了不同測試方法的優(yōu)缺點及其適用范圍�。廖凱等根據(jù)彈性力學理論�����,運用現(xiàn)行積分形式建立起剝除層殘余應力與試樣變形之間的關系�����,通過變形或者應變反求應力�����,還原了厚板內(nèi)部連續(xù)的應力變化,推導出了應力求解積分形式。王樹宏等運用彈性力學理論推導出了厚板內(nèi)部殘余應力測試的新方法�����,采用該方法可以測試預拉伸鋁合金7050-T7451厚板沿厚度方向的殘余應力分布���。張延成等運用彈性力學理論推導出測試厚板內(nèi)部殘余應力的改進剝層應變法,測試了2D70-T351預拉伸鋁合金厚板沿厚度方向的殘余應力分布���,并采用有限元分析技術模擬了該板材的應力分布,驗證了該方法的準確性�����。但目前國內(nèi)學者提出的許多應力測試方法仍然停留在試驗階段�,并未形成相應的測試標準。
層削法在波音及空客公司的測試標準中都有運用�。波音公司的標準BMS7-323《高強度�����、耐疲勞�����、抗應力腐蝕7050鋁合金板》采用層削法測試航空板材縱向試樣的加工變形撓度�����,以撓度的大小判斷產(chǎn)品是否合格,并不計算試樣或板材的殘余應力�?��?湛凸镜臉藴蔄ITM1-0040《金屬板材殘余應力測量》采用層削法測試試樣的加工變形撓度�,然后計算試樣及板材內(nèi)部的殘余應力分布�����。研究人員對不同標準的殘余應力測試方法進行研究�,并對國內(nèi)現(xiàn)有航空板材的殘余應力分布進行測試�,分析了不同厚度板材的應力分布規(guī)律�。
1、試驗材料與方法
1.1 試驗材料
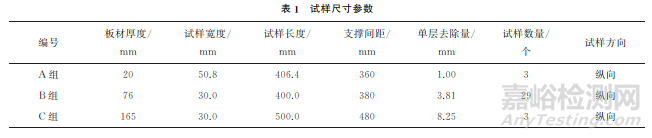
試樣取自7050-T7451高強度鋁合金航空板材���,表1為對應的試樣尺寸參數(shù)�。試樣保留原始軋制表面,去除加工時���,銑刀盤直徑為66mm�����,最大進給速率為2000mm/min,轉速為3000r/min�����,粗加工單次進刀量為1mm�,精加工進刀量為0.3mm。共采用兩種試樣類型�����,一種是有沉孔的試樣���,一種是無沉孔的試樣���。
1.2 試驗方法
參照BMS7-323及AITM 1-0040標準�,殘余應力測試的主要過程為:將試樣放置到支撐架上�����,以試樣底部的軋制表面為參考平面�,試樣上部的軋制表面為銑削平面,在參考平面中心點法向固定千分表�����,測試參考平面的撓度�,試樣初始厚度處的千分表指針設為零點;隨后逐層銑削試樣的銑削平面�����,每道次銑削試樣總厚度的1/20,直至試樣厚度為原始厚度的一半(部分試樣超過一半厚度)�����;每次銑削一層試樣厚度,將試樣放置到最初的測試位置���,測試參考平面中點的撓度;最終將測得試樣所有道次的厚度和撓度代入應力 計算公式�,計算試樣的殘余應力���。
2�����、試驗結果
2.1 有沉孔與無沉孔試樣的測試結果
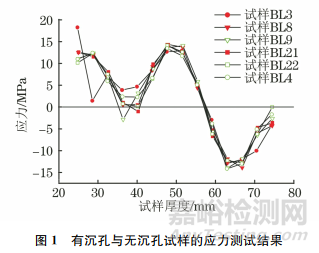
將厚度為76mm的B組板材加工成29個縱向試樣,分別編號為BL1~29�����,其中試樣 BL3�����、BL8�、BL21不加工沉孔�����,試樣BL4�、BL9、BL22加工沉孔�����。圖1為有沉孔與無沉孔試樣的應力測試結果�����。由圖1可知:有沉孔試樣的平均最大拉伸應力為13.9MPa�,平均最大壓縮應力為-13.6MPa���;無沉孔試樣的平均最大拉伸應力為13.8MPa�,平均最大壓縮應力為-13.2MPa。有沉孔和無沉孔試樣測試結果的差值與平均值之比小于3%�,說明試樣的沉孔對測試結果幾乎無影響�。
2.2 板材不同寬度位置的拉伸和壓縮應力
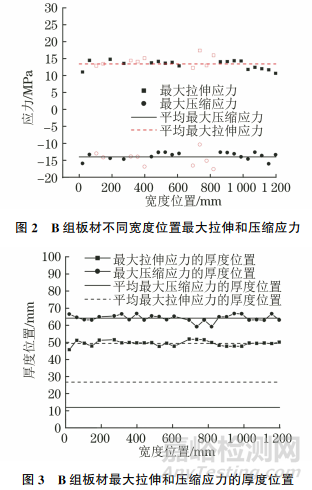
圖2為B組板材不同寬度位置試樣的最大拉伸和壓縮應力���。圖3為B組板材不同寬度位置試樣最大拉伸和壓縮應力在厚度上的位置�。由圖2,3可知�����,厚度為76mm板材的整個寬度范圍內(nèi)�,平均最大壓縮應力為-14.0MPa,位于板材12mm和64.2 mm 厚度位置�;平均最大拉伸應力為13.4MPa�����,位于板材26.8mm和49.4mm厚度位置���。圖2中虛點均為從殘余應力與板材厚度規(guī)律性較差的試樣曲線獲取的數(shù)據(jù),觀察將虛點排除后的曲線�,可見板材不同寬度位置的最大壓縮應力與最大拉伸應力具有較好的一致性。
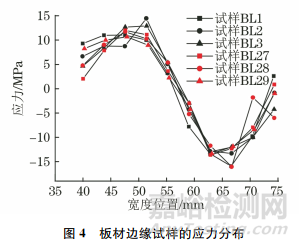
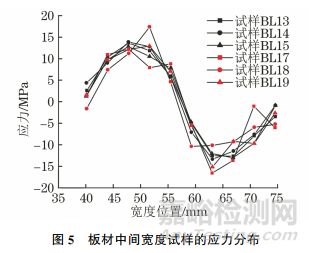
B組板材中試樣BL1�、BL2�、BL3、BL27、BL28�、BL29的取樣位置為板材邊緣,試樣BL13�、BL14���、BL15�����、BL17�����、BL18、BL19的取樣位置為試樣中間寬度位置�����,對板材邊緣和中間寬度的試樣在厚度方向的殘余應力進行測試���,結果如圖4�����,5所示。由圖4�����,5可 知:板材邊緣試樣的平均最大拉伸應力為12.1MPa�,平均最大壓縮應力為-14.2MPa�����;中間寬度試樣的平均最大拉伸應力為13.8MPa�����,平均最大壓縮應力為-13.5MPa�。
2.3 板材試樣不同厚度位置應力分布
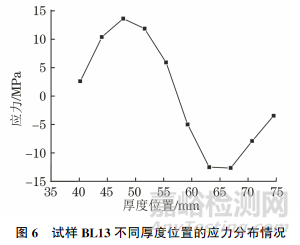
對板材中部試樣BL13不同厚度位置的應力分布情況進行測試���,結果如圖6所示���。由圖6可知:板材表層為壓縮應力,該應力隨厚度增加逐漸增大,在66.9mm厚度位置達到峰值�,隨后壓縮應力減小,在板材厚度約為57.5mm位置應力減小到0�����,殘余應力轉變?yōu)槔鞈?,拉伸應力在板?7.8mm厚度位置達到峰值;隨厚度繼續(xù)增加�,拉伸應力逐漸減小�,在厚度為40.2mm位置再次減小到接近于0���。
B組板材縱向試樣應力沿厚度分布情況如圖7所示�。由圖7可知:板材縱向試樣厚度為0~19mm(A區(qū))以及厚度為57~76mm(D區(qū))位置為壓縮應力區(qū)�,A區(qū)和D區(qū)是壓縮應力從低到高再降為0的單一應力起伏區(qū),平均壓縮應力峰值為-14MPa�,位于板材兩側軋制表層下方12mm厚度位置�;板材縱向試樣厚度為19~57mm位置為拉伸應力區(qū)���,包括兩個拉伸應力起伏區(qū)(B區(qū)和C區(qū))以及3�,4點之間的低應力區(qū)�,B區(qū)和C區(qū)的平均拉伸應力峰值為13.6MPa�����,分別位于板材的26.8mm和49.4mm厚度位置�,低應力區(qū)的最小應力為2.2MPa;在壓縮應力峰值向拉伸應力峰值的過渡區(qū)���,板材試樣的殘余應力與厚度具有良好的線性關系。
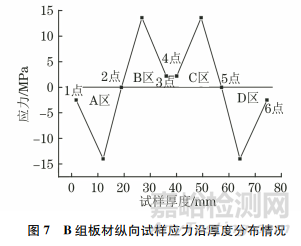
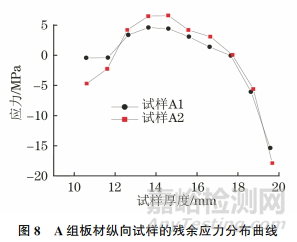
圖8為厚度為20mm的A組板材縱向試樣的應力分布曲線���。從圖8可知:試樣表層為壓縮應力區(qū),峰值位于試樣的表面�����;隨著厚度增加�,壓縮應力逐漸減小�,在板材試樣厚度約為17.7mm位置,壓縮應力減小為0���,然后變?yōu)槔鞈?;在厚度?4.6mm位置�����,拉伸應力達到峰值�,隨后拉伸應力逐漸減小�,并在厚度約為12mm位置應力再次減小到0;在板材試樣厚度心部區(qū)域為無應力或壓縮應力區(qū)�,試樣A1心部區(qū)域的壓縮應力極小,接近于0�,試樣A2心部區(qū)域的壓縮應力約為-4.4MPa�����。
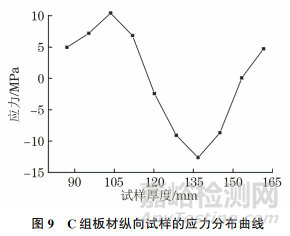
圖9為厚度為165mm的C組板材縱向試樣的應力分布曲線�。由圖9可知:試樣表層為拉伸應力區(qū)�����,峰值在板材試樣表面�;在厚度約為152.6mm位置拉伸應力變?yōu)?;隨后應力變?yōu)閴嚎s應力���,在厚度約為136mm位置�����,壓縮應力達到峰值�;隨著厚度增加,壓縮應力逐漸減小���,在深度為108.2mm位置���,壓縮應力變?yōu)?�����,隨后應力變?yōu)槔鞈?;在厚度?02.8mm位置,拉伸應力達到峰值�����,然后逐漸減小�,在厚度為86.2mm位置�����,拉伸應力減小到5MPa�����。
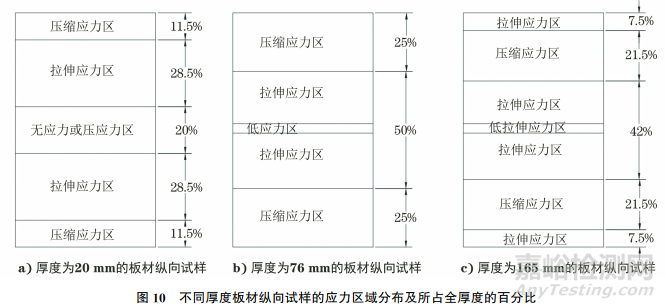
圖10為不同厚度板材試樣的應力區(qū)域分布及所占全厚度的百分比���。由圖10可知:厚度為20mm及76mm板材縱向試樣的表層為壓縮應力區(qū),次表層為拉伸應力區(qū)���,心部為無應力或低應力區(qū)�;厚度為165mm的板材縱向試樣���,從表層到心部分別為拉伸應力區(qū)���、壓縮應力區(qū)、拉伸應力區(qū)���、低拉伸應力區(qū)�;厚度為20,76�,165mm的板材縱向試樣在一半厚度上拉伸應力區(qū)與壓縮應力區(qū)寬度的比例分別為2.5,1�����,1.3。
3�����、綜合分析
3.1 層削法的試樣類型
BMS7-323標準采用長條形試樣���,測試試樣在銑削掉不同厚度的材料之后,參考平面中心點在一定支撐距離下的變形撓度�。不同厚度板材試樣在所有加工道次完成之后�,所有單層加工的最大變形撓度以及所有道次總加工的最大變形撓度應不超過標準要求。該標準將縱向試樣參考平面中心點的變形撓度作為判斷板材是否合格的判據(jù)�����。相對于其他標準,該標準實際運用的可操作性更強�。
AITM1-0040標準同樣采用長條形試樣,試樣兩端不加工沉孔�����,銑削試樣時���,只能從側面夾持試樣。測試參考平面所用的支撐距離比BMS7-323標準要求的支撐距離更長���。該標準提供了完整的殘余應力計算公式���。此外,該標準計算板材的殘余應力需要橫向和縱向兩個方向的試樣同時進行測試�����,如果只測試一個方向的試樣變形撓度�,只能得出試樣在該方向不同厚度的殘余應力�����,不能得出板材在不同厚度下的殘余應力。
3.2 層削法試樣的加工
層削法在測試試樣殘余應力時�,需要逐層銑削掉一部分厚度,因此需要考慮試樣加工過程中的夾持問題�����。BMS7-323標準要求試樣在支撐距離外加工兩個沉孔�����,用螺栓將試樣固定在加工基座上�����,使試樣固定更為牢固,銑削時不易發(fā)顫�,更容易保證試樣長度范圍內(nèi)厚度銑削均勻。AITM1-0040標準要求保持整個長條形試樣的完整性�����,試樣不加工沉孔���,加工時夾鉗從側面夾持試樣���,該方法產(chǎn)生的內(nèi)應力會導致試樣發(fā)生輕微變形,且側面夾持難以保證試樣銑削面為平面���,銑削后試樣的厚度略有差異�,其次夾鉗通常比較短,只能夾持試樣中段長度�,試樣兩端懸空,加工時試樣易發(fā)生顫動���。
在試樣兩端加工沉孔�,在測試時會造成應力釋放�,理論上會改變試樣應力分布。但根據(jù)實際測試結果可知�,有沉孔和無沉孔試樣測得的殘余應力沒有明顯區(qū)別,說明沉孔造成的應力釋放對測試結果的影響極小�����,因此可以用有沉孔試樣測試殘余應力�����。
4���、結論
(1)用層削法測試殘余應力�����,試樣兩端有沉孔和無沉孔對測試結果無明顯影響,可以用有沉孔試樣測試殘余應力�。
(2)厚度為20mm及76mm板材縱向試樣的表層為壓縮應力區(qū),次表層為拉伸應力區(qū)�,心部為無應力或低應力區(qū)�;厚度為165mm板材縱向試樣從表層到心部分別為拉伸應力區(qū)、壓縮應力區(qū)�����、拉伸應力區(qū)、低拉伸應力區(qū)�����。厚度為20,76�,165mm試樣在一半厚度上,拉伸應力區(qū)與壓縮應力區(qū)的寬度比分別為2.5�,1,1.3���。
(3)板材在不同寬度位置測得的殘余應力沒有顯著差異�。為與標準保持一致性,建議從板材中間寬度取樣�����。