摘 要:為了實現汽車覆蓋件輕量化,以某品牌汽車后座下內板為例,通過鋁代鋼完成輕量化設計,并進行沖壓成形優(yōu)化。采用等剛度和等強度完成鋁合金板料代替鋼板料校核,質量由1.24 kg減少至0.57 kg,實現了輕量化設計;采用正交實驗完成變壓邊力����、模具間隙、摩擦因數和沖壓速度等4個因素對零件成形質量的影響分析,確定了最優(yōu)工藝參數組合,并通過仿真實驗驗證工藝參數的有效性�。該方案能夠為汽車企業(yè)在覆蓋件輕量化和成形質量優(yōu)化方面提供一定的參考�。
前言
隨著汽車工業(yè)的大力發(fā)展,世界上汽車保有量不斷增加,以之帶來的汽車尾氣排放和能源損耗越來越嚴重,給環(huán)境和能源帶來嚴重的影響[1]。近年來,環(huán)保部門制訂了一系列汽車節(jié)能環(huán)保標準,致力于汽車工業(yè)良性發(fā)展���。據相關研究表明,汽車在行駛時能源消耗的80%是汽車車身質量,由此可知汽車輕量化是減少汽車能耗的重要途經[2-3]��。目前,汽車輕量化主要有車身結構優(yōu)化和汽車零件材料優(yōu)化兩種方法,汽車材料優(yōu)化是汽車輕量化發(fā)展的趨勢[4-5]�。在材料優(yōu)化中,鋁合金材料具有輕質和節(jié)能的效果,同時也可以提高汽車的舒適性和安全性,所以在汽車輕量化中得到大量運用[6-8]���。汽車覆蓋件是汽車的重要組成部分,約占汽車總質量的40%[9],因此,覆蓋件輕量化設計是汽車輕量化設計中一項重要的部分����。本文以某品牌汽車后座下內板為例,對其進行輕量化設計和成形工藝參數優(yōu)化�。
1、 某汽車后座下內板鋁代鋼輕量化設計
1.1 輕量化設計的評價準則
汽車覆蓋件輕量化設計的評價準則是通過結構優(yōu)化或材料優(yōu)化后,零件的性能與輕量化前一致或者更強�����。對于受力較大的汽車覆蓋件或結構件在設計時需要確保足夠的強度和剛度。后座下內板屬于非對稱�、非標準件,其強度和剛度通過施加相同的位移約束和集中載荷進行評價,通過對加載點的位移及零件上的最大應力進行比較�。零件的剛度I可通過公式(1)確定,零件的強度Q可通過應力分布公式(2)確定���。

(1)
(2)式中:F為載荷,kN;x為最大位移,mm;A為面積,mm2。
1.2 基于等強度/剛度的鋁代鋼輕量化設計
圖1為某品牌汽車后座下內板的設計圖,原設計材料為冷軋鋼板,材料牌號為B450LA,設計厚度為1 mm,本次輕量化目標材料為鋁合金板,材料牌號為AA6009���。原材料和目標材料的力學參數如表1所示�。
表1 原材料與目標材料的力學參數
Tab.1 Mechanical parameters of raw materials and target materials
圖1 某品牌汽車后座下內板的設計圖
Fig.1 Design drawing of the lower rear seat inner panel of a brand car
使用目標材料AA6009代替原材料B450LA時,為保證零件的強度及剛度不發(fā)生變化,通過對強度和剛度進行校核確定目標材料的厚度�����。
1)等剛度的鋁化輕量化設計是從彎曲剛度考慮零件的剛度,鋁合金板材厚度按式(3)計算可得1.40 mm����。
(3)式中:dAl為鋁合金板料的厚度,mm;dst為鋼板料的厚度,mm;Est為鋼板料的彈性模量,GPa;EAl為鋁合金板料的彈性模量,GPa。
2)等強度的鋁板輕量化設計是從彎曲強度考慮零件的強度,鋁合金板材厚度按式(4)計算可得1.34 mm��。
(4)式中:σst為鋼板料的屈服強度,MPa;σAl為鋁合金板料的屈服強度,MPa��。
由上述鋼度和強度校核可知,鋁合金AA6009厚度分別為1.40 mm和1.34 mm,為了同時滿足剛度和強度要求,取厚度為1.40 mm���。通過UG軟件對兩種不同材料的零件質量進行計算,采用鋼為坯料的汽車后座下內板質量為1.24 kg,采用鋁合金為坯料后座下內板質量為0.57 kg��。由此可見,雖然零件由原來的設計厚度1.00 mm增加到1.40 mm,但由于鋁的密度小于鋼的密度,采用鋁代鋼后零件的質量并未增加,反而減輕了質量,實現了輕量化優(yōu)化����。
2、 汽車后座下內板鋁合金沖壓成形質量控制
2.1 有限元模型創(chuàng)建
將后座下內板設計模型導入Dynaform,通過Dynaform的模面工程確認沖壓方向��、完成工序補充面、壓料面和實體拉延筋,并創(chuàng)建凹模模型,如圖2所示�。通過Dynaform的工具模塊和坯料工程完成有限元模型創(chuàng)建,模型包括凹模�����、突模�、壓邊圈和板料,如圖3所示���。

圖2 后座下內板凹模模型
Fig.2 Rear seat lower inner plate concave die model
圖3 后座下內板有限元模型
Fig.3 Finite element model of rear seat lower inner plate
2.2 成形優(yōu)化方案設計
鋁合金件的成形質量受模具結構���、工藝參數及環(huán)境因素的影響,其中工藝參數在生產過程中更容易調整,是汽車覆蓋件成形質量優(yōu)化首選方案。工藝參數包括壓邊力����、沖壓速度���、模具間隙和摩擦因數等參數。壓邊力在零件成形中起著重要的作用,過大的壓邊力會增加板料流動的阻性,造成板料發(fā)生開裂;而過小的壓邊力,則會增加材料的流動性,造成板料發(fā)生折皺��。由于后座下內板形狀復雜,且鋁合金材料彈性模量較小,采用傳統(tǒng)的恒定壓邊力無法滿足成形質量要求,因此,本實驗采用變壓邊力對零件成形質量進行優(yōu)化�。
選取變壓邊力�、模具間隙�、摩擦因數和沖壓速度作為正交實驗因素,以最大減薄率、最大增厚率和最大回彈量作為評價目標,構建4因素3水平正交實驗,如表2所示���。
表2 正交試驗因素水平表
Tab.2 Table of orthogonal test factor level
2.3 實驗結果分析
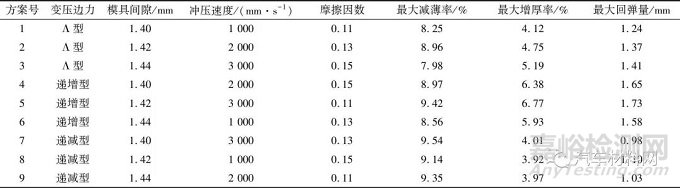
表3為根據正交實驗原理設計L9(34)正交實驗方案,并通過有限元仿真對最大減薄率��、最大增厚率和最大回彈量結果的統(tǒng)計表。從表3可以看出,最大減薄率為8.25%~9.56%,均符合最大減薄率小于10%的設計要求;最大增厚率為3.92%~6.77%,方案3至方案6的最大增厚率超過最大增厚率小于5%的設計要求;最大回彈量為0.98~1.73 mm,方案4至方案6的最大回彈量超過最大回彈量小于1.5 mm的設計要求��。
表3 正交試驗結果
Tab.3 Orthogonal test results
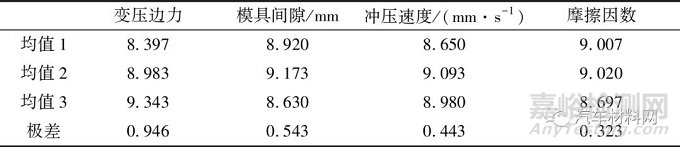
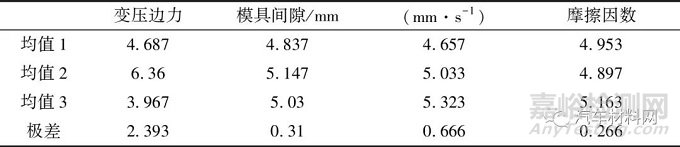
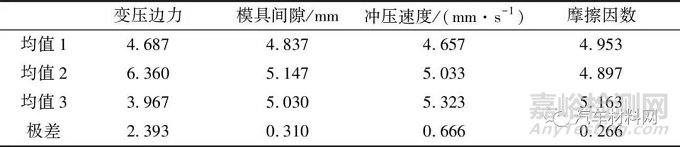
極差分析是判斷實驗因素對評價目標影響程度的方法之一,廣泛應用于正交實驗分析中。表4�、表5和表6分別是對最大減薄率�、最大增厚率和最大回彈量進行極差分析的結果����。從表4可知,影響汽車后座下內板的最大減薄率主次因素為:變壓邊力>模具間隙>沖壓速度>摩擦因數,以最大減薄率為優(yōu)化目標的最優(yōu)工藝參數為Λ型變壓邊力,模具間隙1.44 mm,沖壓速度1 000 mm/s,摩擦因數0.15�。從表5可知,影響影響汽車后座下內板的最大增厚率為:變壓邊力>沖壓速度>模具間隙>摩擦因數,以最大增厚率為優(yōu)化目標的最優(yōu)工藝參數為遞減型變壓邊力,沖壓速度1 000 mm/s,模具間隙1.44 mm,摩擦因數0.13��。從表6可知,影響汽車后座下內板的最大回彈量主次因素為:變壓邊力>沖壓速度>模具間隙>摩擦因數,以最大回彈量為優(yōu)化目標的最優(yōu)工藝參數為遞減型變壓邊力,沖壓速度1 000 mm/s,模具間隙1.40 mm,摩擦因數0.13。
表4 最大減薄率的極差分析
Tab.4 Range analysis of maximum thinning rate
表5 最大增厚率的極差分析
Tab.5 Range analysis of maximum thickening rate
表6 最大回彈量的極差分析
Tab.6 Range analysis of maximum rebound
2.4 工藝參數多目標優(yōu)化
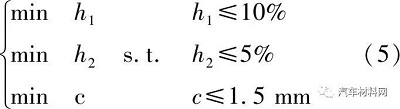
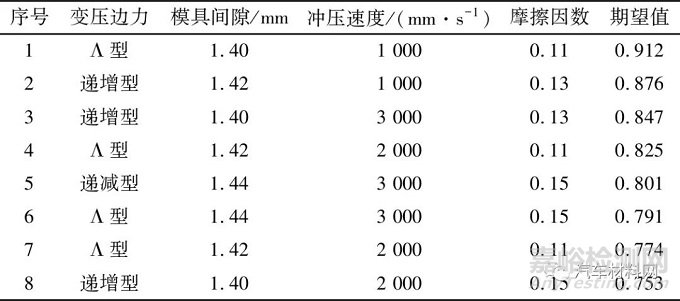
由上述分析可知,根據不同評價目標的最優(yōu)工藝參數組合不一致,為了使零件的最大減薄率、最大增厚率和最大回彈量同時達到最佳狀態(tài),需要對工藝參數進行多目標優(yōu)化��。根據零件最大減薄率≤10%��、最大增厚率≤5%、最大回彈量≤1.5 mm的設計要求及正交試驗因素,建立多目標優(yōu)化模型如式(5)所示����。利用Design-Expert軟件的Taguchi實驗將正交實驗和多目標優(yōu)化模型進行多目標求解,獲得不同期望值的參數組合,如表7所示。表7中期望值最大參數組合為最優(yōu)參數,獲得最優(yōu)工藝參數組合為:Λ型變壓邊力,模具間隙1.40 mm,沖壓速度1 000 mm/s,摩擦因數0.11�。
表7 Design-Expert多目標優(yōu)化結果
Tab.7 Multi-objective optimization results of Design-Expert
式中:h1為最大減薄率,%;h2為最大增厚率,%;c為最大回彈量,mm��。
2.5 最優(yōu)工藝參數成形仿真
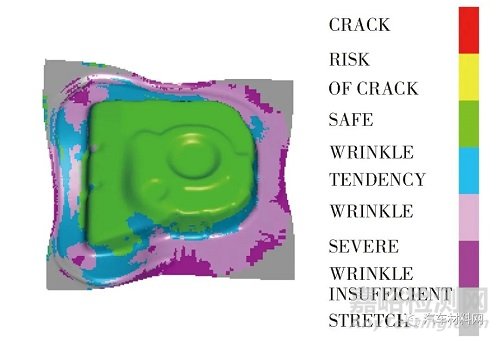
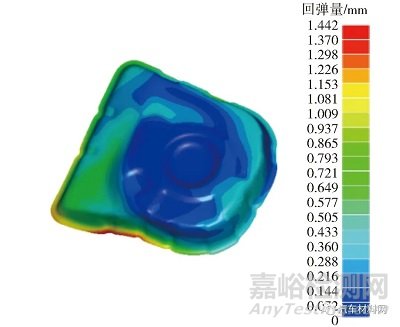
將最優(yōu)工藝參數通過dynaform軟件進行成形仿真和回彈分析,獲得零件成形極限圖(圖4)、零件修邊后的厚度分布圖(圖5)及零件修邊后的回彈分布圖(圖6)���。從圖4可以看出,零件絕大部分區(qū)域處于安全狀態(tài),有極少部位處于折皺趨勢,零件整體成形質量較好,符合設計要求�。從圖5可以看出,零件最小厚度為1.271 mm,最大厚度為1.460 mm,計算得最大減薄率為9.21%,最大增厚率為4.23%,2個評價指標均在零件的設計允許范圍內。從圖6可以看出,零件回彈主要發(fā)生在零件邊緣區(qū)域,最大回彈量位于左下角區(qū)域,最大回彈量為1.442 mm,未超過1.5 mm,符合零件的設計要求�。
圖4 零件成形極限圖
Fig.4 Part forming limit diagram
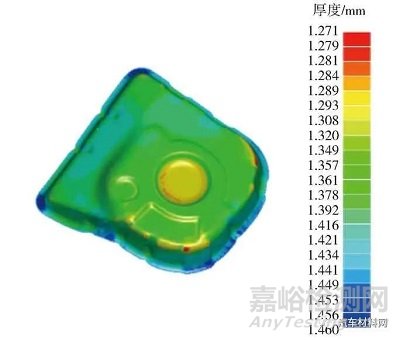
圖5 零件厚度分布圖
Fig.5 Part thickness distribution diagram
圖6 零件回彈分布圖
Fig.6 Part rebound distribution diagram
3、 結論
本文通過等鋼度和等強度完成某品牌汽車后座下內板鋁合金板材代替鋼板材,質量由原來的1.24 kg減少至0.57 kg,有效實現了輕量化設計�。通過正交實驗和極差分析,分別獲得影響最大減薄率�����、最大增厚率和最大回彈量的工藝參數主次關系,并完成工藝參數多目標優(yōu)化,獲得最優(yōu)工藝參數組合���。將最優(yōu)工藝參數進行仿真實驗,實驗表明該零件成形質量良好,各指標均符合設計要求,驗證了方案的可性性��。本文的設計方案能夠為企業(yè)在生產和設計中提供參考�。
參考文獻:
[1] 姜大乾.汽車尾氣排放污染及控制處理研究[J].內燃機與配件,2021(19):171-172.
[2] FRANK C.Current trends in automotive lightweighting strategies and materials[J].Materials,2021,14(21):6631.
[3] 韓友國,劉向陽,吳洪濤,等.電動汽車前艙蓋輕量化設計研究[J].汽車零部件,2022(7):5-8.
[4] 張娜,李海鵬,葛廣躍,等.車身輕量化設計方法及應用[J].汽車實用技術,2022,47(10):179-183.
[5] 楊升,王佳,陳奇鋒,等.商用汽車車橋輕量化設計思路與研究[J].汽車實用技術,2021,46(18):83-85.
[6] 胡珺輝.中美汽車輕量化技術對比分析與中方策略研究[D].武漢:華中科技大學,2019.
[7] 張欣,葉琳,馮薇麗,等.輕量化材料在商用車白車身的應用[J].汽車實用技術,2022,47(15):195-198.
[8] 張凱,蘇小平,周大雙.某鋁合金后副車架的分析與輕量化研究[J].重慶理工大學學報(自然科學),2022,36(7):102-108.
[9] 黃娟,黃波,喬小兵,等.變形鋁合金在汽車輕量化中的應用及挑戰(zhàn)[J].汽車工藝與材料,2022(9):15-18.