維氏硬度測試是靜態(tài)硬度測試中較為精確的一種方法���。在測試過程中發(fā)現(xiàn)����,ASTM E92—2017《金屬材料 維氏硬度和努氏硬度的標(biāo)準(zhǔn)試驗(yàn)方法》第7.10.3章中關(guān)于壓痕對角線判定的理解為:一條對角線長度的一半不應(yīng)大于另一條對角線長度一半的5%����,而NADCAP(美國航空航天和國防工業(yè)對航空航天工業(yè)的特殊產(chǎn)品和工藝的認(rèn)證)審核建議規(guī)定,任一對角線的一半不應(yīng)比該對角線的另一半長5%以上。同時(shí)國標(biāo)GB/T 4340.1—2009《金屬材料 維氏硬度試驗(yàn) 第1部分:試驗(yàn)方法》第7.6章中規(guī)定��,在平面上壓痕的兩條對角線長度之差不應(yīng)超過對角線長度平均值的5%�����。由此可見��,測試方法要求不同會影響對同一壓痕的判斷��。研究人員通過改變試樣的傾斜角度產(chǎn)生了不規(guī)則的壓痕���,對比分析了上述3種判定方法的計(jì)算結(jié)果���,優(yōu)化了壓痕不規(guī)則材料的硬度測試結(jié)果。
1����、試驗(yàn)方法和儀器
1.1 試驗(yàn)方法
試樣編號為Z711471���,標(biāo)準(zhǔn)示值為457HV�����,均勻度為2.8%�����。用標(biāo)準(zhǔn)試樣來進(jìn)行對比試驗(yàn)�。
試驗(yàn)載荷:0.2kgf(1kgf=9.80665N)。采用角度作為變量�����,同時(shí)測量對角線的長度�,盡量選取能夠清晰分辨壓痕,且改變角度時(shí)不傷害設(shè)備的載荷�����。
測試角度:0°與1°�����。標(biāo)準(zhǔn)片相對載物臺的角度為0°和1°�。將0°測得結(jié)果與計(jì)算結(jié)果作為標(biāo)準(zhǔn),將其他角度的測量值和計(jì)算結(jié)果所得曲線與標(biāo)準(zhǔn)曲線進(jìn)行對比����。為便于比較,在試樣上端墊高以改變角度,并且保證只改變豎直方向的角度�。
標(biāo)準(zhǔn)片硬度的選取:中值硬度��。由于要調(diào)整試樣的表面�,使其與試驗(yàn)臺水平面成一定角度,而高值硬度試樣材料不均勻或表面傾斜容易損壞壓頭����,故不使用高值硬度標(biāo)準(zhǔn)片進(jìn)行試驗(yàn)。
每組試驗(yàn)次數(shù)為36次���,用測得對角線長度進(jìn)行計(jì)算對比����。
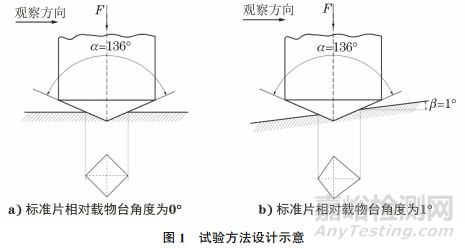
試驗(yàn)方法設(shè)計(jì)如圖1所示�。圖中α為壓頭對角線角度;β為試樣測試表面與載物臺角度�����;F為載荷�。
1.2 試驗(yàn)儀器
用全自動維氏硬度測試儀測試試樣的維氏硬度��;用角度調(diào)節(jié)器調(diào)節(jié)試樣的傾斜角度。
2����、設(shè)定變量與建立數(shù)學(xué)模型
2.1 變量的設(shè)定
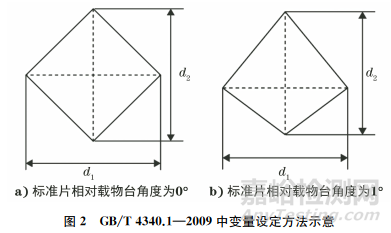
國標(biāo)中對角線判定規(guī)則的變量設(shè)定:將對角線的水平方向長度以及豎直方向長度分別設(shè)定為d1和d2(見圖2)。
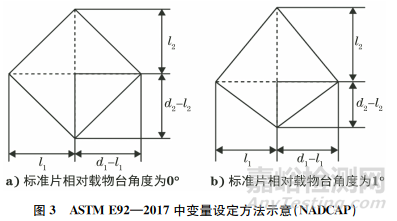
NADCAP審核指導(dǎo)建議中變量的設(shè)定:將豎直方向?qū)蔷€的上半條和下半條長度分別設(shè)定為l1與d1-l1��;將水平方向?qū)蔷€的上半條和下半條長度分別設(shè)定為l2與d2-l2(見圖3)���。
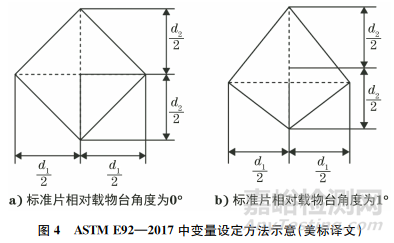
美標(biāo)譯文中變量的設(shè)定:將對角線水平方向長度的一半與對角線豎直方向長度的一半分別設(shè)定為d1/2和d2/2(見圖4)���。
2.2 建立數(shù)學(xué)模型
GB/T 4340.1—2009中對角線判定方法如式(1)所示。
NADCAP審核建議ASTM E92—2017中對角線判定方法如式(2)�����,(3)所示��。
美標(biāo)ASTM E92—2017譯文中對角線判定方法如式(4)所示����。
3、試驗(yàn)結(jié)果
3.1 標(biāo)準(zhǔn)片測值分析
正態(tài)分布曲線繪制:若隨機(jī)變量x服從一個數(shù)學(xué)期望為μ����、方差為σ2的正態(tài)分布����,記為N(μ�,σ2);則這個隨機(jī)變量就稱為正態(tài)隨機(jī)變量��,記作x~N(μ����,σ2)。假定測試得到的硬度遵循正態(tài)分布曲線�����,其概率密度函數(shù)如式(5)所示�����。
測試值應(yīng)在標(biāo)準(zhǔn)值的±3%誤差區(qū)間內(nèi)�,故置信區(qū)間應(yīng)為[443.29,470.71]�。
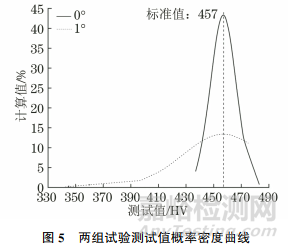
由式(5)初步計(jì)算,兩組試驗(yàn)的測試值符合正態(tài)分布曲線的趨勢�,由于計(jì)算結(jié)果過小,所畫曲線不易觀察�,最終將結(jié)果放大103倍再繪制曲線���。兩組試驗(yàn)測試值概率密度曲線如圖5所示�。
正態(tài)分布曲線的分析:試樣與載物臺呈0°時(shí),曲線的走勢明顯呈正態(tài)分布�,而試樣與載物臺角度為1°時(shí),曲線走勢已經(jīng)不是經(jīng)典的正態(tài)分布����,同時(shí)其概率密度也與標(biāo)準(zhǔn)值相差很大,方差和標(biāo)準(zhǔn)差都比試樣與載物臺呈0°時(shí)更大����。可知在改變試樣與載物臺的相對角度時(shí)���,測量結(jié)果有較大的偏差����。
3.2 對角線判定公式計(jì)算分析
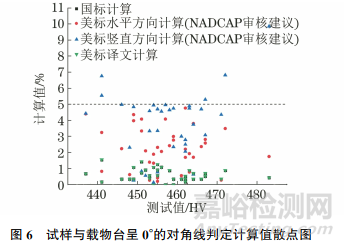
試樣與載物臺呈0°時(shí)�,3種方式對角線判定計(jì)算值的散點(diǎn)圖如圖6所示。測量值超出誤差范圍的點(diǎn)有4個�。雖然試樣與載物臺角度為0°,但是試驗(yàn)用標(biāo)準(zhǔn)片有2.8%的不均勻度�,不在誤差范圍內(nèi)的點(diǎn)很可能處在特殊位置��。
由圖6可知:按照NADCAP審核建議�,對于超誤差的4個測量點(diǎn)����,美標(biāo)對角線方法判斷為數(shù)據(jù)偏離點(diǎn),而同等條件下的國標(biāo)與美標(biāo)譯文要求則判定為正常��。
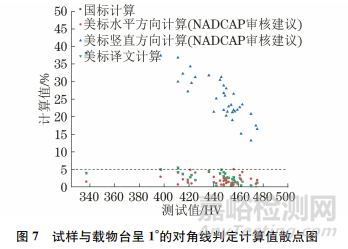
試樣與載物臺呈1°的對角線判定計(jì)算值的散點(diǎn)圖如圖7所示����。測量值超出誤差范圍的點(diǎn)有7個,明顯多于試樣與載物臺呈0°的點(diǎn)數(shù)���,說明試樣測試值的準(zhǔn)確與否與其表面是否平行于載物臺有很大關(guān)系�。
試樣與載物臺呈1°時(shí)�,按國標(biāo)判定,僅2點(diǎn)不滿足要求���,美標(biāo)譯文挑出3點(diǎn)不符合要求��,而NADCAP審核建議中美標(biāo)的對角線判定規(guī)則將對角線豎直方向均判定為不滿足誤差要求�,可以得出壓頭在豎直方向與試樣表面不平行的結(jié)論��。
對角線水平方向上的判定有14點(diǎn)滿足要求,1點(diǎn)不滿足要求�����,證明了試驗(yàn)滿足只改變豎直方向角度的設(shè)定���。
從36點(diǎn)的測量結(jié)果可以看到,按照國標(biāo)方法與美標(biāo)譯文計(jì)算測量對角線的長度��,絕大部分點(diǎn)的計(jì)算值均有效����,但是NADCAP審核建議中的美標(biāo)對角線判 定方式可以將問題點(diǎn)挑出。綜上可知����,NADCAP審核建議的美標(biāo)對角線判定規(guī)則更為嚴(yán)謹(jǐn)。
4��、結(jié)論
(1)試樣上��、下表面的平行度較好時(shí)���,3種方式測試結(jié)果差異較小��。
(2)滿足GB/T 4340.1—2009與ASTME 92—2017的要求時(shí)�����,對于一些對角線長度差異不大��,但是壓痕不規(guī)則的測試點(diǎn)��,NADCAP審核建議的美標(biāo)判定更為嚴(yán)謹(jǐn)�。
(3)由于試樣上、下表面不平行的角度過大�,測量值會變化很大而失去參考價(jià)值,同時(shí)可能造成拖尾現(xiàn)象��。在日常加工中��,要求試樣上����、下表面角度小于1°。