摘 要:框架類鑄件易變形�����,尺寸控制難度較大�����。以一款六缸柴油機曲軸箱為例���,從產(chǎn)品結(jié)構(gòu)�����、工藝布置��、溫度場分布和澆注系統(tǒng)設(shè)計等方面���,介紹扁長框架結(jié)構(gòu)鑄鐵件彎曲變形的潛在影響因素和預(yù)防措施���。結(jié)合CAE 仿真和三維光學(xué)掃描技術(shù),對形變進行量化分析���,為相似產(chǎn)品工藝設(shè)計提供參考���。
關(guān)鍵詞:框架結(jié)構(gòu);彎曲變形���;CAE 仿真���;三維光學(xué)掃描
引言
框架類鑄件在生產(chǎn)過程中容易產(chǎn)生變形,通常呈現(xiàn)為整體彎曲變形和局部收縮變形兩種模式��。其中彎曲變形主要是因為鑄件在冷卻凝固過程中受力不均�����,殘余應(yīng)力超過屈服強度產(chǎn)生的塑性變形[1]��。以一款在潮模砂造型線生產(chǎn)的六缸發(fā)動機曲軸箱為例,從產(chǎn)品結(jié)構(gòu)���、工藝布置、凝固溫度場分布和澆注系統(tǒng)設(shè)計4 個方面對比分析扁長的框架結(jié)構(gòu)鑄件生產(chǎn)變形的潛在原因和預(yù)防措施��。
1��、 框架鑄件變形問題描述
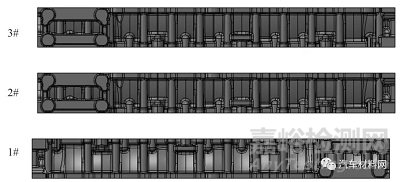
開發(fā)一款6 缸發(fā)動機曲軸箱���,鑄件材質(zhì)為HT250�����,為提升工藝出品率��,根據(jù)產(chǎn)品尺寸和造型線砂箱尺寸��,采用一箱3 件的工藝布置方案��。其中3 件鑄件在型腔內(nèi)的狀態(tài)不完全一致���,依次為1#、2#和3#���,其中2#和1#中心對稱布置���,3#與2#同向布置�����,如圖1 所示��。
圖1 一箱3 件工藝布置示意圖
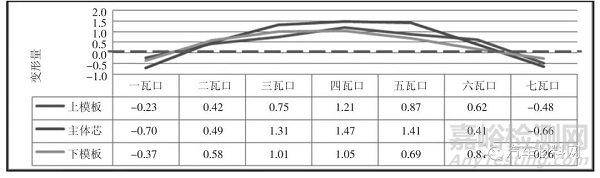
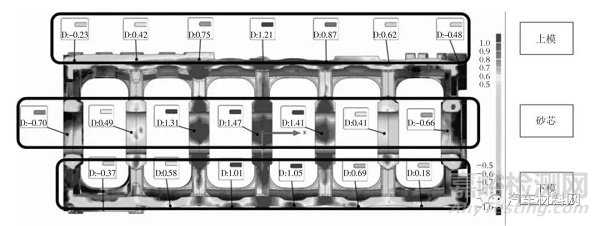
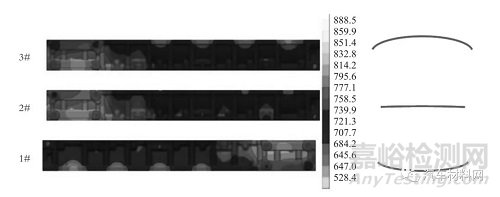
初始工藝將內(nèi)澆道布置在下平面瓦口對面位置���,生產(chǎn)一批次鑄件,對同一箱澆注的3 件鑄件進行掃描檢測���,結(jié)果顯示3 件鑄件均產(chǎn)生不同程度的彎曲變形��,其中2#輕微變形但滿足鑄造公差要求�����;1#和3#變形量大�����,超出鑄造公差要求��,且超差數(shù)據(jù)有規(guī)律分布�����。為排除組芯合模造成的錯型干擾��,在上模�����、主體芯組��、下模成型的鑄件區(qū)域分別取點檢測���,并統(tǒng)計數(shù)據(jù)進行對比分析,瓦口側(cè)檢測數(shù)據(jù)如圖2 所示��,數(shù)據(jù)統(tǒng)計分析見表1�����。
表1 瓦口側(cè)掃描數(shù)據(jù)對比分析表
圖2 瓦口側(cè)掃描檢測圖
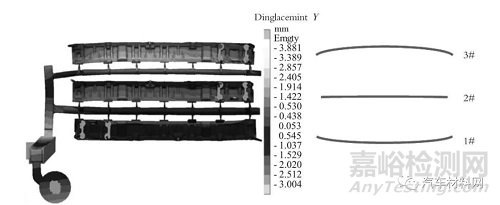
下平面?zhèn)葯z測數(shù)據(jù)如圖3 所示�����,數(shù)據(jù)統(tǒng)計分析見表2。
表2 下平面?zhèn)葤呙钄?shù)據(jù)對比分析表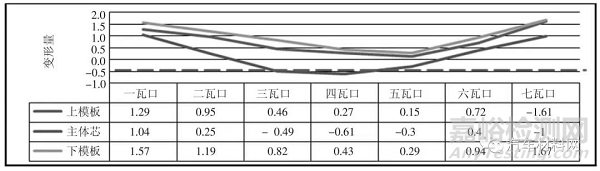
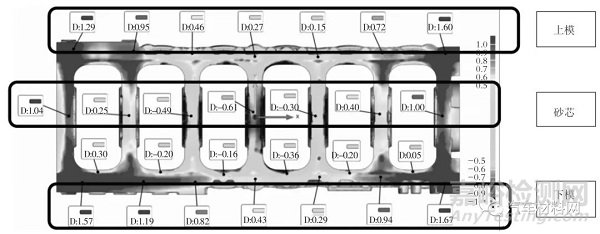
圖3 下平面?zhèn)葤呙鑼Ρ冉Y(jié)果
綜合分析以上統(tǒng)計數(shù)據(jù)���,結(jié)果顯示:由上模���、砂芯、下模成型的鑄件尺寸超差趨勢一致���,瓦口側(cè)兩端近似持平���、中間向外凸出,平面?zhèn)戎虚g近似持平�����、兩端向外翹起�����,鑄件整體呈現(xiàn)出彎曲變形�����。實際測量兩端與中間的最大差值達到2.0 mm。
2��、 潛在變形原因分析
2.1 產(chǎn)品結(jié)構(gòu)造成的內(nèi)應(yīng)力
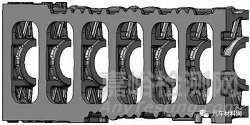
該框架鑄件材質(zhì)為HT250���,長度近1000 mm�����、寬度約350 mm�����、厚度僅100 mm,均布6 處鏤空大缸�����,連接板最大寬度48 mm��,R30 mm 圓角過渡��,為典型的扁長框架結(jié)構(gòu)���,瓦口側(cè)結(jié)構(gòu)相對孤立��,下平面相互連接�����,如圖4 所示�����。
圖4 鑄件結(jié)構(gòu)示意圖
為研究產(chǎn)品結(jié)構(gòu)自身對彎曲變形的影響���,對單一鑄件進行了凝固模擬和應(yīng)力分析�����。結(jié)果顯示��,鑄件自身出現(xiàn)瓦口側(cè)中間高���,兩端低的彎曲變形趨勢,如圖5 所示�����。主要是因為單一鑄件在凝固收縮時���,中間鏤空部位由砂芯填充���,相對孤立的瓦口收縮受阻��,相互連接的下平面凝固過程中線性收縮�����,在下平面形成拉應(yīng)力促使鑄件產(chǎn)生彎曲變形���。
圖5 單一鑄件凝固模擬示意圖
2.2 工藝布局溫度場分析
不考慮澆注系統(tǒng),僅對3 件鑄件進行凝固分析��,溫度場分布如圖6 所示���,其中1#和3#鑄件一側(cè)為2#鑄件形成的熱環(huán)境,另一側(cè)為砂芯砂型形成的冷環(huán)境��,不平衡的溫度場影響鑄件單一的凝固順序�����。鑄件冷卻較快的一側(cè)受壓應(yīng)力產(chǎn)生內(nèi)凹變形���,冷卻較慢的一側(cè)受拉應(yīng)力產(chǎn)生外凸變形[2]��。而處于中間的2#同時受到兩側(cè)鑄件產(chǎn)生的溫度場的影響�����,凝固環(huán)境相對平衡��,基本保持單一的凝固順序���。
圖6 一箱三件凝固溫度場示意圖
2.3 澆注系統(tǒng)布置分析
對于采用一箱多件���、立置澆注的工藝布置方案。橫澆道和內(nèi)澆道位置的設(shè)定��,有兩種方案可選擇:一是內(nèi)澆道布置在瓦口主軸承位置��,二是內(nèi)澆道布置在下平面���。
分別對內(nèi)澆道設(shè)計在瓦口側(cè)和平面?zhèn)鹊膬煞N方案��,進行凝固應(yīng)力模擬分析��,對比兩種內(nèi)澆口布置方案的變形趨勢��。結(jié)果顯示�����,內(nèi)澆口在瓦口側(cè)的3 件鑄件均未產(chǎn)生明顯的變形�����。而內(nèi)澆口在下平面的3 件鑄件1#和3#出現(xiàn)明顯的變形��,變形趨勢均為外凸��,2#未產(chǎn)生明顯變形�����,仿真計算結(jié)果與實物尺寸檢測結(jié)果趨勢一致��,如圖7 所示�����。
圖7 澆注系統(tǒng)與鑄件變形趨勢示意圖
原因分析:在凝固中后期�����,薄壁鑄件和內(nèi)澆道優(yōu)先凝固�����,粗壯的橫澆道開始凝固�����,線性收縮產(chǎn)生通過內(nèi)澆道對鑄件施加向內(nèi)的拉應(yīng)力���,使得鑄件呈現(xiàn)出如圖8 所示的歪曲變形���。
圖8 澆注系統(tǒng)對鑄件變形作用示意圖
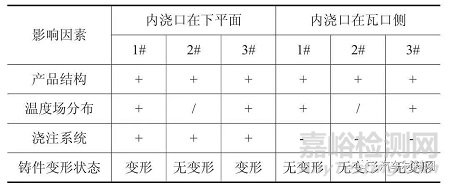
綜合上述三方面潛在變形原因和影響趨勢,可得出如下的對應(yīng)關(guān)系�����。產(chǎn)品結(jié)構(gòu)存在固有的潛在變形趨勢�����,溫度場對不同位置鑄件的形變影響為兩側(cè)促進��、中間抑制���,澆注系統(tǒng)在平面?zhèn)却龠M變形���、在瓦口側(cè)抑制變形��,詳見表3���。
表3 鑄件變形影響因素矩陣表
注:與變形正影響用“+”表示,與變形負影響用“-”表示���,無影響用“/”表示�����;
當(dāng)產(chǎn)品三種影響因素都為正關(guān)系時�����,鑄件變形趨勢相互疊加���,加劇鑄件彎曲變形。當(dāng)三種影響因素為正負關(guān)系時�����,鑄件變形趨勢相互抵消�����,抑制鑄件彎曲變形���。
3��、 生產(chǎn)驗證與尺寸檢測
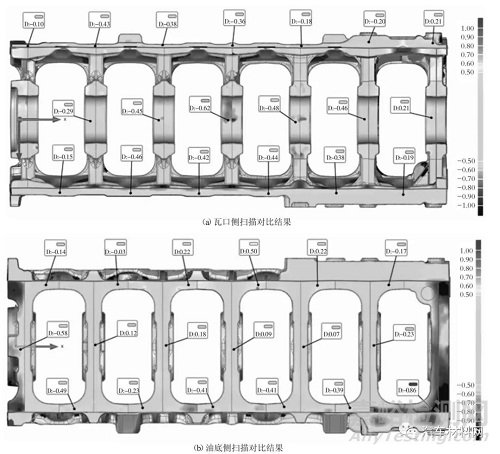
通過理論分析和仿真計算�����,發(fā)現(xiàn)在相同的工藝布局下�����,內(nèi)澆道布置位置是鑄件彎曲變形的主要影響因素��,據(jù)此進行工藝改進���,將內(nèi)澆道布置在瓦口主軸承位置,生產(chǎn)一批次鑄件��,對同一箱澆注的3 件鑄件進行外觀掃描檢測,結(jié)果顯示尺寸全部合格�����,偏差在±0.5 mm 以內(nèi)���,鑄件中間與兩端沒有明顯的彎曲變形���,掃描對比結(jié)果如圖9 所示。
圖9 內(nèi)澆口布置在瓦口主軸承的鑄件掃描對比結(jié)果
4�����、 結(jié)論
通過理論分析�����、CAE 仿真并結(jié)合實際生產(chǎn)驗證和測量分析���,得出如下結(jié)論:
(1)扁長的框架結(jié)構(gòu)鑄件在凝固時易產(chǎn)生使鑄件彎曲變形的內(nèi)應(yīng)力���。
(2)不平衡的溫度場加劇鑄件變形,相對平衡的溫度場能減緩鑄件變形���,工藝設(shè)計時應(yīng)結(jié)合產(chǎn)品結(jié)構(gòu)選擇合理的工藝布局�����。
(3)澆注系統(tǒng)在冷卻凝固收縮過程中也會產(chǎn)生使鑄件彎曲的拉應(yīng)力�����。內(nèi)澆道布置在瓦口側(cè)會抵消鑄件自身變形�����,尺寸精度高��;內(nèi)澆道布置在平面?zhèn)葧觿¤T件自身變形��,造成尺寸超差�����。
(4)框架類鑄件工藝開發(fā)��,應(yīng)統(tǒng)籌考慮產(chǎn)品結(jié)構(gòu)��、工藝布局等對鑄件尺寸的影響��,合理設(shè)計澆注系統(tǒng)�����,提高鑄件尺寸精度�����。也可根據(jù)產(chǎn)品結(jié)構(gòu)和工藝布局設(shè)計反變形�����,必要時增加工藝輔助結(jié)構(gòu)�����,抑制變形[3]��。
參考文獻:
[1] 陳國楨,肖刻則,姜不居.鑄件缺陷和對策手冊[M].北京:機械工業(yè)出版社,1996.
[2] 柳百成,黃天佑.中國材料工程大典-材料鑄造成型工程[M].北京:化學(xué)工業(yè)出版社,2005.
[3] 周照峰.一種框架形鑄件的鑄造工藝設(shè)計[J].現(xiàn)代鑄鐵,2017(04):40-41.