采用不同參數(shù)的輥壓成形工藝制備平板和套筒金屬橡膠試樣����,與沖壓成形平板金屬橡膠試樣進(jìn)行形貌與動(dòng)態(tài)力學(xué)性能對(duì)比分析��,并研究了輥壓工藝參數(shù)對(duì)試樣動(dòng)態(tài)力學(xué)性能的影響����。結(jié)果表明:相比于沖壓成形��,輥壓成形平板金屬橡膠試樣的結(jié)構(gòu)均勻且金屬絲間勾連效果更好��,損耗因子和動(dòng)剛度更小����;輥壓平板金屬橡膠試樣的損耗因子隨輥壓轉(zhuǎn)速的增大而增大,隨壓下率和進(jìn)料角度的增大而減小��,動(dòng)剛度隨壓下率和輥壓轉(zhuǎn)速的增大而增大����,隨進(jìn)料角度的增大而減?����。惠亯禾淄步饘傧鹉z試樣的動(dòng)剛度隨激振頻率����、激振振幅和預(yù)緊間距的增大而減小�����,損耗因子隨激振頻率和激振振幅的增大而減小�����,隨預(yù)緊間距的增大而增大��。
1��、 試樣制備與試驗(yàn)方法
1.1 試樣制備
試驗(yàn)材料為304不銹鋼金屬絲,其直徑為0.3mm�����,密度為7.93g·cm-3,硬度小于200HV�����,抗拉強(qiáng)度大于520MPa��。使用繞絲機(jī)將金屬絲繞制成螺旋卷,螺旋卷的直徑和螺距均為3mm�����。使用自主研發(fā)的數(shù)控自動(dòng)金屬絲網(wǎng)毛坯纏繞設(shè)備將繞制的螺旋卷進(jìn)行等螺距拉伸��,使螺旋卷間可以更好地勾連����,再在工裝上進(jìn)行45°方向纏繞�����,得到金屬橡膠毛坯。
先采用沖壓成形工藝制備平板金屬橡膠試樣�����。將金屬橡膠毛坯放入模具中進(jìn)行冷沖壓成形,最大成形壓力為25.5kN�����,沖壓速度為5mm·min-1,制備得到的沖壓平板金屬橡膠試樣的尺寸 為60mm×60mm×4mm����。
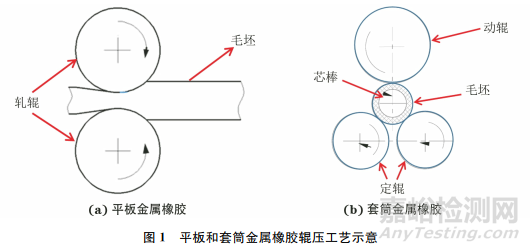
采用輥壓成形工藝制備平板和套筒金屬橡膠試樣,輥壓工藝如圖1所示����。將金屬橡膠毛坯放入自動(dòng)化輥壓機(jī)����,通過上����、下軋輥對(duì)毛坯施加對(duì)稱作用力����,使毛坯產(chǎn)生塑性變形��,工藝參數(shù)見表1����,制備得到平板金屬橡膠試樣��。將覆蓋金屬橡膠毛坯的芯棒固定在自主研發(fā)的自動(dòng)化輥壓機(jī)上,通過限位塊限制毛坯的位移,動(dòng)輥由電機(jī)帶動(dòng)旋轉(zhuǎn)�����,升降結(jié)構(gòu)壓迫芯軸向下移動(dòng)直至接觸定輥,工藝參數(shù)見表2��,制備得到套筒金屬橡膠試樣。輥壓平板金屬橡膠試樣的尺寸為60mm×60mm×4mm�����,輥壓套筒金屬橡膠試樣的內(nèi)徑為50 mm����,外徑為60mm,高度為62mm�����。
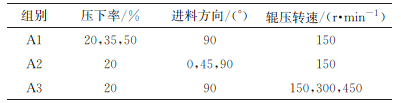
表1 平板金屬橡膠試樣輥壓成形工藝參數(shù)
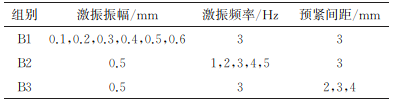
表2 套筒金屬橡膠試樣輥壓成形工藝參數(shù)
1.2 試驗(yàn)方法
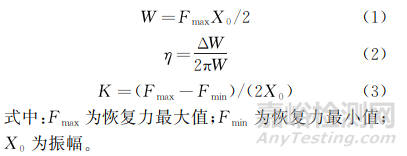
使用掃描電子顯微鏡(SEM)觀察金屬橡膠試樣的形貌����。使用高低溫動(dòng)靜材料試驗(yàn)機(jī)進(jìn)行室溫動(dòng)態(tài)力學(xué)性能試驗(yàn),對(duì)金屬橡膠試樣施加頻率為1Hz��、振幅為0.6mm的正弦位移激勵(lì)����,通過試驗(yàn)機(jī)的數(shù)據(jù)采集系統(tǒng)記錄力和位移信號(hào)����,繪制恢復(fù)力-位移曲線�����。對(duì)恢復(fù)力-位移曲線進(jìn)行積分����,曲線包圍的面積即為耗能 W�����。根據(jù)恢復(fù)力-位移曲線計(jì)算儲(chǔ)能W����、損耗因子η和動(dòng)剛度K,計(jì)算公式如下:
2�����、 試驗(yàn)結(jié)果與討論
2.1 沖壓和輥壓平板試樣的形貌和性能
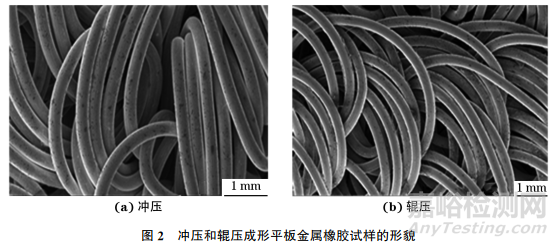
由圖2可見����,沖壓成形平板金屬橡膠試樣的表面不平整,分層現(xiàn)象明顯����,成形不完全�����。這是由于沖壓引入的大多是縱向力����,金屬絲之間的摩擦力和位移較小�����,因此會(huì)出現(xiàn)較多勾連強(qiáng)度低的圓弧平面兩側(cè)線接觸�����,造成分層�����。輥壓成形平板金屬橡膠試樣的結(jié)構(gòu)均勻且金屬絲間勾連效果更好��,這是由于輥壓解決了引入應(yīng)力不均勻的問題��,在橫向力的作用下金屬絲之間的摩擦力和位移較大��,因此會(huì)出現(xiàn)勾連強(qiáng)度較好的圓弧內(nèi)外兩側(cè)線接觸����。
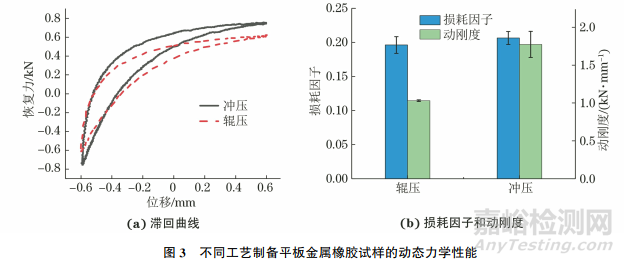
由圖3可見,沖壓和輥壓成形平板金屬橡膠試樣的滯回曲線不重合����,沖壓平板試樣滯回曲線包圍的面積略大于輥壓平板試樣,說明沖壓平板試樣的耗能更大�����。輥壓平板試樣的損耗因子略低于沖壓平板試樣�����,動(dòng)剛度則明顯低于沖壓平板試樣��,這是由于沖壓平板試樣中金屬絲的空間結(jié)構(gòu)為徑向受載的微彈簧結(jié)構(gòu)����,其剛度大于輥壓平板試樣中軸向受載的微彈簧結(jié)構(gòu)。
2.2 輥壓參數(shù)對(duì)平板試樣動(dòng)態(tài)力學(xué)性能的影響
2.2.1 壓下率的影響
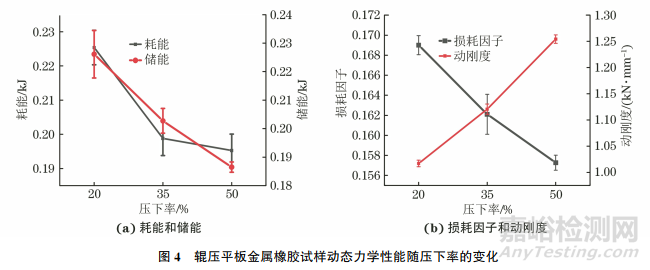
由圖4可見����,輥壓平板試樣的耗能��、儲(chǔ)能和損耗因子均隨壓下率的增大而降低����。這是因?yàn)殡S著壓下率的增大����,軋制力逐漸增大,螺旋卷之間的接觸面積減小�����,所產(chǎn)生的摩擦力也隨之減少�����,所以儲(chǔ)能、耗能和損耗因子均降低����。平板金屬橡膠試樣的動(dòng)剛度隨壓下率的增大而增大��。這是因?yàn)殡S著壓下率的增大,輥壓道次減少�����,螺旋卷發(fā)生較大角度轉(zhuǎn)動(dòng)的次數(shù)減少����,所以動(dòng)剛度增大。
2.2.2 進(jìn)料方向的影響
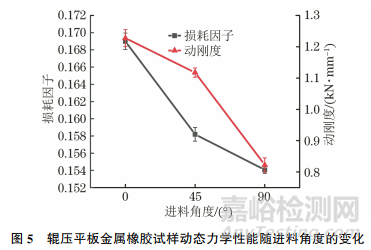
由圖5可見:當(dāng)進(jìn)料角度為0°時(shí)�����,輥壓平板試樣的損耗因子和動(dòng)剛度均最大��,動(dòng)態(tài)力學(xué)性能較好����,這是因?yàn)樵摻嵌认侣菪碇g的貼合更緊密,接觸點(diǎn)數(shù)量增加����;當(dāng)進(jìn)料角度為90°時(shí)�����,試樣的損耗因子和動(dòng)剛度均最小����,這是因?yàn)樵摻嵌认戮€圈間的接觸點(diǎn)減少����,螺旋卷趨于分離。
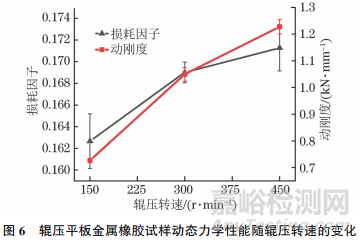
2.2.3 輥壓轉(zhuǎn)速的影響
由圖6可見����,輥壓平板試樣的損耗因子和動(dòng)剛度均隨輥壓轉(zhuǎn)速的增大而增大。這是因?yàn)檩亯恨D(zhuǎn)速越小����,毛坯在兩輥之間受到擠壓的時(shí)間越長,螺旋卷的間隙越大�����,導(dǎo)致接觸點(diǎn)減少�����,損耗因子減小����;輥壓轉(zhuǎn)速減小,試樣中懸臂梁與水平面之間的夾角變小�����,導(dǎo)致動(dòng)剛度減小�����。
2.3 輥壓參數(shù)對(duì)套筒試樣動(dòng)態(tài)力學(xué)性能的影響
2.3.1 激振振幅的影響
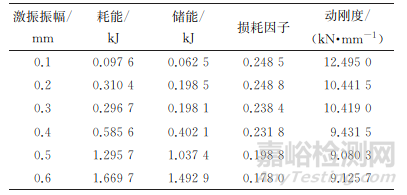
表3 不同激振振幅下輥壓套筒金屬橡膠試樣的動(dòng)態(tài)力學(xué)性能
由表3可見����,在相同激振頻率下��,隨著激振振幅的增大����,輥壓套筒試樣的損耗因子和動(dòng)剛度減小,耗能和儲(chǔ)能增大����。這是因?yàn)榧ふ裾穹黾邮乖嚇觾?nèi)金屬絲的位移增大����,接觸面的滑動(dòng)摩擦力增大�����,導(dǎo)致耗能增大�����;由于金屬橡膠具有明顯的非線性漸硬化特性�����,其最大恢復(fù)力與振幅成正比��,因此儲(chǔ)能增大�����,并且儲(chǔ)能的增大速率大于耗能�����,因此損耗因子減小。
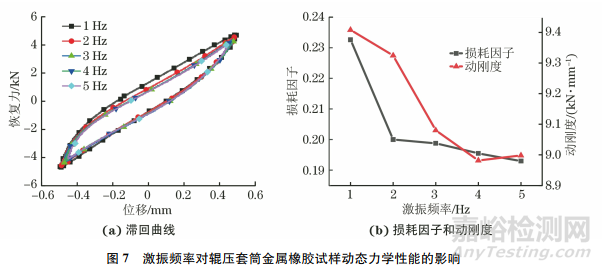
2.3.2 激振頻率的影響
由圖7可見:當(dāng)激振頻率為1~2Hz����,尤其是1Hz時(shí),輥壓套筒試樣的滯回曲線所覆蓋的面積明顯大于其他激振頻率下����;當(dāng)激振頻率為3~5Hz時(shí),試樣的滯回曲線幾乎重合����。這說明試樣的耗能隨激振頻率的增大先減小后趨于穩(wěn)定��。隨著激振頻率的增加����,試樣的損耗因子和動(dòng)剛度減小,最終趨于穩(wěn)定��。激振頻率的增加使試樣內(nèi)部螺旋卷的空間位置來不及完全恢復(fù)��,導(dǎo)致試樣內(nèi)部的相對(duì)摩擦力不足�����,從而降低損耗因子;同時(shí)使試樣之間的干摩擦轉(zhuǎn)化為動(dòng)摩擦�����,動(dòng)剛度減小�����。
2.3.3 預(yù)緊間距的影響
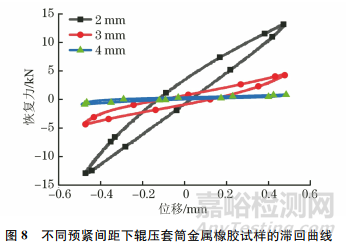
由圖8可知��,隨著預(yù)緊間距的增大��,輥壓套筒試樣的恢復(fù)力減小����,滯回曲線的面積減小,說明金屬橡膠的耗能隨預(yù)緊間距的增大而減小����。
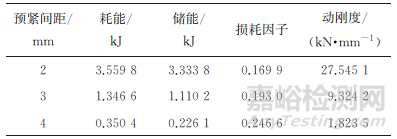
表4 不同預(yù)緊間距下輥壓套筒金屬橡膠試樣的動(dòng)態(tài)力學(xué)性能
由表4可知,隨預(yù)緊間距的增大�����,輥壓套筒試樣的耗能����、儲(chǔ)能和動(dòng)剛度均減小����,損耗因子增大��。這是因?yàn)轭A(yù)緊間距的增大使金屬絲間的接觸不充分����,干摩擦減小,耗能和儲(chǔ)能降低��,并且耗能降低速率小于儲(chǔ)能����,因此損耗因子增大�����。
3��、 結(jié) 論
(1)沖壓平板金屬橡膠試樣表面不平整����,分層現(xiàn)象明顯�����,輥壓平板金屬橡膠試樣結(jié)構(gòu)均勻且金屬絲間勾連效果更好��;輥壓平板金屬橡膠試樣的損耗因子和動(dòng)剛度均低于沖壓平板金屬橡膠試樣�����,其中動(dòng)剛度的降低尤其顯著��。
(2)輥壓平板金屬橡膠試樣的損耗因子隨輥壓轉(zhuǎn)速的增大而增大��,隨壓下率和進(jìn)料角度的增大而減?����?���;動(dòng)剛度隨壓下率和輥壓轉(zhuǎn)速的增大而增大��,隨進(jìn)料角度的增大而減小����。
(3)輥壓套筒金屬橡膠試樣的動(dòng)剛度隨激振頻率����、激振振幅和預(yù)緊間距的增大而減?�?���;損耗因子隨激振頻率和激振振幅的增大而減小,隨預(yù)緊間距的增大而增大��。
引用本文:
熊赟玲子����,鄒路明,李昂熙����,等.輥壓工藝參數(shù)對(duì)平板和套筒金屬橡膠動(dòng)態(tài)力學(xué)性能的影響[J].機(jī)械工程材料,2023��,47(6):14-19.
Xiong Y L Z , Zou L M, Li A X, et al.Effect of Rolling Process Parameters on Dynamic Mechanical Properties of Flatand Sleeve Metal Rubber, 2023, 47(6): 14-19.
DOI:10.11973/jxgccl202306003