1-產(chǎn)品結(jié)構(gòu)
目前���,臨床使用的顱內(nèi)血栓抽吸導(dǎo)管由內(nèi)到外的結(jié)構(gòu)普遍是四層設(shè)計,分別為PTFE Liner內(nèi)層→中間金屬層→高分子外層→外層表面親水涂層�;如下圖所示:
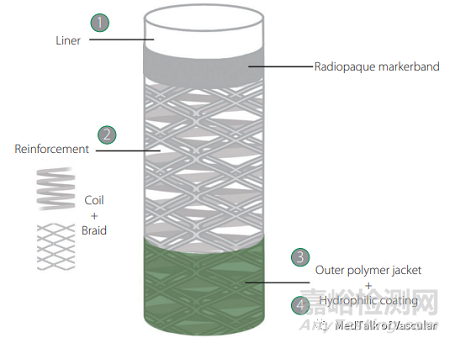
血栓抽吸導(dǎo)管效果圖
2-工藝技術(shù)與設(shè)備
如果需要生產(chǎn)出一款滿足設(shè)計規(guī)范的顱內(nèi)血栓抽吸導(dǎo)管產(chǎn)品的話���,其主要的涉及工藝和相關(guān)設(shè)備如下:
1)顯影環(huán)安裝
工藝:在PTFE Liner表面安裝顯影標(biāo)記環(huán)
工藝目的:使最終導(dǎo)管在X光機(jī)下具有一定的顯影性���,方便醫(yī)生操作導(dǎo)管
相關(guān)設(shè)備:一般人工點膠將顯影環(huán)固定在PTFE Liner表面
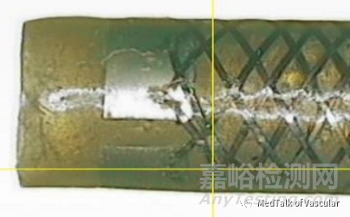
PS:顯影環(huán)具有兩種類型,一種是傳統(tǒng)的管狀閉環(huán)顯影環(huán)���,另外一種是開口的成C型顯影環(huán)���,如下圖所示:
Sofia Plus導(dǎo)管遠(yuǎn)端C型顯影環(huán)實拍圖
小編觀點:小編之前做顱內(nèi)血栓抽吸導(dǎo)管研發(fā)時做過類似的對比實驗:得出的結(jié)論為C型顯影環(huán)的優(yōu)點在于經(jīng)過編織和流變工序后顯影環(huán)處的OD值會比閉環(huán)顯影環(huán)的小����,這是因為在編織或者是流變過程當(dāng)中由于C型的存在,顯影環(huán)會與PTFE Liner貼合的更緊�,也有研發(fā)朋友說C型顯影環(huán)能夠增加導(dǎo)管遠(yuǎn)端的柔軟性�,關(guān)于這一點小編沒有得出有說服力的數(shù)據(jù)來證明這個觀點�,遂小編不是很贊同�。
2)繞簧
工藝:在PTFE Liner表面繞上一定螺距的金屬絲,金屬絲一般為不銹鋼或鎳鈦圓絲
工藝目的:獲得繞簧半成品組件����,為后續(xù)編織工序做準(zhǔn)備
相關(guān)設(shè)備:繞簧機(jī)
3)編織
工藝:在繞簧半成品表面編織一定形狀的金屬編織層���,金屬絲一般為不銹鋼或鎳鈦扁絲或圓絲
工藝目的:獲得編織半成品組件,為后續(xù)流變工序做準(zhǔn)備
相關(guān)設(shè)備:編織機(jī)
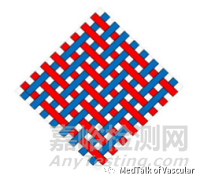
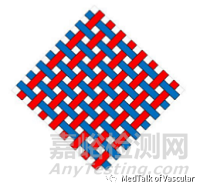
常見的編織方式有以下幾種:
1壓2或2壓1形式 1壓1形式 2壓2形式
4)顯影環(huán)與編織線焊接
工藝:焊接工序
工藝目的:使顯影環(huán)與編織線焊接在
相關(guān)設(shè)備:電阻焊機(jī)
PS:只有當(dāng)導(dǎo)管遠(yuǎn)端只有金屬編織結(jié)構(gòu)時具有這一步
5)流變
工藝:導(dǎo)管流變工序
工藝目的:將不同材料不同軟硬度的高分子管材套在編織半成品表面采用流變機(jī)將高分子與金屬絲以及PTFE Liner融合在一起獲得導(dǎo)管流變半成品���,為后續(xù)粘接導(dǎo)管座做準(zhǔn)備
相關(guān)設(shè)備:流變機(jī)���,切管機(jī)
6)導(dǎo)管座粘結(jié)
工藝:導(dǎo)管座粘結(jié)
工藝目的:將流變后導(dǎo)管組件與導(dǎo)管座粘結(jié)在一起,為后續(xù)親水涂層做準(zhǔn)備
相關(guān)設(shè)備:UV光固化機(jī)
7)親水涂層
設(shè)備:導(dǎo)管親水涂層
工藝目的:使得導(dǎo)管遠(yuǎn)端外表面獲得一定厚度的親水超滑涂層����,降低產(chǎn)品在使用時表面的摩擦阻力
相關(guān)設(shè)備:親水涂層機(jī)
8)內(nèi)包裝
工藝:內(nèi)包裝工藝
工藝目的:使產(chǎn)品獲得無菌屏障���,為后續(xù)滅菌做準(zhǔn)備
相關(guān)設(shè)備:封口機(jī)
9)滅菌
工藝:滅菌工藝
工藝目的:使產(chǎn)品無菌
相關(guān)設(shè)備:滅菌柜
總結(jié):目前國內(nèi)具有顱內(nèi)血栓抽吸適應(yīng)癥的抽吸導(dǎo)管大約在10款左右���,超適應(yīng)癥使用的導(dǎo)管大約在50+款,從這樣的產(chǎn)品注冊證的數(shù)據(jù)來看�,國內(nèi)相關(guān)產(chǎn)品制造工藝水平已經(jīng)處于不錯的水平了,國產(chǎn)替代化的進(jìn)程相對較快����。