醫(yī)用高分子材料是高分子化合物基體與添加劑構(gòu)成的聚合材料���,主要用于醫(yī)用耗材、植入物等醫(yī)療器械生產(chǎn)���,極少數(shù)高端醫(yī)用高分子材料被用作藥物控釋載體��。
按照材料來源劃分,醫(yī)用高分子材料可以分為自然醫(yī)用高分子材料與合成醫(yī)用高分子材料��。自然醫(yī)用高分子材料指從自然界的動(dòng)��、植物體內(nèi)提取的天然活性高分子物質(zhì)���,在自然界中廣泛存在,且具有良好的生物相容性���,可自發(fā)降解�����,具體包括纖維素、甲殼素��、殼聚糖、膠原蛋白��、透明質(zhì)酸�����、葡萄糖���、淀粉�����、肝素等�����。合成醫(yī)用高分子材料指與人體組織�����、器官等天然高分子相似的化學(xué)結(jié)構(gòu)與物理性能的人工合成物質(zhì)�����。
依據(jù)合成材料性質(zhì)�����,可將合成醫(yī)用高分子材料劃分為可降解合成醫(yī)用高分子材料與不可降解合成醫(yī)用高分子材料,其中可降解合成醫(yī)用高分子材料包括聚乳酸��、聚氨基酸���、聚酸酐、聚碳酸酯等�����,不可降解合成醫(yī)用高分子材料包聚乙烯���、聚丙烯���、聚氯乙烯��、聚氨酯�����、聚丙烯酸���、尼龍���、有機(jī)硅聚合物等。醫(yī)用高分子材料通常與人體血液���、體液及皮膚直接接觸���,要求具有生物相容性(包括血液相容性、組織相容性��、降解產(chǎn)物可吸收性),以及具有穩(wěn)定的物理性能��、良好的化學(xué)性能��、穩(wěn)定的力學(xué)性能���。
一��、醫(yī)用高分子材料特點(diǎn)
同普通高分子材料相比���,醫(yī)用高分子材料在單體及其聚合物的殘留、鋅���、鉛���、鎘、銅���、鋇��、錫等金屬離子的殘留及樹脂純度��、分子量分布等都有較高要求��。但是在塑料類醫(yī)療器械的制備和產(chǎn)業(yè)化過程中���,決定醫(yī)療器械質(zhì)量和水平的不僅僅是醫(yī)用塑料本身的性能���。實(shí)際上在塑料類醫(yī)療器械的制備中,加工工藝和技術(shù)裝備條件在塑料類醫(yī)療器械的質(zhì)量和水平中起著決定性的作用��。
醫(yī)用高分子材料的特點(diǎn)如下:
(1)優(yōu)良的熱穩(wěn)定性���、化學(xué)穩(wěn)定性及可殺菌消毒;
(2)優(yōu)良的生物體替代性和生物體相容性�����,不會(huì)引起炎癥和過敏��,不會(huì)致癌��,具有抗血栓性��;
(3)長期埋植在體內(nèi)���,不會(huì)喪失拉伸強(qiáng)度和彈性模量等物理力學(xué)性能;
(4)易于加工成所需要的復(fù)雜的形狀��。
二、醫(yī)用高分子材料加工特點(diǎn)
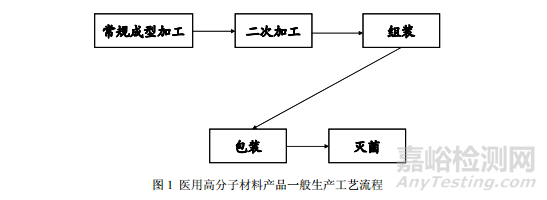
制備醫(yī)療器械的車間必須是全封閉式�����,并安裝大功率空調(diào)換氣機(jī)以及時(shí)排除有害氣體,保證車間恒溫及空氣清潔��,產(chǎn)品生產(chǎn)過程中�����,嚴(yán)禁使用脫模劑與除銹劑�����,確保產(chǎn)品不受到污染。目前我國已經(jīng)出臺(tái)相關(guān)標(biāo)準(zhǔn)對(duì)醫(yī)療器械的生產(chǎn)環(huán)境進(jìn)行規(guī)定���,如要求實(shí)施 GMP 規(guī)范和醫(yī)療 ISO 質(zhì)量管理體系��,確保生產(chǎn)流程各點(diǎn)不出現(xiàn)問題。醫(yī)用高分子材料產(chǎn)品一般生產(chǎn)工藝流程如圖 1 所示���。
三�����、醫(yī)用高分子材料產(chǎn)品加工技術(shù)
4.1.中空成型(擠吹�����,注吹,注拉吹)
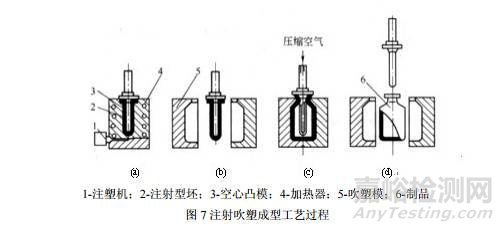
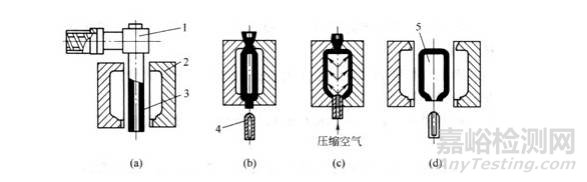
中空吹塑成型的一般原理為將壓縮空氣鼓入熔融的型坯��,使之橫向吹脹���,緊貼于模具型腔表面�����,經(jīng)過冷卻成為中空制品�����,根據(jù)型坯制造方法不同��,可分為注射吹塑、擠出吹塑��、注射拉伸吹塑�����、擠出拉伸吹塑和多層吹塑等。
4.1.1 醫(yī)用導(dǎo)管高速精密擠出
精密醫(yī)用導(dǎo)管,如圖 2 所示���,主要特征是:尺寸微小(0.5 毫米至數(shù)毫米)、形狀復(fù)雜��、幾何精度要求高�����、衛(wèi)生指標(biāo)高、生化穩(wěn)定性高等。
圖 2 精密醫(yī)用導(dǎo)管
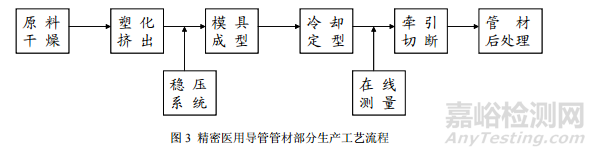
精密醫(yī)用導(dǎo)管的管材部分采用擠出成型方法進(jìn)行生產(chǎn),配件主要采用注射成型方法進(jìn)行生產(chǎn)��。其中管材部分的生產(chǎn)工藝流程如圖 3 所示。
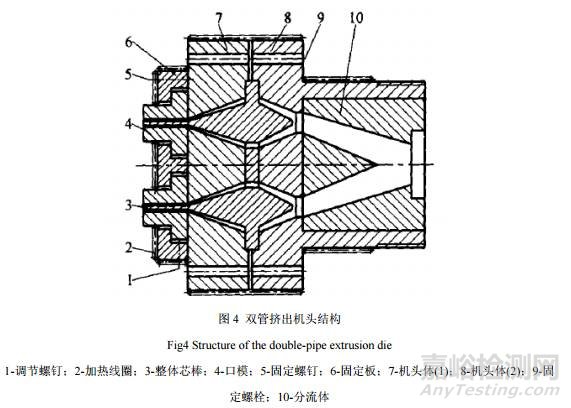
圖 4 是一種微細(xì)介入導(dǎo)管機(jī)頭的雙管擠出式結(jié)構(gòu)�����,當(dāng)物料進(jìn)入人字形機(jī)頭體后��,在分流錐的作用下逐漸分成兩股�����,分別進(jìn)入單管流道并獨(dú)立成型���,一次可連續(xù)成型兩根導(dǎo)管�����。
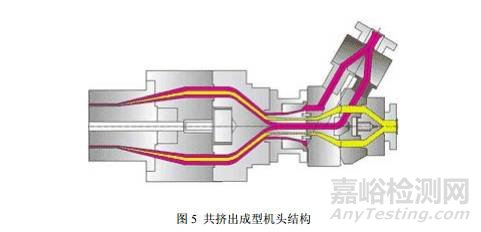
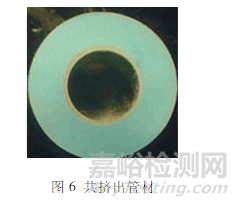
圖 5所示一種共擠出機(jī)頭結(jié)構(gòu)���,采用共擠出技術(shù)制造的多層管具有單層管所沒有的物理性質(zhì)�����。共擠出成形管的內(nèi)壁或外壁通常具有一層或多層厚度為 0.002 至 0.005 英寸的涂層薄皮。
薄皮能與較厚的(0.005 至 0.100 英寸)主要內(nèi)層或中間過渡層組合在一起�����。外皮能夠避免功能層材料的損傷��,或防止管件的內(nèi)置物與使用者和/或其他內(nèi)置物相互接觸���。
在大輸液袋及其二次包裝領(lǐng)域,PE��、PP�����、PA和其它適用材料已漸漸取代PVC�����。在擠出成型的過程中,先將顆粒狀或粉狀的固體物料加入到擠出機(jī)的料斗中��,擠出機(jī)的料筒外面有加熱器���,通過熱傳導(dǎo)將加熱器產(chǎn)生的熱量傳給料筒內(nèi)的物料,溫度上升���,達(dá)到熔融溫度�����。機(jī)器運(yùn)轉(zhuǎn)��,料筒內(nèi)的螺桿轉(zhuǎn)動(dòng)��,將物料向前輸送�����,物料在運(yùn)動(dòng)過程中與料筒���、螺桿以及物料與物料之間相互摩擦、剪切,產(chǎn)生大量的熱��,與熱傳導(dǎo)共同作用使加科的物料不斷熔融�����,熔融的物料被連續(xù)�����、穩(wěn)定地輸送到具有一定形狀的機(jī)頭(或口模) 中���。通過口模后��,處于流動(dòng)狀態(tài)的物料取近似口型的形狀���, 再進(jìn)入冷卻定型裝置, 使物料一面固化���,一面保持既定的形狀���,在牽引裝置的作用下,使制品連續(xù)地前進(jìn)���,并獲得最終的制品尺寸���。最后用切割的方法截?cái)嘀破?����,以便?chǔ)存和運(yùn)輸�����。
圖 5 是一種共擠出成型機(jī)頭,圖 6 顯示的是一層很薄的高硬度熱塑橡膠被壓進(jìn)低硬度熱塑橡膠的內(nèi)部���。該組合提供了一個(gè)相對(duì)較硬的內(nèi)表面��,便于電纜的插入��,而管件仍然保持其基本的物理柔韌性��。
4.1.2 醫(yī)用多層薄膜生產(chǎn)
在大輸液袋及其二次包裝領(lǐng)域��,PE���、PP、PA 和其它適用材料已漸漸取代 PVC。但是�����,單層聚烯烴薄膜在性能上并不能完全取代 PVC��,因此需要 3���、5 甚至 7 層的多層共擠系統(tǒng)才能解決此特殊問題�����。在生產(chǎn)過程中��,從制膜到制袋��,袋內(nèi)保持高度潔凈��;薄膜各向性能均衡�����;可針對(duì)不同結(jié)構(gòu)層應(yīng)用合適材料��。
4.1.3 專用設(shè)備與加工技術(shù)
微注射�����、高速高精密注射���、注拉吹成型�����、拉吹成型�����、擠吹成型、精密擠出��、多層共擠吹塑���、多層共擠流延�����、熱壓成型
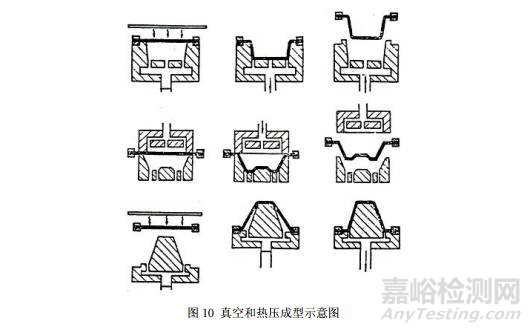
4.1.4 真空和熱壓成型
將裁成一定尺寸和形狀的片材��,夾在模具的框架上���,讓其在高彈態(tài)的適宜溫度加熱軟化���,片材一邊受熱、一邊延伸��,而后憑借施加的壓力���,使其緊貼模具的型面��,取得與型面相仿的形樣�����,經(jīng)冷卻定型和修整后即得制品���。
4.2.二次成型設(shè)備
表面改性、管體的端部成形���、管體的焊接���、氣囊成形、氣囊組裝���、管體開孔等
組裝機(jī)(線):輸液器組裝機(jī)�����、注射器組裝機(jī)�����、管路組裝機(jī)
4.2.1 表面改性
生物材料長期(或臨時(shí))與人體接觸時(shí)���,必須充分滿足與生物體環(huán)境的相容性�����,即生物體不發(fā)生任何毒性�����。如致敏、炎癥���、致癌���、血栓等不良生物反應(yīng)�����,這些都取決于材料表面與生物體環(huán)境的相互作用��?����?刂坪透纳粕锊牧系谋砻嫘再|(zhì)���,是改善和促進(jìn)材料
表面與生物體之間的有利相互作用、抑制不利的相互作用的關(guān)鍵途徑��。
生物材料的生物相容性與材料的表面形態(tài)密切相關(guān)
(1)平整光潔的材料表面:
與組織接觸后��,周圍形成一層較厚的與材料無結(jié)合的包囊組織���。由成纖維細(xì)胞平行排列而成�����,容易形成炎癥和腫瘤�����。
(2)粗糙的材料表面:
促使細(xì)胞和組織與材料表面附著和緊密結(jié)合粗糙表面對(duì)于細(xì)胞�����、組織的作用并不完全是增加接觸面積���,而是粗糙表面擇優(yōu)粘附成骨細(xì)胞�����、上皮細(xì)胞���。
常見涂層有:
(1)抗凝血涂層,可提高生物相容性��,延長醫(yī)用塑料產(chǎn)品與血液的安全接觸時(shí)間��,提高治療效果���;
(2)超潤滑涂層,可避免損傷���,減少阻礙��,減少手術(shù)時(shí)間�����,減低插管力量���,增加病人舒適度��,降低痛苦�����,增強(qiáng)導(dǎo)管進(jìn)入彎曲組織如血管等的能力���,減少組織刺激和損傷,涂層同樣可以提供抗菌和藥物釋放功能�����;
(3)抗粘附涂層�����,可防止與人體組織的粘聯(lián)等;
(4)抗菌涂層���,可使長期植入人體部件抗菌��;
(5)超聲涂層��,可提高超聲顯像度��;
(6)磁性涂層�����,可提高磁性顯像度���。
文獻(xiàn)中采用靜電吸引層層自組裝技術(shù)(Layer-by-Layer self-assembly,LBL)�����,在體外循環(huán) PVC 導(dǎo)管表面組裝鋅/多糖多層薄膜���,使得材料表面形成穩(wěn)定的糖鋅絡(luò)合物涂層���,進(jìn)行表面抗凝血修飾以提高其血液相容性��。
4.2.2 焊接
目前塑料的常用連接方式有粘接、機(jī)械連接���、焊接等���,其中焊接是重要的一種,它具有連接強(qiáng)度高��、表面連續(xù)性好���、應(yīng)用范圍廣���、工藝簡(jiǎn)單、可實(shí)現(xiàn)機(jī)械化�����、生產(chǎn)效率高等優(yōu)點(diǎn)���,得到了廣泛應(yīng)用���。
(1)超聲焊接
超聲焊接的原理是以 20kHz 的頻率造成高速振動(dòng),使塑料與塑料的對(duì)接面因摩擦生熱而融合;若用于塑料與金屬的焊接���,可在不足 1s 內(nèi)將金屬焊接于塑料駁口內(nèi)��。超聲焊接是一種新穎的塑料二次加工技術(shù)�����,以其高效���、優(yōu)質(zhì)、美觀�����、節(jié)能等優(yōu)勢(shì)而發(fā)展起來��。超聲焊接使用范圍廣��,可實(shí)施的方法多�����,如平面焊接法�����、鉚接法、點(diǎn)焊法���、鑲嵌法等。
超聲焊接已應(yīng)用于血液透析器��、血漿采集器等醫(yī)用制品的制作中�����,如血漿單采離心分離器的杯體與壓蓋的焊接��,采用此種焊接法替代了化學(xué)粘合��,解決了離心杯高速旋轉(zhuǎn)時(shí)引起的粘合劑融化現(xiàn)象��,取得了良好的效果�����。此外���,在醫(yī)用防護(hù)口罩�����、防護(hù)服��、輸液器�����、球囊擴(kuò)張導(dǎo)管的制作過程中也常采用這種方法�����。
(2)熱熔焊接
利用加熱板或加熱絲使被焊接的塑料件對(duì)接面熔化��,再通過壓力使對(duì)接面連接達(dá)到焊接牢固的目的��。熱融焊接常用于焊面為圓形的醫(yī)用塑料制品及醫(yī)用包裝袋等的制作��。比如�����,醫(yī)用塑料輸液瓶的瓶口��、醫(yī)用塑料或紙塑復(fù)合包裝袋等�����。
(3)高頻焊接
高頻焊接是利用熱塑性塑料在高頻電極間會(huì)因分子極化而隨電場(chǎng)變化產(chǎn)生運(yùn)動(dòng),分子間發(fā)生摩擦��,使電能轉(zhuǎn)變成熱能���,塑料本身生熱直至熔融���,從而達(dá)到連接的目的�����。高頻焊接常用于血袋���、引流袋�����、尿袋等袋類醫(yī)用制品的制作和一些醫(yī)用包裝袋的封口�����。
(4)激光焊接
激光焊接是一種高速�����、非接觸焊接熱塑性塑料的方法���。在正常的工作條件下��,激光輻射非常強(qiáng)烈而集中���,通過激光輻射將焊接部位擠在一起并在焊接接頭區(qū)域留下散開的激光束以焊接塑料。激光焊接主要用于焊接敏感性塑料制品如含有線路板的配件�����、具有復(fù)雜幾何形狀的塑料制品及有嚴(yán)格潔凈要求的塑料制品例如醫(yī)藥設(shè)備等�����。
(5)振動(dòng)焊接
振動(dòng)焊接是一種通過摩擦生熱的自限加熱焊接方法���。通常以一定的線性位移或角位移進(jìn)行摩擦生熱��,使兩塊制件的接觸面熔融���?����?捎糜诖蟛糠譄崴苄运芰?����,尤其適用于結(jié)晶性塑料如 PE��、PA�����、PP 等不易進(jìn)行超聲或熔融焊接的塑料。
振動(dòng)焊接具有焊接速度快���、能自動(dòng)調(diào)節(jié)焊接溫度��、焊縫不出現(xiàn)過熱���、焊縫區(qū)很少有雜質(zhì)等諸多優(yōu)點(diǎn),在醫(yī)用塑料制品方面應(yīng)用較多���。特別適用于超聲焊接不易實(shí)現(xiàn)的較長的線性接頭和熱板焊接需用較長時(shí)間完成的接頭���。
5.2.3 其它二次成型
其它二次成型有管壁打孔��、尖端成型�����、定型加工�����、刻度印刷、OEM 組裝等�����。
二次加工后的導(dǎo)管