從圖像獲得的角度,射線檢測技術(shù)可分為常規(guī)射線檢測技術(shù)和數(shù)字射線檢測技術(shù)����。常規(guī)射線檢測技術(shù)主要是指采用膠片完成射線信號探測的射線照相檢測技術(shù),圖像是模擬圖像����。而數(shù)字射線檢測技術(shù)是采用輻射探測器探測和轉(zhuǎn)換射線信號的射線檢測技術(shù),通過輻射探測器形成檢測圖像初始信號后���,經(jīng)圖像數(shù)字化過程轉(zhuǎn)換為可顯示的數(shù)字檢測圖像���。二者在射線檢測輻射圖像形成的基本原理上完全相同,本質(zhì)區(qū)別在于輻射圖像的探測和檢測圖像的形成���。
上海飛機(jī)制造有限公司和伊頓上飛(上海)航空管路制造有限公司的技術(shù)人員基于數(shù)字射線檢測技術(shù)中數(shù)字圖像的特點���,和窗寬窗位調(diào)整對數(shù)字圖像顯示效果的影響,提出了在正式檢測前先對壁厚處進(jìn)行缺陷視覺的可分辨性驗證以固化窗寬窗位的思路����,并對鋁合金薄壁小徑管環(huán)焊縫進(jìn)行檢測���,以驗證該方法的有效性。
1�、數(shù)字圖像的特點
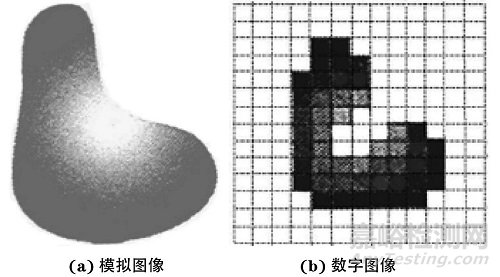
數(shù)字圖像與模擬圖像的比較如圖1所示,圖中清楚地顯示了數(shù)字圖像的基本特點�。數(shù)字圖像構(gòu)成的基本單元是像素,每個像素是圖像的一個尺寸大小固定的小區(qū)�,即圖1(b)中的正方形小區(qū),其在該區(qū)內(nèi)具有單一的幅度�。一幅二維的平面數(shù)字圖像由M×N(行×列)個像素構(gòu)成,是一個矩陣���。
圖1 數(shù)字圖像與模擬圖像的比較
數(shù)字射線檢測技術(shù)得到的一般是灰度圖像����,灰度實際上就是亮度����,反映的是人眼對亮度的感覺�。在一個像素區(qū)內(nèi),圖像具有單一的灰度����,該灰度值由像素區(qū)的平均灰度決定�。
2���、調(diào)整窗寬窗位進(jìn)行數(shù)字圖像的觀察與評判
調(diào)整窗寬窗位改善數(shù)字圖像觀察識別效果的作用原理
在數(shù)字射線檢測技術(shù)中���,為了更好地識別圖像中的信息,觀察圖像時通常都要運用到數(shù)字圖像增強(qiáng)處理技術(shù)����。圖像增強(qiáng)處理不能增加圖像的信息量,但可使某些圖像特征易于識別或檢測����。常用的數(shù)字圖像增強(qiáng)處理方法可分為對比度增強(qiáng)、圖像銳化���、圖像平滑����、偽彩色處理等�。其中,對比度增強(qiáng)處理即增加細(xì)節(jié)(缺陷)圖像與背景的對比度�,可通過調(diào)整窗寬窗位來實現(xiàn)���。
窗寬是指數(shù)字圖像中數(shù)字探測器響應(yīng)值的范圍,其決定了顯示圖像的對比度����;窗位是數(shù)字圖像中以數(shù)字探測器響應(yīng)值表示的窗寬中點,決定了顯示圖像的亮度�。由于數(shù)字射線檢測技術(shù)中探測器擁有較寬的動態(tài)范圍,通過調(diào)整窗寬窗位���,可以改變關(guān)注區(qū)圖像細(xì)節(jié)(缺陷)對比度����,使細(xì)節(jié)(缺陷)圖像更加清晰���。
窗寬窗位(對比度亮度)的調(diào)整過程如圖2所示�,一般地���,關(guān)注區(qū)圖像可能只占檢測圖像灰度分布范圍的一小部分���,因此在調(diào)整前關(guān)注區(qū)圖像的顯示灰度區(qū)可能很小����,目視難以識別灰度差小的細(xì)節(jié)�。窗寬窗位調(diào)整后���,關(guān)注區(qū)圖像的灰度分布范圍被改變?yōu)榭娠@示的最大范圍(或較大范圍)���,從而使得關(guān)注區(qū)細(xì)節(jié)圖像灰度差拉大,可以目視識別該細(xì)節(jié)圖像���。
圖2 窗寬窗位(對比度亮度)的調(diào)整過程示意
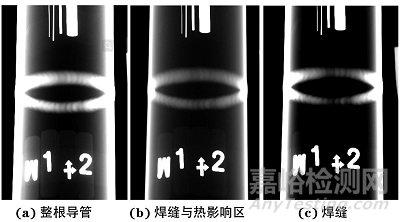
對檢測圖像中的整根導(dǎo)管�、焊縫與熱影響區(qū)�、焊縫(設(shè)置為關(guān)注區(qū))進(jìn)行窗寬窗位調(diào)整后得到的圖像如圖3所示?��?梢钥闯鰧缚p與熱影響區(qū)(將焊縫與熱影響區(qū)設(shè)置為關(guān)注區(qū))進(jìn)行窗寬窗位調(diào)整后�,此時顯示圖像的對比度和亮度有利于焊縫與熱影響區(qū)處圖像細(xì)節(jié)的觀察與識別�,如圖3b所示;當(dāng)對焊縫(將焊縫設(shè)置為關(guān)注區(qū))進(jìn)行窗寬窗位調(diào)整后�,此時顯示圖像的對比度和亮度也有利于焊縫處圖像細(xì)節(jié)的觀察與識別,如圖3c所示���。
圖3 金屬導(dǎo)管環(huán)焊縫窗寬窗位調(diào)整后的檢測圖像
相關(guān)標(biāo)準(zhǔn)對窗寬窗位設(shè)置的要求
標(biāo)準(zhǔn)ASTM E2698-2018《數(shù)字探測器陣列射線檢測技術(shù)方法》要求在檢測中應(yīng)使用某一固定的窗寬����,在窗寬固定的前提下,可調(diào)整窗位以觀察工件的整個厚度范圍���。
標(biāo)準(zhǔn)ASTM E2736-2017《數(shù)字探測器陣列射線檢測技術(shù)導(dǎo)則》要求窗位的設(shè)置應(yīng)使目標(biāo)區(qū)亮度合適易于人眼分辨���,而不是過白或過黑,在保持目標(biāo)區(qū)合適亮度的情況下���,窗寬的設(shè)置應(yīng)使相應(yīng)圖像質(zhì)量等級的像質(zhì)計孔或絲清晰可見���。對于厚度或密度存在差異的工件,可設(shè)置多個窗寬窗位來觀察整個厚度或密度范圍���,每個窗寬窗位的設(shè)置應(yīng)使相應(yīng)圖像質(zhì)量等級的像質(zhì)計孔或絲清晰可見�。當(dāng)被檢工件的厚度變化范圍很大時���,應(yīng)在厚度極值處放置像質(zhì)計以表征圖像質(zhì)量����,整個被檢區(qū)域的圖像質(zhì)量都應(yīng)滿足要求。
由此可知���,窗寬窗位設(shè)置的合適與否需要通過觀察相應(yīng)圖像質(zhì)量等級的像質(zhì)計孔或絲是否能被識別或分辨來判斷�,只有相應(yīng)圖像質(zhì)量等級的像質(zhì)計孔或絲能被識別或分辨時���,顯示圖像上目標(biāo)區(qū)缺陷的視覺可分辨性才有保證。
觀察變截面工件圖像時的窗寬窗位設(shè)置
相關(guān)標(biāo)準(zhǔn)規(guī)定����,對于變截面工件,當(dāng)不能使用兩個像質(zhì)計時����,允許只使用一個像質(zhì)計來表征圖像質(zhì)量等級,該像質(zhì)計應(yīng)根據(jù)被檢查的最薄壁厚度來選擇���,并放置在最厚壁處�。此時若選用絲型像質(zhì)計來表征圖像質(zhì)量等級���,并將絲型像質(zhì)計橫跨在最厚壁和最薄壁處���,即可通過觀察絲型像質(zhì)計來判斷最厚壁和最薄壁處缺陷的視覺可分辨性。但目前數(shù)字射線檢測設(shè)備配備的系統(tǒng)軟件,大多只配置了能讀取孔型像質(zhì)計對比度靈敏度(CNR)值的模塊���,能讀取絲型像質(zhì)計CNR值的模塊則需要額外配置�。
對于變截面工件�,若只選用一孔型像質(zhì)計來表征檢測圖像質(zhì)量,此孔型像質(zhì)計應(yīng)根據(jù)被檢查的最薄壁厚度來選擇并放置在最厚壁處�。此時,最厚壁處因為放置有像質(zhì)計����,顯示圖像上最厚壁處缺陷的視覺可分辨性可通過分辨像質(zhì)計上相應(yīng)質(zhì)量等級的小孔來保證;但在壁厚最薄處���,因為沒有放置像質(zhì)計����,顯示圖像上最薄壁處缺陷的視覺可分辨性就得不到保證����,存在顯示圖像過亮或過暗時無法識別或分辨缺陷的風(fēng)險。反觀在膠片法射線檢測的相關(guān)標(biāo)準(zhǔn)中�,對于變截面工件,當(dāng)不能使用兩個像質(zhì)計時�,也允許只使用一個像質(zhì)計來表征圖像質(zhì)量等級����,即根據(jù)被檢查的最薄壁厚度來選擇像質(zhì)計并放置在最厚壁處�,保證底片上壁厚最薄處缺陷的視覺可分辨性。因此�,對于數(shù)字射線檢測變截面工件,當(dāng)只使用一個孔型像質(zhì)計表征圖像質(zhì)量等級時�,還需驗證所設(shè)置的窗寬窗位能保證最薄壁處的缺陷也具有視覺可分辨性���。
變截面工件最薄壁處缺陷可視覺分辨性的驗證思路
根據(jù)ASTM E2698-2018和ASTM E2736-2017標(biāo)準(zhǔn)以及相關(guān)標(biāo)準(zhǔn)要求���,對于數(shù)字射線檢測變截面工件擬只選用一個孔型像質(zhì)計來表明圖像質(zhì)量時,可先進(jìn)行以下驗證:在壁厚最厚和壁厚最薄處各放置一個孔型像質(zhì)計���,這兩個孔型像質(zhì)計都以最薄壁為基準(zhǔn)選擇����,如果所設(shè)置的窗寬窗位使兩個像質(zhì)計上相應(yīng)圖像質(zhì)量等級的小孔都能清晰可見����,即可知在該窗寬窗位下,顯示圖像上最厚壁和最薄壁處的缺陷是視覺可分辨的���。將此時的透照參數(shù)以及窗寬窗位值固化于工藝卡中���,只要在后續(xù)的正式檢測中按工藝卡上的透照參數(shù)和窗寬窗位要求執(zhí)行���,就可以只放置一個孔型像質(zhì)計來表征圖像質(zhì)量等級,該孔型像質(zhì)計根據(jù)被檢查的最薄壁厚度選擇并放置在壁厚最厚處�。筆者應(yīng)用上述思路,對薄壁小徑管環(huán)焊縫進(jìn)行了數(shù)字射線檢測����。
3、薄壁小徑管環(huán)焊縫的檢測焊縫和熱影響區(qū)的觀察與評判
對于小徑管焊縫�,通常除了要對焊縫全長作100%射線檢測外,還要求對焊接熱影響區(qū)進(jìn)行評判�,受焊縫余高影響,熱影響區(qū)的厚度與焊縫厚度存在差異�,所以若要在正式檢測時同時評判焊縫和熱影響區(qū)兩個厚度,但又只放置一個孔型像質(zhì)計����,則必須先對所設(shè)的窗寬窗位進(jìn)行驗證,表明在所設(shè)的窗寬窗位下����,顯示圖像上最薄壁處即熱影響區(qū)處的缺陷也能清晰可見���。
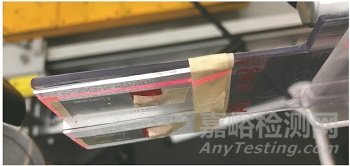
筆者選取一尺寸為ф38 mm×0.9 mm的鋁合金薄壁小徑管進(jìn)行試驗,要求射線透照質(zhì)量等級為2-2T���,薄壁小徑管環(huán)焊縫實物如圖4所示���。采用雙壁雙影法對此環(huán)焊縫進(jìn)行垂直透照,射線穿透厚度在熱影響區(qū)為1.8 mm�,在焊縫區(qū)由于余高的影響在5 mm左右,由于射線穿過的最薄壁處(熱影響區(qū))厚度小于6.35 mm���,故選取ASTM E1025-2005標(biāo)準(zhǔn)中的5號孔型像質(zhì)計(厚度為0.13 mm)來表征圖像質(zhì)量。受小徑管的形狀影響�,孔型像質(zhì)計不易放置,需要將孔型像質(zhì)計放置于與管子透照特性相似����、厚度分別等于熱影響區(qū)厚度與焊縫厚度的鋁合金墊片上,并將墊片置于管焊縫射線源一側(cè)���。
圖4 薄壁小徑管環(huán)焊縫實物
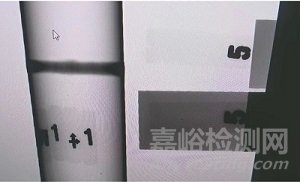
將兩塊5號像質(zhì)計分別放置于厚度為1.8 mm和5 mm的鋁合金墊片上����,所形成的透照圖像如圖5所示,其透照參數(shù)和窗寬窗位設(shè)置調(diào)整界面如圖6所示���。調(diào)整透照參數(shù)����,使兩個像質(zhì)計上2T孔的CNR值不小于2.5����,表明透照質(zhì)量等級已達(dá)2-2T;然后調(diào)整窗寬窗位����,使兩個像質(zhì)計上的2T孔清晰可見,表明熱影響區(qū)和焊縫區(qū)的缺陷都已能夠通過目視分辨�。將此時的透照參數(shù)以及窗寬窗位值固化于檢測工藝卡中,只要在后續(xù)的正式檢測中���,按工藝卡上的透照參數(shù)和窗寬窗位要求執(zhí)行����,就允許只采用一個孔型像質(zhì)計來表征圖像質(zhì)量等級�,該孔型像質(zhì)計應(yīng)根據(jù)被檢查的最薄壁厚度來選擇并放置在最厚壁處,同時����,該驗證思路已被特種工藝評審?fù)ㄟ^����。
圖5 5號像質(zhì)計分別置于不同厚度鋁合金墊片上的透照圖像
圖6 透照參數(shù)和窗寬窗位設(shè)置調(diào)整界面
實踐證明���,在合適的對比度����、亮度條件下����,同時評判焊縫和熱影響區(qū)兩個不同厚度的檢測圖像是可行的,在后續(xù)的正式檢測中只放置一個孔型像質(zhì)計也能保證最薄壁處缺陷的視覺可分辨性����,只要經(jīng)驗證表明在設(shè)定的透照參數(shù)和窗寬窗位下能目視分辨兩個厚度圖像質(zhì)量等級所要求的像質(zhì)計圖像即可�。同時這也說明,利用數(shù)字射線檢測技術(shù)中探測器動態(tài)范圍寬的特點���,在保證透照質(zhì)量的前提下�,可通過調(diào)整窗寬窗位來實現(xiàn)在同一顯示圖像中對一定厚度范圍工件的觀察和評判����。另外也需注意�,窗寬窗位調(diào)整僅適用于數(shù)字圖像的觀察和評判����,不適用于透照質(zhì)量的調(diào)整,即調(diào)整窗寬窗位改變不了系統(tǒng)軟件上的CNR值���。
固定墊片的工裝板對薄壁管檢測的影響
在對鋁合金薄壁小徑管環(huán)焊縫進(jìn)行雙壁雙影法檢測時���,受小徑管結(jié)構(gòu)影響,孔型像質(zhì)計不易放置于管子本體上�,故選取了與管子同材料、厚度分別等于熱影響區(qū)厚度和焊縫厚度的鋁合金墊片來放置像質(zhì)計����,而鋁合金墊片的固定方式對最終的透照質(zhì)量還存在一定影響。筆者用工裝亞克力板固定兩塊不同厚度的墊片并將亞克力板放置于墊片之后(見圖7)����,得到該放置方式下的透照圖像(見圖8),此時發(fā)現(xiàn)要將目標(biāo)區(qū)的數(shù)字探測器響應(yīng)值控制在要求的范圍內(nèi)尚存在困難����。
圖7 工裝亞克力板置于墊片后的圖示
圖8 工裝亞克力板置于墊片后的透照圖像
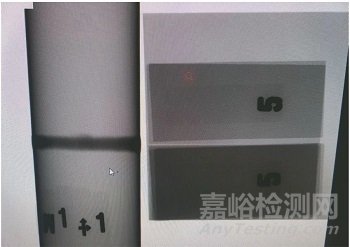
經(jīng)過調(diào)整發(fā)現(xiàn)���,當(dāng)用于固定墊片的工裝亞克力板與墊片錯位放置時(見圖9),目標(biāo)區(qū)的數(shù)字探測器響應(yīng)值問題得到解決���,此時透照得到的圖像如圖10所示�。說明對于鋁合金薄壁小徑管環(huán)焊縫的數(shù)字射線檢測���,由于薄板對射線的衰減程度小�,用于固定墊片的工裝亞克力板對射線的衰減就不能忽略����,這點從圖8和圖10中(可分辨工裝亞克力板的輪廓)也能看出。因此���,在需要將孔型像質(zhì)計放置于墊片上而墊片需要用工裝板固定時����,應(yīng)將工裝板與墊片錯位放置�,以避免工裝板對射線的衰減進(jìn)而影響透照圖像質(zhì)量�,這點在檢測薄壁工件時尤為重要。
圖9 工裝亞克力板與墊片錯位放置圖示
圖10 工裝亞克力板與墊片錯位放置時的透照圖像
4、結(jié)語
基于數(shù)字射線檢測技術(shù)中數(shù)字圖像的特點和窗寬窗位調(diào)整對數(shù)字圖像顯示效果的影響���,根據(jù)相關(guān)標(biāo)準(zhǔn)要求以及對于變截面工件允許只使用一個像質(zhì)計的要求�,提出了在正式檢測前先對變截面工件壁厚最薄處進(jìn)行缺陷視覺可分辨性驗證以固化窗寬窗位的思路����,并對鋁合金薄壁小徑管環(huán)焊縫進(jìn)行了數(shù)字射線檢測,驗證了該思路的有效性���,并得到了特種工藝評審的認(rèn)可�。同時對固定墊片的工裝板對薄壁管檢測的影響進(jìn)行探討����,以期為薄壁工件的數(shù)字射線檢測工藝提供參考。