新能源汽車在迅速普及的同時(shí)也帶來一系列的安全問題����,特別是電池安全,引起社會(huì)的廣泛關(guān)注��。如果電池包防水性達(dá)不到要求����,對(duì)其電氣安全��、電池性能有著很強(qiáng)的破壞性����。在暴雨、涉水場(chǎng)景中����,電池包密封性若達(dá)不到要求����,車輛可能將將無法啟動(dòng)��;如果正處于行駛過程中�,那么可能會(huì)限制功率�,發(fā)生非正常停車;如果正處于充電狀態(tài)����,則可能會(huì)中斷充電。而嚴(yán)重的還會(huì)導(dǎo)致電池線路高壓短路引發(fā)起火����,爆炸,或者低壓線路短路��,造成冒煙�,起火����。
為了守住新能源汽車的安全“底線”,從2021年1月1日開始實(shí)施GB 18384-2020《電動(dòng)汽車安全要求》��、GB 38032-2020《電動(dòng)客車安全要求》以及GB 38031-2020《電動(dòng)汽車用動(dòng)力蓄電池安全要求》,這三項(xiàng)強(qiáng)制性國(guó)家標(biāo)準(zhǔn)進(jìn)一步規(guī)范了新能源汽車所要達(dá)到的安全“底線”��。但是��,僅僅達(dá)到底線是不夠的,目前新能源汽車電池產(chǎn)品技術(shù)仍在發(fā)展之中��,企業(yè)有責(zé)任保持更高標(biāo)準(zhǔn)的安全性能�,如此才能真正在激烈的市場(chǎng)競(jìng)爭(zhēng)中突圍�。
一般來說,電池廠商和整車廠商對(duì)電池包都要求達(dá)到IP67等級(jí)及以上����,這便對(duì)電池包防水性的技術(shù)有很高的要求����。因此��,電池包在設(shè)計(jì)之初就要考慮一項(xiàng)重要性能——電池氣密性����,以達(dá)到能夠通過浸水實(shí)驗(yàn)
一����、影響電池包氣密性的因素
1.1碳素鋼鈑金箱體
一般而言,碳素鋼鈑金箱體采用鈑金沖壓成零部件后����,直接進(jìn)行拼接,再進(jìn)行點(diǎn)焊成型�。在焊接時(shí)��,首先要控制焊接電流大小��,防止焊穿或漏焊��。
其次��,在箱體焊接成型后�,要進(jìn)行整形處理��,特別是要求箱體密封面平整��、無毛刺�。再次�,是要保持接插件安裝面的漆膜表面粗糙度��。
1.2鋁合金型材箱體
采用“鋁型材擠壓成型+攪拌摩擦焊+冷金屬過渡(CMT)補(bǔ)焊”的工藝是目前比較通用的做法��。具體控制要點(diǎn)如下:
首先須防止焊穿、偏縫�、CMT漏焊����。
其次��,在進(jìn)行攪拌摩擦焊時(shí),刀具與箱體底板接觸會(huì)產(chǎn)生大量熱量�,引起箱體的變形����,使得后期在進(jìn)行裝配時(shí)�,箱蓋壓緊密封墊����,密封墊局部受壓不均勻��,從而形成不同的壓縮變形率。當(dāng)電池包內(nèi)外產(chǎn)生壓差時(shí),會(huì)產(chǎn)生漏氣現(xiàn)象��。為保證良好的焊接質(zhì)量�,減少變形及焊接缺陷��,攪拌摩擦焊的建議參數(shù)為1600~1800r/min����,走速為800~1000mm/min。
再次是CMT補(bǔ)焊��,當(dāng)攪拌摩擦焊下線后����,一般要采用手工補(bǔ)焊的方式進(jìn)行加焊��,在可能漏氣或者焊接不良的位置適當(dāng)滿焊,特別是在箱體密封面邊框結(jié)合部位�,此部位一般厚度為2mm��。由于鋁合金材質(zhì)本身的特性,焊接電流過小時(shí)熔焊深度不夠��,容易產(chǎn)生虛焊��;焊接電流過大時(shí)�,薄板位置又容易產(chǎn)生開裂和穿焊��。
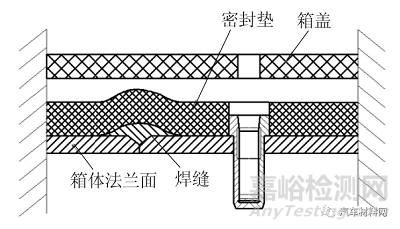
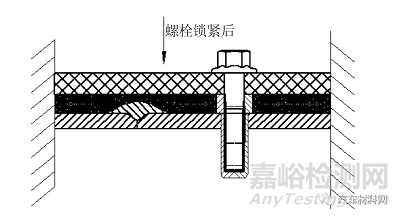
為了保證焊接強(qiáng)度����,往往需要在接縫處堆焊�,高度一般≤2.5mm。然而��,堆高的焊縫會(huì)在焊縫與法蘭面之間產(chǎn)生不規(guī)則角度及縫隙�。在裝配環(huán)節(jié),當(dāng)箱蓋壓縮密封墊時(shí)�,密封墊會(huì)受到不同的擠壓應(yīng)力,需要對(duì)焊縫進(jìn)行打磨處理�,形成最佳圓弧過渡形狀�。在裝配時(shí)�,密封墊受力變形�,可將焊縫周邊位置進(jìn)行填充����,起到良好的密封效果����。裝配示意圖如圖2和圖3所示。
密封墊壓緊前的裝配示意圖
密封墊壓緊前的裝配示意圖
另外����,除了要調(diào)整好攪拌摩擦焊的工藝參數(shù)外�,還要制作精良的焊裝夾具����,以減小焊接變形�,降低焊接缺陷的產(chǎn)生�。
1.3鋁壓鑄箱體
鋁壓鑄箱體可以一體成型,改善要點(diǎn)主要針對(duì)合金材質(zhì)����,防止有“砂眼”����、夾渣等制造缺陷。此外��,鋁壓鑄箱體對(duì)密封條安裝面的平面度和精度要求較高�,需要對(duì)安裝平面進(jìn)行精加工處理����。鋁壓鑄箱體一般適用于小型電池包��。當(dāng)電池箱尺寸較大時(shí)�,可以增加拼焊工藝來彌補(bǔ)。這類箱體可以很好地滿足IP67標(biāo)準(zhǔn)要求�,但鑄造箱體受模具及工藝條件和自身質(zhì)量等因素的限制,對(duì)于大型電池包����,需從輕量化及工藝實(shí)現(xiàn)的角度去具體考量����。
1.4密封墊
密封墊對(duì)整包的氣密性起決定性作用��,材質(zhì)要具備阻燃性能����,并符合汽車行業(yè)禁用物質(zhì)的標(biāo)準(zhǔn)要求��,同時(shí)要避免永久變形����。密封墊材料可使用硅膠泡棉��。在設(shè)計(jì)時(shí)需要綜合考慮壓縮率與永久變形率的關(guān)系。選用合適的壓縮率的同時(shí)����,密封墊的寬度要盡可能的覆蓋住整個(gè)箱體密封面����。
1.5電池箱蓋
根據(jù)不同的制造成型工藝,電池箱蓋產(chǎn)品的韌性及強(qiáng)度差別很大�。在電池包封蓋安裝時(shí),容易造成受力不均而開裂����,從而影響電池包的氣密性。在改善設(shè)計(jì)時(shí)����,需要根據(jù)電池包的使用環(huán)境和具體要求進(jìn)行匹配��。例如:SMC電池箱蓋可以增大箱蓋法蘭邊與立面的圓角半徑,優(yōu)化纖維分布位置����,以降低開裂風(fēng)險(xiǎn)��。
1.6電氣接插件
電氣接插件的質(zhì)量?jī)?yōu)劣與電池包氣密性的關(guān)系最為密切��。電氣接插件的改善要點(diǎn)主要是接插件自身的密封性����,特別是插針位置要有密封設(shè)計(jì),接插件安裝面的平面度、O型密封圈的永久變形性等方面����,這些因素都會(huì)直接或間接影響電池包的氣密性。
1.7防爆透氣閥
防爆透氣閥作為電池包的安全部件��,具有內(nèi)部排氣和外部密封的雙重作用��。其氣密性要求與電氣接插件類似����,但要求防爆透氣閥的使用壽命應(yīng)滿足電池包的整個(gè)生命周期��。因此�,在設(shè)計(jì)改善時(shí),除充分考慮其密封性外��,對(duì)使用壽命也有較高的要求�。
二、電池Pack包一體化氣密性檢測(cè)方案
在檢測(cè)電池包氣密性的過程中��,需要關(guān)注到5個(gè)重要參數(shù):充氣氣壓�、充氣時(shí)間、穩(wěn)壓氣壓�、穩(wěn)壓時(shí)間、泄漏率(如小于100Pa即使用泄漏時(shí)間)����。
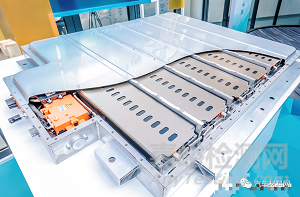
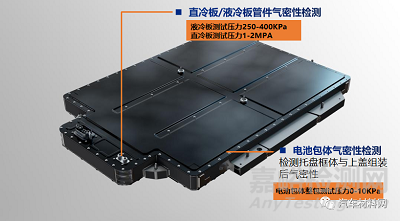
鋰電池Pack包待測(cè)部分如下圖所示
一是直冷板/液冷板管件氣密性檢測(cè)����,
液冷板測(cè)試壓力250-400KPa,直冷板測(cè)試壓力1-2MPA�。
二是鋰電池包體氣密性檢測(cè),
檢測(cè)托盤框體與上蓋組裝后氣密性����,鋰電池包體整包測(cè)試壓力0-10Kpa
直冷板/液冷板氣密性檢測(cè)時(shí)需要高壓檢測(cè)�,電池包體需要低壓檢測(cè),以往的檢測(cè)方案要配備高低壓兩套不同量程的氣密性檢測(cè)設(shè)備�,分別對(duì)直冷板/液冷板、電池包整體進(jìn)行測(cè)試�,設(shè)備成本與管理成本成倍增加;且以前的技術(shù)��,加壓充氣慢�,效率相對(duì)低下。創(chuàng)新解決方案如海瑞思推出的鋰電池Pack包一體化氣密性檢測(cè)系統(tǒng)��,如下圖所示,系統(tǒng)構(gòu)成為加壓氣泵+一體化氣密性檢測(cè)儀+快速連接器����。測(cè)試量程0-2MPA,集成了高低壓檢測(cè)功能����,可滿足直冷板/液冷板管件和電池包整體的測(cè)試壓力需求�,一臺(tái)設(shè)備即可輕松應(yīng)對(duì)整個(gè)電池Pack包的氣密性檢測(cè)��。
電池包氣密性檢測(cè)試驗(yàn)通過����,僅僅只是第一步����。因?yàn)闅饷苄越Y(jié)果能夠與電池包浸水試驗(yàn)結(jié)果保持一致,不過這都是出廠前的情況下�。而在后期車輛的使用過程中����,會(huì)面對(duì)各種復(fù)雜的環(huán)境,會(huì)存在機(jī)械外力��、溫度變化�、化學(xué)腐蝕等因素����,因此電池包的每一部分結(jié)構(gòu)的制造����,在選材和工藝上都有嚴(yán)格要求��。