近日��,CNPPA發(fā)布《醫(yī)藥包裝紙板選擇指南》(征求意見稿)����,內(nèi)容如下:
醫(yī)藥包裝紙板選擇指南
Study guideline of pharmaceutical packaging paperboard
(征求意見稿)
1、 范圍
本文件提供了醫(yī)藥包裝紙板類型的選用要素��,介紹了醫(yī)藥包裝盒紙板相關(guān)技術(shù)參數(shù)的術(shù)語和定義��、技術(shù)要求、檢驗方法�、檢驗規(guī)則、標志��、包裝����、運輸和儲存等內(nèi)容�。
醫(yī)藥包裝紙板指用于藥品包裝卡紙紙盒����,由新鮮木漿或回收木漿為主要原材料構(gòu)成的紙板��,定量范圍通常在190g/m2-500g/m2之間�。本文件適用于包裝原紙為白板紙�、白卡紙的醫(yī)藥包裝紙板�。藥品包裝及生產(chǎn)等相關(guān)行業(yè)即藥品包裝盒生產(chǎn)廠家及藥品生產(chǎn)廠家����,可參照本指南選擇合適的紙板原料。
2����、 規(guī)范性引用文件
下列文件中的內(nèi)容通過文中的規(guī)范性引用而構(gòu)成本文件必不可少的條款�。其中,注日期的引用文件�,僅該日期對應(yīng)的版本適用于本文件�;不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件�。
GB/T 451.2紙和紙板定量的測定
GB/T 451.3紙和紙板厚度的測定
GB/T 462 紙和紙板水分的測定
GB/T 1541 紙和紙板塵埃度的測定
GB/T 22364 紙和紙板彎曲挺度的測定
GB/T 457 紙和耐折度的測定(肖伯爾法)
GB/T 26203 紙和紙板內(nèi)結(jié)合強度的測定(Scott型)
GB/T 1540 紙和紙板吸水性的測定 可勃法
GB/T 8941 紙和紙板鏡面光澤度的測定
GB 22363紙和紙板粗糙度的測定(空氣泄漏法)本特生法和印刷表面法
GB/T 22365 紙和紙板印刷表面強度的測定
GB 12911 紙和紙板油墨吸收性的測定法
GB/T 7974 紙、紙板和紙漿 藍光漫反射因數(shù)D65亮度的測定(漫射/垂直法�,室外日光條件)
3����、 術(shù)語和定義
下列術(shù)語和定義適用于本文件。
3.1 紙張縱向(Machine Direction, MD)�、橫向(Cross Direction,CD)
機制紙的大多數(shù)纖維是沿縱向排列的����,與紙機運行方向一致的方向為縱向、與紙機運行方向相垂直的方向為橫向��。
3.2 定量(Grammage)
定量是指單位面積紙板的重量��,以g/m2表示����,是紙板最基本的特性參數(shù)之一��。
3.3 厚度(Thickness)
紙板在兩測量面間承受一定壓力,從而測量出的紙板兩表面間的距離����,以mm或µm表示。
3.4 松厚度(Bulk)
松厚度是指一定質(zhì)量的紙板的體積�,以cm3/g或m3/kg表示�,其由紙板的定量和厚度計算而得出。
3.5 水分(Moisture content)
水分指紙板中的含水量��,即試樣按規(guī)定方法烘干后所減少的質(zhì)量與取樣時質(zhì)量之比����,一般以百分數(shù)表示��。
3.6 塵埃度(Dirt)
紙面上在任何照射角度下�,能見到的與紙面顏色有顯著區(qū)別的纖維束及其他雜質(zhì)即為塵埃。檢測時使用標準塵埃圖����,在每平方米紙板上����,具有一定面積的塵埃的個數(shù)或每平方米面積的紙板上塵埃的等值面積(mm2)即為塵埃度����。標準塵埃圖可參考GB/T 1541-2013中附錄A中規(guī)定。
3.7 挺度(Stiffness)
以紙板的抗彎曲能力來度量紙板的剛性��。在標準的試驗條件下��,紙板在彈性變形范圍內(nèi)受力彎曲時所需要的力或力矩即為挺度,以mN或mN·m表示�。
3.8 耐折次數(shù)(Fold number)
紙板的耐折度是指在一定的標準張力條件下,紙板抵抗往復(fù)折疊直至斷裂時的能力����,標準張力一般為9.81N��,也可以根據(jù)需求采用4.91N或14.72N�。
3.9 Scott型內(nèi)結(jié)合強度(Internal bond strength )
內(nèi)結(jié)合強度反映了紙板抵抗層間分離的能力,即紙板內(nèi)部粘結(jié)強度�。內(nèi)結(jié)合強度以J/m2 或mJ/sq或fl.lb/sq表示。
3.10 表面吸水性(Cobb value)
在一定條件下,在規(guī)定的時間內(nèi)��,單位面積紙板表面所吸收的水的質(zhì)量即為紙板表面吸水性,又稱可勃值(cobb value)�,以g/m2表示。
3.11 光澤度(Gloss)
物體表面方向性選擇反射的性質(zhì)�,這一性質(zhì)決定了呈現(xiàn)在物體表面所能見到的強反射光或物體鏡像的程度�。檢測時試樣表面以鏡面反射角反射到規(guī)定孔徑內(nèi)的光通量與相同條件下標準鏡面的反射光通量之比即為鏡面光澤度,以百分數(shù)表示����。
3.12 印刷表面粗糙度(Print-surf roughness)
紙張印刷粗糙度是一個重要的印刷指標,它通常表征了在利用壓力實現(xiàn)油墨轉(zhuǎn)移的印刷模式中����,紙張在印刷壓力作用下所呈現(xiàn)的平整度��。Parker Print Surf(PPS)粗糙度是一種空氣泄露測量法����,它的金屬測量環(huán)尺寸、夾頭壓力和測量壓區(qū)條件都是力求模擬印刷條件而設(shè)置的��, 在規(guī)定的壓力條件下��,紙板表面與測量環(huán)平面之間的平均縫隙����,以µm表示����。
3.13 印刷表面強度(Printing surface strength)
印刷表面強度是反映紙板內(nèi)聚力的一個指標�。IGT印刷適性儀測試法為一種常用檢測方法,即在IGT印刷適性儀上����,在恒壓下用標準油墨印刷一張試樣�,以連續(xù)增加的速度印刷紙面,直至紙面開始起毛時的速度即為印刷表面強度��,以m/s表示�。
3.14 油墨吸收性(K&N value)
K&N油墨吸收性是檢驗印刷紙或紙板的吸墨性能的重要指標�。紙板在規(guī)定時間內(nèi)吸收標準油墨的性能,以試樣同一表面吸收油墨前后反射因數(shù)之差����,除以該試樣本來的反射因數(shù)即為油墨吸收值����。
3.15 D65亮度(Brightness )
紙板白度表示紙板受光照射后表面反射光能力的技術(shù)指標,在國內(nèi)造紙工業(yè)中�,白度和亮度兩個術(shù)語混用�,而且往往是用白度這個詞代替了亮度,通常意義上所述紙板白度即GB/T7974-2013中所述的R457 D65亮度��。
4、 技術(shù)要求
4.1 通用性要求
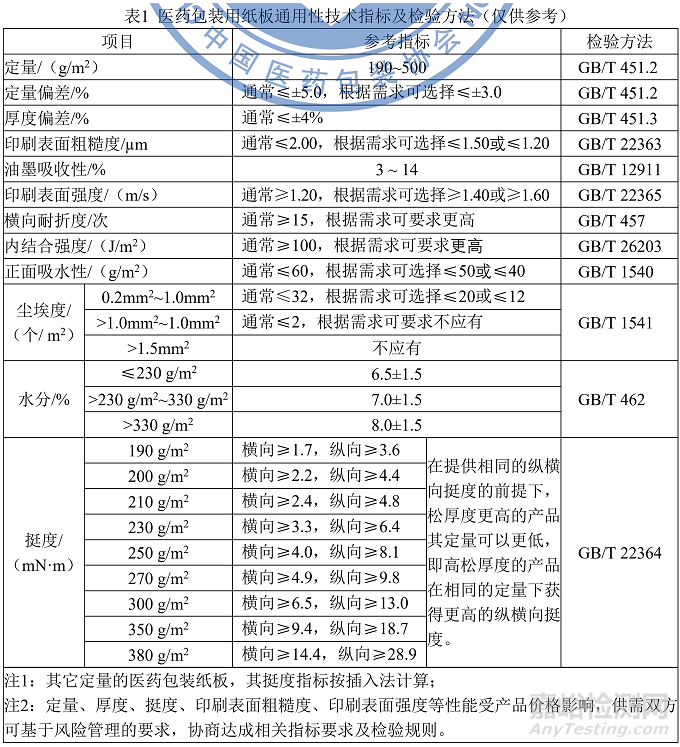
醫(yī)藥包裝紙板的通用性技術(shù)指標及檢驗方法可參考表1����。
表1 醫(yī)藥包裝用紙板通用性技術(shù)指標及檢驗方法(僅供參考)
4.2 外觀質(zhì)量
4.2.1 紙板表面應(yīng)清潔�,無臟污,無異物�,塵埃度應(yīng)符合表 1 要求��。內(nèi)外表面應(yīng)平整,無褶皺�,無孔洞。卷筒端面應(yīng)切邊整齊�,無毛邊�,無裂口等。
4.2.2 紙面應(yīng)平整��,用于平板印刷的紙板不應(yīng)有明顯翹曲�、條痕�、褶皺、破損�、斑點及硬質(zhì)塊等外觀缺陷����。
4.2.3 涂布紙板涂層應(yīng)均勻,不應(yīng)有明顯的掉粉�、脫皮����、分層現(xiàn)象�。
4.2.4 卷筒紙�、平板紙尺寸偏差不應(yīng)超過+3 mm,平板紙的偏斜度應(yīng)不超過 3mm����。
4.2.5 同一品種不同批次之間的色澤應(yīng)保持一致����。測色儀可測定時,建議同品牌同類型紙張色差△E < 2.5��;當(dāng)儀器無法測定時�,比照標準紙樣進行目測��。
5��、 紙板選用推薦流程
5.1 選擇流程(參考)
5.1.1 依據(jù)確保藥品的保護性和功能性兩個選擇原則,推薦使用通過森林認證體系的紙板產(chǎn)品��,優(yōu)選符合環(huán)保要求�、經(jīng)濟效益高的醫(yī)藥包裝紙板�,可最大限度的保護樹木及自然環(huán)境。
5.1.2 根據(jù)所設(shè)計的包裝盒的尺寸�、內(nèi)容物的重量,確定所需要紙板的結(jié)構(gòu)�、挺度及定量�。
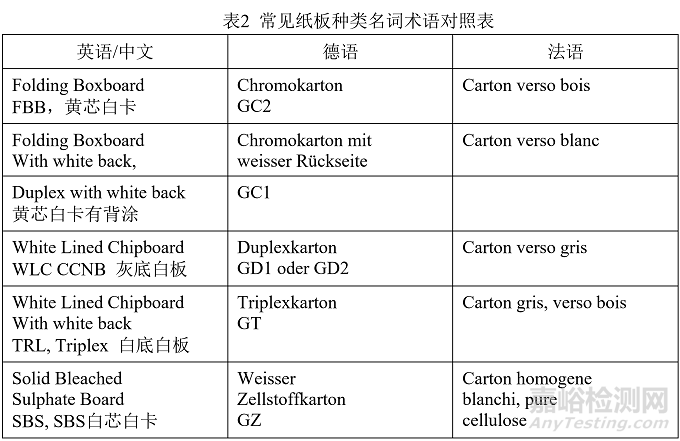
5.1.2.1 不同紙張結(jié)構(gòu)紙板介紹見表 2�;目前市場上藥品紙盒使用定量為 300g/m2 白卡的市場占有率最高,因此一般以定量 300g/m2 白卡作為基準進行試驗成功率相對高����,建議在此基礎(chǔ)上進行評估。
表2 常見紙板種類名詞術(shù)語對照表
5.1.2.2 紙板的挺度表現(xiàn)在它優(yōu)良的耐壓縮��、彎曲和總變形的能力,紙板挺度在紙盒制造過程中以及藥品包裝及最后產(chǎn)品保護中起著重要作用�。在使用過程中,挺度好的紙板能提供紙箱面抗凸出的能力以保證紙箱中的內(nèi)容物的保護程度高�。受纖維排列的影響��, 紙板縱向�、橫向挺度性能有差異,建議在進行盒型設(shè)計時優(yōu)選紙張的使用方向并同時關(guān)注所選紙板的縱橫向挺度是否滿足設(shè)計需求�。紙板縱向挺度及橫向挺度可參考表 1,不同品牌����、不同結(jié)構(gòu)紙張的縱向及橫向挺度有差異����,請以廠家提供的參數(shù)為依據(jù)進行選擇。
5.1.2.3 同等定量的情況下����,縱橫向挺度高的紙板所制作的紙盒強度高����;通常高松厚度的紙板可以在更低的定量下保持相同的縱橫向挺度;由于大多數(shù)紙板是按照面積使用而按照重量銷售�,當(dāng)紙板的定量降低時,單位重量內(nèi)的使用面積會增加��、可以減少加工相同數(shù)量紙盒所用紙板重量��,經(jīng)濟效益增高�,同時節(jié)約原料�、保護環(huán)境。但在選用高松厚度紙板時����,建議:①紙板的定量公差要在自動包裝線的允許范圍之內(nèi),若自動包裝線對定量波動有較高要求的��,推薦關(guān)注紙板定量偏差的大?�?���;②關(guān)注紙板的其它強度性能(例如層間結(jié)合��、耐折次數(shù)等)也需滿足實際需求��。
5.1.3 除了紙板自身的挺度強度外��,其他因素也會影響紙盒成型后的挺度強度�。例如:
5.1.3.1 紙盒內(nèi)部結(jié)構(gòu)支撐會提高紙盒的挺度強度�,紙盒長����、寬�、高的比例及開盒方向也會影響紙盒的挺度強度����。
5.1.3.2 紙板是由纖維和其他少量輔料抄造而成的,植物纖維所具有的親水性及纖維之 間的空隙使得紙板的含水量隨周圍環(huán)境的溫度��、濕度變化而變化��,從而影響紙板的性質(zhì)��。若紙板水分波動較大可能會引起批次間紙盒成型效果不穩(wěn)定��。因此在紙板的使用過程中����, 應(yīng)注意紙板存放的溫濕度環(huán)境��。
5.1.3.3 紙板水分對其挺度影響很大����,紙張受潮后,其挺度將會直線下降��。紙板表面覆膜工藝會提高紙盒的強度和抗水性����。紙板表面進行抗水性處理(UV 涂布��、抗水性油) 也會在潮濕貯藏條件下會減緩紙盒變軟的速度����。
5.1.4 若出現(xiàn)易撕口、連接處����、打孔處等位置容易斷裂的現(xiàn)象,建議關(guān)注耐折強度指標�。耐折度表示紙板的耐柔折能力����,凡是在使用過程中需要承受多次折疊的紙板對耐折次數(shù)都有一定的要求。
5.1.5 若在后續(xù)加工使用過程中易遇到藥盒扣蓋位置或其他位置分層的問題�,建議關(guān)注內(nèi)結(jié)合強度指標。內(nèi)結(jié)合強度反映了紙板抵抗層間分離的能力�,即紙板內(nèi)部粘結(jié)強度�。印刷�、紙張加工和許多產(chǎn)品應(yīng)用都將使紙板的內(nèi)部或?qū)娱g受到壓力�、沖擊力等,內(nèi)結(jié)合強度的測定則是為了表達將單層或多層纖維分開需要克服的抗拒力����,因此經(jīng)常用來探討紙板分層問題��。
5.1.6 紙板表面涂布的成分����,尤其是滑石粉的含量會影響膠水的粘合力��,從而影響紙盒糊口的破紙率�。
5.1.7 紙板的其它使用性能例如:印刷性能、上機(成盒)性能��、特殊加工及使用性能等�, 藥企根據(jù)自身需求進行選擇����。
圖 1 藥用包裝盒紙和紙板選擇流程(參考)
5.2 印刷性能
5.2.1 所用紙板原紙應(yīng)呈現(xiàn)出自然、柔和的目視感觀色相����,可根據(jù)平面設(shè)計圖案的色彩要求�,選擇紙板的D65 亮度�;紙板正面D65 亮度建議高于 80%�。若紙板背面需要印刷,建議背面D65 亮度高于 80%�。若有其他特殊用途的醫(yī)藥包裝卡紙����,其 D65 亮度指標可根據(jù)雙方訂貨合同規(guī)定。
5.2.2 紙板光澤度(75°)建議高于 45%�。所用紙板印刷后應(yīng)具有較高的光澤度,印刷圖案色彩應(yīng)飽滿�、真實、完整清晰��,不應(yīng)有丟點�、漏印情況,不應(yīng)有明顯變形��。
5.2.3 用于覆膜����、UV 逆向上光、轉(zhuǎn)移加工的紙板�,紙面應(yīng)平整細膩,且具備良好的柔韌性和表面強度��。保證覆膜后紙張平整�、無明顯凹凸,紙和膜層之間具備良好的結(jié)合強度�,所復(fù)合、轉(zhuǎn)移材質(zhì)等不易在壓痕����、折疊等過程中發(fā)生爆裂��。
5.2.4 對紙板表面異物����、紙板潔凈度等有較高要求時,紙板需具有低塵埃度��。塵埃度屬于外觀紙病�,高塵埃度將降低印刷質(zhì)量����,對于塵埃度的限制主要與印刷品的要求有關(guān)�,不同的產(chǎn)品標準對塵埃度的要求不同��。
5.3 上機(成盒)性能
5.3.1 較高耐折度的紙板����,可防止壓痕�、折疊過程中發(fā)生斷裂、紙面破裂����。
5.3.2 較高挺度的紙板����,利于形成方正�、挺闊的成盒外觀,同時也利于紙盒上機成型�。
5.3.3 選擇壓痕線平直、飽滿��、無破裂的紙板��,以利于保持盒型的方正����、美觀。
5.4 特殊加工�、使用性能
5.4.1 有低溫儲存��、運輸要求的醫(yī)藥包裝盒��,因冷鏈產(chǎn)品均需低溫保存��,低溫環(huán)境通常濕度較高�,在選擇紙板時要特別關(guān)注“水分”和“表面吸水性”�。建議使用具備良好抗吸水性能的紙板,防止受濕后發(fā)生變形����、強度下降發(fā)生破裂。紙板正面表面吸水性建議:≤40g/m2����, 反面表面吸水性建議:≤60g/m2。
5.4.2 藥品直接接觸的醫(yī)藥包裝盒����,建議使用不含熒光增白劑的紙板(即 OBA free),可參考 GB31604.47 中熒光物質(zhì)的測定方法與 GB4806.8 中規(guī)定����,建議熒光性物質(zhì)指標測定結(jié)果為陰性。
5.4.3 因紙板及藥品包裝企業(yè)設(shè)備之間的差異性��,對于有防偽����、激光灼燒�、鋼印打碼、噴碼�、在線成型等特殊要求的醫(yī)藥包裝盒,建議藥品生產(chǎn)企業(yè)提前對紙板上標識符號的辨識率����、清晰度����、上機成型及其它所需性能與紙板制造、紙板包裝印刷企業(yè)進行有效性驗證����。
6、 檢驗規(guī)則
6.1 批次劃分
生產(chǎn)批次的劃分應(yīng)以確保產(chǎn)品的追溯和質(zhì)量均一性為原則�,產(chǎn)品以批為單位進行驗收, 同一規(guī)格����、同一工藝����、同一原料連續(xù)生產(chǎn)的產(chǎn)品為一批��。
6.2 抽樣檢驗
基于風(fēng)險管理的理念和良好的科學(xué)原則����,供需雙方基于風(fēng)險管理的要求,可通過雙方協(xié)議來確定醫(yī)藥包裝紙板的檢驗項目����、指標規(guī)格�、檢驗頻次及檢驗方案等?�;蛘卟扇∫韵鲁闃訖z驗措施:出廠檢驗按照GB/T 2828.1《計數(shù)抽樣檢驗程序第1部分按接受質(zhì)量限(AQL)檢索的逐批次檢驗抽樣計劃》進行樣本單位為件或卷,接收質(zhì)量限(AQL):定量�、厚度、耐折度��、D65亮度�、印刷表面粗糙度��、油墨吸收性��、印刷表面強度�、表面吸水性、塵埃度�、水分、挺度AQL=4.0�、內(nèi)結(jié)合強度AQL=6.5。
7��、 標志�、包裝��、運輸��、貯存
7.1 標志和包裝
按照包裝方式��,紙板可分為卷筒紙和平板紙�。卷筒紙與平板紙的規(guī)格按訂貨合同規(guī)定執(zhí)行����。每卷/件上應(yīng)貼合格證,其內(nèi)容包括:產(chǎn)品名稱��、廠名����、廠址、定量��、等級�、規(guī)格�、凈重、生產(chǎn)日期等����。
7.2 運輸
運輸過程中應(yīng)使用防雨防曬的運輸工具,且搬運時不得從高處扔運����;裝卸時應(yīng)使用適當(dāng)?shù)难b卸工具,如平板紙裝卸建議使用叉車��,卷筒紙裝卸建議使用抱夾車����,以免造成裝卸過程中的破損。
7.3 貯存
產(chǎn)品應(yīng)妥善保管�,以防雨、雪和地面潮濕的影響����。