盡管冒著引起 90% 以上結(jié)構(gòu)設計師憤怒的風險�,但我的經(jīng)驗是�����,90% 以上的零件設計師所創(chuàng)造的設計遠未達到最佳效果。問題在于�,大多數(shù)設計師不具備必要的基礎知識�,了解他們的設計與聚合物�����、模具和注塑工藝之間復雜的相互依賴性���。對于每一個不喜歡閱讀本文的零件設計師,我可以為您找到十幾個會為我的立場歡呼的成型商���。
簡而言之�����,塑料和注塑成型很復雜……零件設計與這些的相互依賴性比大多數(shù)設計師意識到的要復雜得多���。事實證明了復雜程度:自第一臺成型機問世以來已近 150 年,并且開發(fā)出先進的注塑成型模擬仿真技術(shù)已有 40 多年�,我們?nèi)匀辉诋a(chǎn)品試模和注塑上花費了無數(shù)時間與金錢。
1���、 許多設計弊端的根源
許多成型問題的根源在于設計者遵循普遍接受的塑料零件設計準則�。
幾十年前���,塑料零件設計“指南”開始出現(xiàn)���,試圖解決注塑塑料零件生產(chǎn)中一些更明顯的問題���。幾乎每本塑料零件設計書籍�、指南或參考文獻中都會出現(xiàn)這些變化和演變�。不幸的是�,這些指南常常在解決一個問題的同時又產(chǎn)生另一個問題。問題始于零件設計人員遵循這些準則而不了解此類后果�����。如果不充分了解零件設計與模具、工藝和聚合物之間的相互作用�����,他們就無法通過批判性思維過程將更具戰(zhàn)略性的方法應用于其設計。
比如�,在塑料零件件進行壁厚設計時���,所有塑料零件設計指南的基本和共同點是設計師應在整個要注塑的塑料零件中保持恒定的壁厚�����。這被認為是“基本規(guī)則”,旨在幫助解決模具填充�、保壓�、收縮、殘余應力和翹曲問題�����。特別是���,眾所周知���,壁厚的變化會產(chǎn)生收縮率的變化���,進而產(chǎn)生殘余應力���,進而導致塑料部件出現(xiàn)不期望的翹曲,以及過早發(fā)生與應力和尺寸穩(wěn)定性相關的失效。
因此���,在完美的世界中���,所有塑料零件都將以恒定的壁厚生產(chǎn)。現(xiàn)實情況是�,由于多種原因�,這種情況很少發(fā)生。
2�����、違反設計指南
在本文中�����,我們將把零件設計的討論限制在注塑塑料零件上加強筋的使用上�。加強筋是通常出于結(jié)構(gòu)目的而添加到塑料零件的主壁上的特征�����。這可以幫助零件抵抗負載下的偏轉(zhuǎn)或抵抗翹曲。在主壁上添加加強筋時�,塑料設計師必須始終考慮可制造性問題�����。其中包括考慮零件頂出、模具填充過程中的空氣排出�����、冷卻以及對模具填充和保壓的影響。
為此,幾十年前出現(xiàn)的常用設計指南如今已得到廣泛實踐�。其中許多準則適用于應該或必須打破保持壁厚恒定的基本規(guī)則的情況。
以下是常用的加強筋設計指南以及這些指南背后的邏輯。
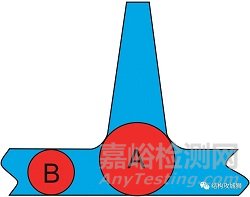
1. 減小加強筋相對于主壁的厚度:筋骨與主壁的相交處產(chǎn)生增加的體積(下圖中的區(qū)域“A” )。由于需要將筋骨與主壁的相交處形成圓角以最小化應力,從而使情況變得更加復雜�����。該交叉點處增加的體積通常由流過主壁(下圖中的區(qū)域“B” )的材料填充���。
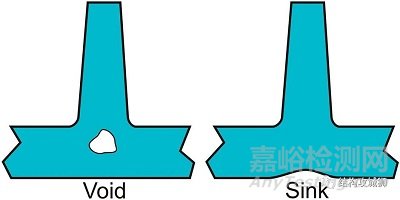
在注塑過程的補償階段(通常稱為保壓或第二階段)期間,較薄的主壁將首先凍結(jié)�����,從而阻止補償流流向仍在收縮的區(qū)域“A”���。這將導致該區(qū)域形成縮痕或縮孔���。
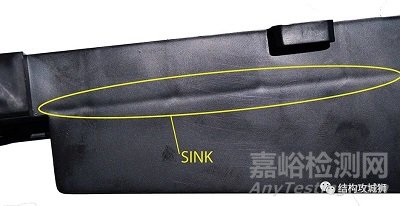
下圖是注塑件表面產(chǎn)生縮痕的照片�����?��?s痕是由另一側(cè)的加強筋骨形成的���。為了解決這些問題�����,肋通常相對于主壁變薄�����。較薄的筋骨將減少“A”處的體積�,從而減少那里的局部收縮�����。由于這是一個收縮問題�,邏輯是給定聚合物的收縮特性越高�,加強筋應該越薄�����。
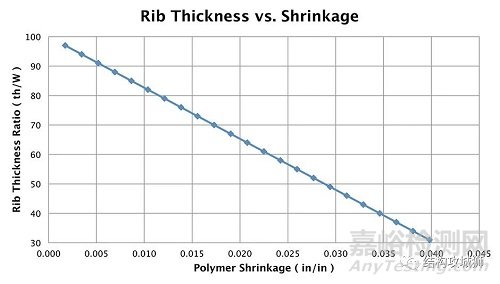
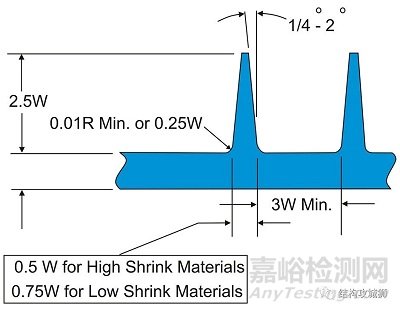
下圖說明了常用的加強筋設計指南���。根據(jù)材料的收縮特性,加強筋在其與主壁的投影相交處的厚度顯示為主壁厚度的50%至75%�����。高收縮材料通常被認為是收縮率超過 0.015的材料,(大多數(shù)整齊的半結(jié)晶材料被認為是高收縮材料)���。低收縮材料是指收縮率小于 0.008的材料�����,(大多數(shù)非晶材料和填充材料都是低收縮材料)�。如果超過 0.05 ���,設計者必須判斷如何應用這些準則,不存在適用于所有情況的硬性規(guī)則���。在對縮痕特別敏感的高度美觀的部件中�,我發(fā)現(xiàn)所用的加強筋薄至主壁的30%���,這可能包括具有高光澤表面或要鍍鉻的零件���。塑料模量、其熱性能���、模具冷卻和成型工藝也會影響縮痕的產(chǎn)生以及大小���。
圖:加強筋的厚度與主壁厚的比例跟塑料收縮率的關系
2. 加強筋底部半徑:加強筋底部與主壁相交處應有一個半徑。半徑大小應約為主壁厚度的 0.25 倍�����,最小半徑為 0.010 英寸�����。
3. 最小化加強筋的高度:從制造的角度來看���,加強筋應盡可能短并進行拔模,即兩側(cè)逐漸變細���。理想情況下,加強筋的高度不應超過主壁厚度的 2.5 倍���,拔模角的范圍可以從小于 0.5° 到高達 2°���,其中最常用的是 0.5° 到 1°�����。較短的筋和大的拔模角有助于最大限度地減少頂出問題�����。它們還減少了在較高的薄筋中可能出現(xiàn)的模具填充問題的可能性�����。較短的筋也將減少因所需拔模角度而導致筋尖端過度變薄的可能性(見圖D))。如果需要增加剛性���,則最好使用多個短筋�,而不是一個高筋�����。如果使用多個筋���,它們的間距不應小于其高度�����,這將有助于適應筋骨底部的冷卻�����。
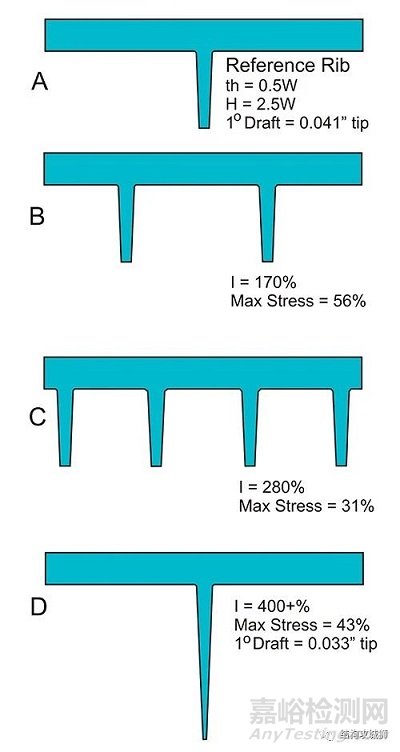
圖A為參考加強筋的側(cè)視圖(壁厚 = W���,筋骨厚度 = th,筋骨高度 = H)�。加強筋厚度遵循高收縮材料 (0.5W) 的準則,每側(cè)具有 1° 拔模斜度�����。請注意�,此拔模將加強筋頂端處的厚度減少至 0.041 英寸�。BCD三種替代筋設計策略被證明可以增加結(jié)構(gòu)的剛度。顯示了這些替代設計的轉(zhuǎn)動慣量 (I) 的近似增加(I 是結(jié)構(gòu)剛度的度量)���。還顯示了這些加強筋中的每一個相對于參考加強筋所經(jīng)歷的最大應力���,該應力在負載與參考的情況下會產(chǎn)生���。(設計 B 會將參考設計中的最大應力降低至 56%���,設計 C 降低至 31%�,設計 D 降低至 43%�����。)
邏輯是擔心加強筋頂端變得太薄�。在這種情況下���,請注意�,該較高筋上的 1° 拔模會導致其自由邊緣厚度減小至 0.033 英寸�����。此外���,模具填充問題的可能性也增加了�����。此外���,由于筋較高,因此需要增加拔模角�����;然而�����,如果增加���,筋頂端的厚度將很快變?yōu)榱恪?nbsp;
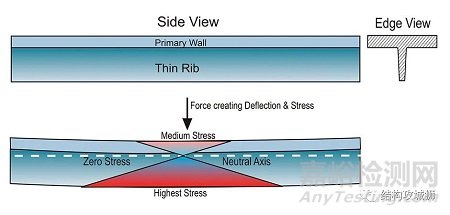
下圖顯示了彎曲載荷下加強筋的應力分布���。可以看出�,最大應力位于筋的自由邊緣處�。由于該邊緣在負載下承受最高的應力,因此重要的是不要使其變薄太多�。另外請注意彎曲載荷下中性軸的位置。這是壓力為零的地方�。這個零應力位置非常接近縮孔所在的位置。因此,在應用中�����,彎曲部分最有可能在筋的頂端處失效�����,而不是由于位于筋基部應力相對較低的位置處的縮孔而失效�����。
3、 做對了卻做錯了
上述這些常用的設計指南存在許多問題���。第一個也是最麻煩的���,變薄的筋會造成壁厚的變化,從而產(chǎn)生殘余應力���,并經(jīng)常導致零件翹曲�����。因此�,在嘗試解決一個問題(縮痕和縮孔)時�,筋骨變薄會成為另一個問題的根源。該問題是由于較厚的主壁需要更長的時間來冷卻并且比較薄的筋收縮更多的事實造成的���。
由于收縮率的變化���,零件將趨向于遠離加強筋方向翹曲。高收縮的半結(jié)晶材料會加劇翹曲問題�����。請記住�,常見的設計指南規(guī)定,為了最大限度地減少高收縮材料的縮痕和縮孔�,加強筋應相對于主壁減薄 50% 或更多���,這種較薄的筋加劇了翹曲的可能性�����。
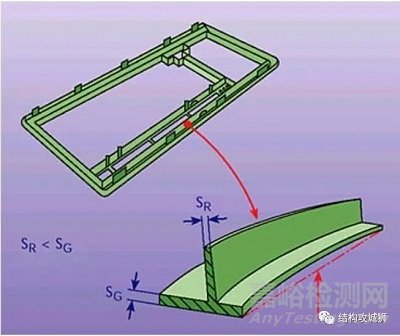
在扁平塑料部件上添加筋骨以增加剛性�����,以盡量減少翹曲���,如果設計不當���,通常會產(chǎn)生相反的效果�����。在下圖中�,請注意�����,薄筋約為主壁厚度的 40%�,該部件正在翹曲遠離底部表面上的筋。設計師遵循通用設計指南�,指定薄筋,以最大限度地減少該部件顯示表面上任何縮痕的可能性�����。然而,在不知道后果的情況下���,薄筋導致了如圖所示的零件翹曲�。相反���,如果把加強筋的厚度加大,翹曲的變形量得到減小�����。
即當設計的加強筋厚度使得翹曲變形量最小時�,縮痕并不是最小,反之亦然�����。所以在實際的設計中���,應該根據(jù)主要矛盾以靈活處理�����。
因此�����,在設計塑料零件時�,設計師必須考慮對與零件相關的應用和美學問題���。如果不關心美觀�,那么減少加強筋厚度就變得不那么重要了�����。由較厚的加強筋產(chǎn)生的縮痕實際上不會產(chǎn)生負面的結(jié)構(gòu)后果���。當縮孔出現(xiàn)在筋與主壁的相交處附近時,在許多應用中也可以容忍縮孔�。如前所述�����,該區(qū)域在彎曲載荷下的應力最小�。
通常對零件進行更具戰(zhàn)略性的設計就可以在不使用筋的情況下達到結(jié)構(gòu)要求。此外���,某些零件形狀將能夠抵抗因薄筋的壁厚變化而產(chǎn)生的應力�����,例如�,帶有縱向翅片的管,或帶有內(nèi)部橫向肋的碗���。還有一些零件和模具設計���、澆口和工藝技術(shù)可以用來幫助解決這種問題。 這篇文章有提到這些:產(chǎn)品變形�,這鍋誰來背�����?
我要指出的第二個問題是設計指南通常厭惡使用較高的筋骨�。比如前面提到的設計指南筋的高度H≤2.5W(W為主壁厚),同時建議使用更多的短筋骨而不是高筋骨�。是的,使用較多的短筋骨與高筋骨的原因是提高塑料零件的剛度�����。然而,如果我們進一步探索這一點���,我們會發(fā)現(xiàn)單個10mm高的筋將提供與前面圖中所示的四個較短的6mm高的筋幾乎相同的剛度�。在此示例中�,四個筋將使零件體積增加近 125%���。此外���,10mm高的筋骨真的會產(chǎn)生前面討論的可制造性問題嗎?頂端實際上是否太?��。繒斐商畛鋯栴}嗎���?頂出會有問題嗎�����?它會增加還是減少翹曲的可能性���? 大家可以想想���。
加強筋的設計除了考慮加強筋本身的尺寸參數(shù)外�,還應該考慮到其他因素,比如:
材料因素
設計筋條時除了考慮材料的收縮特性外�����,還應考慮材料的模量或剛度�。當零件表面上的凍結(jié)材料隨著表面之間的材料收縮而被向內(nèi)拉時,就會形成凹陷的縮痕�。低模量材料將更容易被收縮材料吸入。使用高模量材料�����,冷凍的高模量外層材料將更好地抵抗向內(nèi)拉扯�。結(jié)果,高模量材料更有可能形成縮孔并且使表面縮痕的可見度最小化�����。
其他需要權(quán)衡的因素
如果模制材料要發(fā)泡�����,則筋不需要減薄�����。發(fā)泡作用將填充筋和主壁相交處的區(qū)域���。無論是化學發(fā)泡劑還是Trexel Inc. 的MuCell ®微孔泡沫注射成型技術(shù)等特殊工藝�����,都是如此���。
4、 從加強筋的設計�,帶給我的啟發(fā)?
在考慮注塑行業(yè)和塑料零件設計面臨的挑戰(zhàn)時�,我經(jīng)常想起一位老退伍軍人的說過的話���,他說:“我活下來,是通過時刻睜大眼睛�,了解周圍環(huán)境,適應它們并努力使自己不隨著時間的推移�����,對周圍的威脅變得麻木。”
我發(fā)現(xiàn)同樣的生存策略也適合工業(yè)界人士�。對于塑料零件設計師:
睜大你的“眼睛”。尋求對身邊產(chǎn)品的理解和了解���,它們可以提供良好的價值���。理解原有的設計指南與邏輯�,但是,不要盲目遵循這些�����,知識與工藝是隨著技術(shù)的發(fā)展而更新的�,不要讓所謂的設計指南限制你的想象。
從知識的角度調(diào)整您的設計并發(fā)揮創(chuàng)造力�����,經(jīng)驗有時會阻礙你前進���??紤]使用舊的設計指南的目的與后果。如果外觀是首要任務�����,并且您了解殘余應力和翹曲帶來的壞處�,那么請判斷壞處的程度�。考慮這些設計指南的局限性及其與聚合物特性的關系以及對模具和工藝的相應要求�����。要有創(chuàng)造力���,是否有替代的設計方法可以提供所需的無筋結(jié)構(gòu)���,或者可以抵抗因減薄筋而產(chǎn)生的應力的結(jié)構(gòu)?
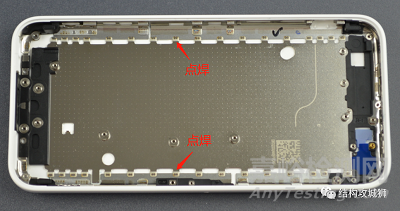
針對無筋結(jié)構(gòu)�����,特別是外觀件���,行業(yè)上已經(jīng)應用廣泛�,舉個比較典型的例子:iPhone5c的結(jié)構(gòu)設計�����,不在外殼內(nèi)部設計螺絲孔和筋骨�����。維持強度所需的筋骨和組裝零件所需的螺絲孔是在成型之后�����,通過粘接或焊接金屬部件的方式補充上去的���。為了減小翹曲變形,安裝按鈕和攝像頭的小孔則是在外殼注塑成型后�����,通過CNC開的孔���。
好了���,就聊到這里�����!正所謂盡信書不如無書�,包括本文所提觀點�����,僅作為參考�����,不應是答案�。
如果不認識到最先進技術(shù)的本質(zhì)���,那么它可能會成為一個陷阱���,而這也是當今做事方式的現(xiàn)狀。請保持清醒���,保持渴望���,不前進就無法前進�!
以上部分內(nèi)容摘抄于John Beaumont的一篇文章�,關于原作者:
John Beaumont 是美國注塑研究所 (www.aim.institute) 和 Beaumont Technologies ( www.beaumontinc.com )的主席���,這兩家公司均位于賓夕法尼亞州伊利市。AIM 研究所的主要使命是幫助推進通過向執(zhí)業(yè)專業(yè)人員提供高水平教育課程來推動注塑行業(yè)的發(fā)展�����。