隨著管道輸送量逐漸增大��,輸送距離逐漸延長�����,長輸油氣管道向著大口徑�����、長距離、高鋼級的方向發(fā)展���,因此��,保障管道運(yùn)行的安全性和穩(wěn)定性至關(guān)重要���。焊接接頭是管道最薄弱的環(huán)節(jié)�����,需要在保證焊接效率的同時保障管道的焊接質(zhì)量���。氣體保護(hù)藥芯焊絲自動焊技術(shù)具有人為因素影響小���、管徑適用范圍大、對坡口的加工精度要求低及接頭力學(xué)性能良好等優(yōu)點(diǎn)�����。但氣體保護(hù)藥芯焊絲熔敷金屬的沖擊性能存在離散程度較大且低溫韌性較低的問題��。
焊接材料及焊接參數(shù)是影響焊縫金屬組織和力學(xué)性能的重要因素���。目前���,對于焊接電流對氣體保護(hù)藥芯焊絲強(qiáng)度和韌性等性能影響的研究較少�����。研究人員研究了一種X80管線鋼用氣體保護(hù)藥芯焊絲熔敷金屬��,分析了不同焊接電流對其力學(xué)性能和顯微組織的影響規(guī)律���,研究結(jié)果將對氣體保護(hù)藥芯焊絲自動焊焊接工藝參數(shù)的制定、正確選用焊接材料提供理論基礎(chǔ)�����。
1��、 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
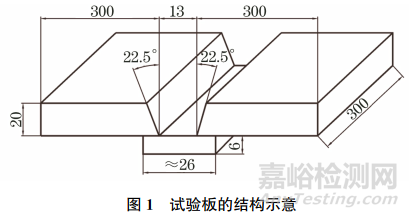
按照GB/T 25774.1—2010 《焊接材料的檢驗(yàn)第1部分:鋼�����、鎳及鎳合金熔敷金屬力學(xué)性能試樣的制備及檢驗(yàn)》焊接熔敷金屬的試驗(yàn)板��,母材材料為Q235B鋼,試驗(yàn)板厚度為20mm�����,在試驗(yàn)板上制備帶墊板的V型坡口���,并將墊板固定焊在試驗(yàn)板的背面�����,試驗(yàn)板的結(jié)構(gòu)如圖1所示���,試驗(yàn)板的類型和尺寸如表1所示�����。
焊接材料為某廠家生產(chǎn)的X80管線鋼用氣體保護(hù)藥芯焊絲��,直徑為1.2mm��,焊絲的化學(xué)成分如表2所示��。分別在焊接電流為150��,180,200���,250A的條件下進(jìn)行焊接,焊接工藝參數(shù)如表3所示��,焊后試驗(yàn)板的宏觀形貌如圖2所示��。
1.2 試驗(yàn)方法
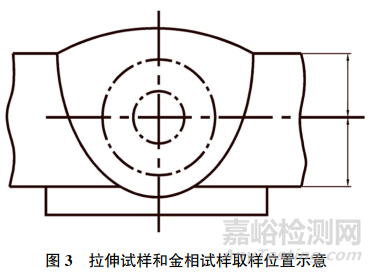
按照GB/T 25774.1—2010制備拉伸試樣和沖擊試樣��。在焊縫中心���,沿焊縫長度方向加工直徑為10mm,標(biāo)距為50mm 的圓棒試樣�����,拉伸試樣取樣位置如圖3所示���。按照GB/T 2652—2008《焊縫及熔敷金屬拉伸試驗(yàn)方法》,采用電子萬能試驗(yàn)機(jī)對試樣進(jìn)行室溫拉伸試驗(yàn)��。
金相試樣的取樣位置如圖3所示�����,對試樣進(jìn)行粗磨���、細(xì)磨���、拋光、腐蝕處理���,然后將其置于光學(xué)顯微鏡下觀察��。
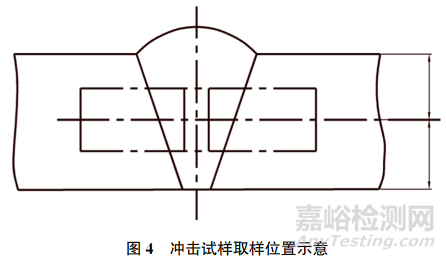
在垂直焊縫方向截取夏比沖擊試樣(V 型)��,試樣尺寸為10mm×10mm×55mm(長×寬×高)�����,沖擊試樣取樣位置如圖4所示���。依據(jù)GB/T 2650—2022《金屬材料焊縫破壞性試驗(yàn) 沖擊試驗(yàn)》�����,利用示波沖擊試驗(yàn)機(jī)測試試樣在-40℃和-60℃下的沖擊性能��,并觀察沖擊試樣斷口的宏觀形貌��。
2、 試驗(yàn)結(jié)果與分析
2.1 金相檢驗(yàn)
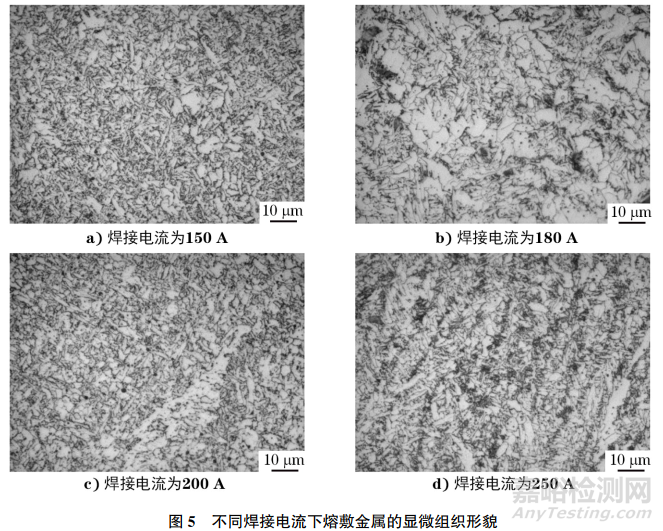
不同焊接電流下熔敷金屬的顯微組織形貌如圖5所示��。由圖5可知:當(dāng)焊接電流為150A時�����,熔敷金屬的組織主要為針狀鐵素體�����,有部分塊狀鐵素體和粒狀貝氏體��;當(dāng)焊接電流為180A 時���,塊狀鐵素體含量增多���,針狀鐵素體和粒狀貝氏體含量減少;當(dāng)焊接電流為200A 時���,針狀鐵素體和粒狀貝氏體含量增多�����,塊狀鐵素體含量減少��;當(dāng)焊接電流為250A時���,針狀鐵素體和粒狀貝氏體含量減少�����,晶界有較多的析出物�����,且焊縫組織晶粒發(fā)生粗化���。
影響熔敷金屬微觀組織變化的因素主要是金屬從800℃冷卻至500℃所用的時間,隨著冷卻時間的延長��,冷卻速率變慢�����,熔敷金屬的組織發(fā)生轉(zhuǎn)變�����,先是以粒狀貝氏體為主�����,再轉(zhuǎn)變?yōu)橐葬槧铊F素體為主�����,最后轉(zhuǎn)變?yōu)橐詨K狀鐵素體為主��。
2.2 拉伸試驗(yàn)
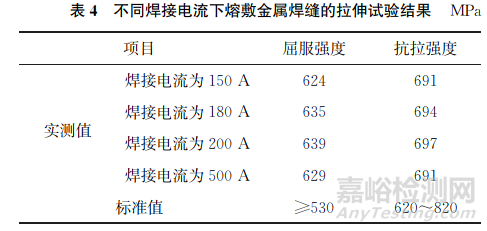
不同焊接電流下熔敷金屬焊縫的拉伸試驗(yàn)結(jié)果如表4所示��。由表4可知:當(dāng)焊接電流增大時�����,熔敷金屬的抗拉強(qiáng)度先增大后減?��?����;當(dāng)焊接電流為180A和200A時�����,熔敷金屬的抗拉強(qiáng)度相差不大��。
當(dāng)焊接電流增大時���,焊絲中合金元素的燒損程度增大��,削弱了固溶體的強(qiáng)化效果��,表現(xiàn)為熔敷金屬的強(qiáng)度降低�����。焊接電流為250A時�����,熱輸入最大���,焊接熱循環(huán)的高溫停留時間最長,使焊縫組織晶粒產(chǎn)生了粗化現(xiàn)象��,最終導(dǎo)致金屬的強(qiáng)度減小�����。
焊縫組織決定了熔敷金屬的強(qiáng)度和塑性��,當(dāng)焊接電流為180A和200A時��,熔敷金屬組織大部分為細(xì)小的針狀鐵素體���,組織比較均勻�����,因此熔敷金屬的強(qiáng)度高��、塑性好�����,當(dāng)焊接電流為250A時��,焊縫中的晶界析出物較多��,晶粒尺寸增大��,且針狀鐵素體的有效形核夾雜物減少�����,熔敷金屬組織中的針狀鐵素體所占比例減小�����,晶粒尺寸增大��。
2.3 低溫沖擊試驗(yàn)
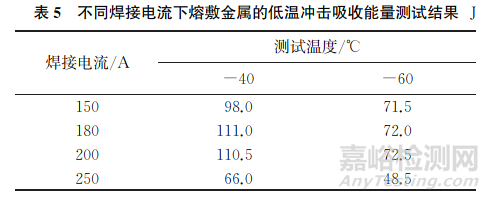
不同焊接電流下熔敷金屬的低溫(-40℃和-60℃)沖擊吸收能量測試結(jié)果結(jié)果如表5所示�����。由表5可知:焊接電流對熔敷金屬的韌性有很大影響��,隨著焊接電流的增大��,低溫沖擊吸收能量呈先增大后減小的趨勢���。當(dāng)焊接電流從150A增大到180A時���,沖擊吸收能量逐漸增大;當(dāng)電流增大到200A時��,低溫沖擊吸收能量達(dá)到最大�����;當(dāng)電流增大至250A時,低溫沖擊吸收能量急劇減小��。
當(dāng)焊接電流為180A和200A時�����,熔敷金屬組織中只有少量韌性較差的塊狀鐵素體�����,大部分為晶粒細(xì)小的針狀鐵素體�����,以及部分粒狀貝氏體���。針狀鐵素體內(nèi)部含有高密度位錯,具有大角度晶界的針狀鐵素體和粒狀貝氏體交叉分布�����,阻止了微裂紋擴(kuò)展��,并使擴(kuò)展路徑偏轉(zhuǎn)�����,消耗了沖擊吸收能量,從而導(dǎo)致熔敷金屬的低溫韌性增大��。當(dāng)焊接電流為250A時��,熔敷金屬中晶界析出物增多��,晶粒尺寸增大�����,針狀鐵素體的含量減少��,從而導(dǎo)致熔敷金屬的低溫沖擊韌性降低�����。
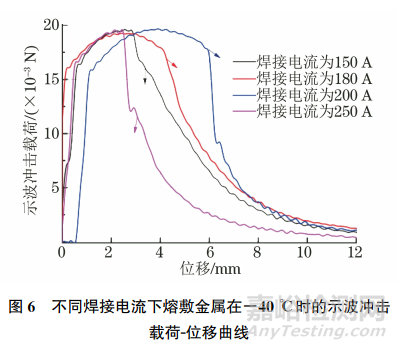
示波沖擊載荷-位移曲線可以顯示出沖擊試樣所消耗的沖擊吸收能量��,充分反映了材料的韌性和脆性���,為優(yōu)化材料強(qiáng)度和韌性提供了理論依據(jù)�����。圖6為不同焊接電流下熔敷金屬在-40℃時的示波沖擊載荷-位移曲線���。按照GB/T 19748—2019《金屬材料 夏比V型缺口擺錘沖擊試驗(yàn) 儀器化試驗(yàn)方法》中的力-位移曲線類型特征對其進(jìn)行分類�����,當(dāng)焊接電流為180A 和200A時���,曲線屬于F類曲線��,說明只發(fā)生了穩(wěn)定裂紋擴(kuò)展���;當(dāng)焊接電流分別為150A和250A時��,曲線分別屬于E類曲線和D類曲線�����,說明材料發(fā)生了不同程度的穩(wěn)定和非穩(wěn)定裂紋擴(kuò)展�����,其中焊接電流為150A時��,曲線開始出現(xiàn)裂紋失穩(wěn)�����,出現(xiàn)了較為明顯的脆斷特征�����;當(dāng)焊接電流為250A時��,曲線的穩(wěn)定裂紋擴(kuò)展階段消失���,隨著載荷的增大��,試樣突然斷裂���,說明材料的韌性裕度較低。
2.4 沖擊試樣斷口的宏觀形貌
不同焊接電流下熔敷金屬沖擊試樣斷口宏觀形貌如圖7所示��。由圖7可知:不同焊接電流下熔敷金屬沖擊試樣斷口形貌均由纖維區(qū)��、放射區(qū)以及剪切唇組成�����,但各區(qū)所占比例不同;隨著焊接電流的增大�����,沖擊試樣斷口中的纖維區(qū)和剪切唇面積減小��,放射區(qū)的面積增大�����。說明焊接電流為150A和250A 時裂紋穩(wěn)定擴(kuò)展距離小于焊接電流為180A和200A時裂紋穩(wěn)定擴(kuò)展距離�����,即焊接電流為150A和250A 時��,試樣的沖擊吸收能量較低��。
3��、 結(jié)論
(1)當(dāng)焊接電流為150~250A時�����,X80管線鋼用氣體保護(hù)藥芯焊絲熔敷金屬的組織主要由針狀鐵素體���、塊狀鐵素體��、粒狀貝氏體組成��。隨著焊接電流的增大,組織的晶粒尺寸有增大趨勢。
(2)焊接電流會影響熔敷金屬的內(nèi)部組織��,進(jìn)而影響其力學(xué)性能���。當(dāng)焊接電流為200A時,熔敷金屬低溫沖擊性能、屈服強(qiáng)度和抗拉強(qiáng)度最大�����,韌性最好。
(3)當(dāng)焊接電流為250A時�����,熔敷金屬的組織粗化��,低溫韌性和塑性降低�����。熔敷金屬的塑性和韌性與焊縫的密集程度、細(xì)小的針狀鐵素體組織有關(guān)���。
作者:吳林恩,郭曉疆�����,肖健,由宗彬��,徐曉林
單位:1.油氣管道輸送安全國家技術(shù)研究中心�����;
2.中國石油天然氣管道科學(xué)研究院有限公司
來源:《理化檢驗(yàn)-物理分冊》2023年第9期