1�����、研究的背景與問(wèn)題
在新能源汽車生產(chǎn)中�����,動(dòng)力電池�����、電機(jī)及其控制器以及電池安全防護(hù)裝置等均為特有的新技術(shù)新結(jié)構(gòu)�����,車身結(jié)構(gòu)中的下托盤等沖壓件��,車內(nèi)的高壓連接器等注塑件對(duì)高質(zhì)量的異型彈簧鋼絲需求量大,而我國(guó)高質(zhì)量的異型彈簧鋼絲仍然需要進(jìn)口�����,大而不強(qiáng)成為我國(guó)異型彈簧鋼絲行業(yè)發(fā)展的明顯特征。同時(shí)����,在基礎(chǔ)材料領(lǐng)域如果長(zhǎng)期依賴國(guó)外進(jìn)口��,對(duì)國(guó)內(nèi)制造業(yè)的穩(wěn)定性非常不利����,比亞迪等新能源汽車制造廠商面臨受制于國(guó)外產(chǎn)業(yè)鏈的窘境����,危及整個(gè)新能源汽車行業(yè)穩(wěn)定發(fā)展�����。異型彈簧鋼絲的整體開(kāi)發(fā)和提升��,從原材料制造水平的提高到中間熱處理技術(shù)等方面的改進(jìn)與突破����,對(duì)提高成品彈簧的耐疲勞性能、抗彈減等性能至關(guān)重要。
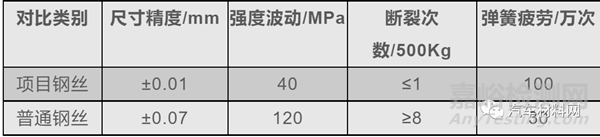
本項(xiàng)目新能源汽車用彈簧鋼絲與普通鋼絲主要參數(shù)對(duì)比
2��、解決問(wèn)題的思路與技術(shù)方案
1����、總體思路:
目前,新能源汽車用異型彈簧鋼絲規(guī)格種類接近400余種�����,每種尺寸都有特定的角度和尺寸�����,形狀不一��,批次起訂量小尺寸不固定是該類產(chǎn)品一大特點(diǎn)����,尤其是定型試驗(yàn)時(shí)訂單量只有幾十公斤����,在軋制技術(shù)方面�����,直接軋制成型工藝是目前國(guó)際上通用的成型方式��,該類軋制工藝在孔型設(shè)計(jì)時(shí),同種規(guī)格需要4套以上的型輥,且不同規(guī)格的軋輥互不通用����,各類規(guī)格難以通過(guò)一種孔型解決����,企業(yè)生產(chǎn)成本過(guò)高����,這也是目前軋制成型技術(shù)的國(guó)際技術(shù)難點(diǎn)��,在此基礎(chǔ)上����,項(xiàng)目組通過(guò)孔型設(shè)計(jì)的調(diào)整��,將過(guò)程孔型設(shè)計(jì)分類統(tǒng)一����,成品由固定模具保證尺寸精度�����,在高精密異型鋼絲生產(chǎn)技術(shù)方面實(shí)現(xiàn)了集成創(chuàng)新,達(dá)到國(guó)際先進(jìn)水平��,同時(shí)將生產(chǎn)成本降低10%左右��,與國(guó)際技術(shù)相比����,成本優(yōu)勢(shì)明顯�����,產(chǎn)品質(zhì)量穩(wěn)定��。
本項(xiàng)目涉及的鋼絲拉拔分為圓絲拉拔和異型絲拉拔�����,國(guó)內(nèi)外如英國(guó)德國(guó)等現(xiàn)行通用工藝為酸洗磷皂化后進(jìn)行拉拔,潤(rùn)滑介質(zhì)為鈣基或鈉基拉絲粉��,缺點(diǎn)在于酸洗磷化污染嚴(yán)重��,不能完全滿足環(huán)保要求,鋼絲存在局部“夾黃”進(jìn)而引起后續(xù)繞制過(guò)程中斷裂��,同時(shí),異型鋼絲由于變形的不均勻性�����,表面極易劃傷����,成型后直線度差�����,在油淬火工序依然難以調(diào)整至合格,針對(duì)上述行業(yè)難題��,本項(xiàng)目避免了酸洗磷化,徹底解決了環(huán)保問(wèn)題��,通過(guò)拉拔結(jié)合的方式,均勻分配每道次變形量�����,保證了直線度�����。
2����、技術(shù)方案:
階段1:對(duì)過(guò)程熱處理工藝及裝備進(jìn)行優(yōu)化����,完成了鋼絲感應(yīng)加熱水浴淬火熱處理及鋼絲清潔生產(chǎn)拉拔用涂層及其制備工藝的研發(fā)��。
階段2:對(duì)鋼絲成型及熱處理整體工藝進(jìn)行研發(fā),對(duì)關(guān)鍵裝備進(jìn)行升級(jí)��,完成了用于卷制輕載荷模具彈簧的異型鋼絲的制備工藝開(kāi)發(fā)和適用于工字輪平穩(wěn)收放線的傳動(dòng)裝置開(kāi)發(fā)�����。
項(xiàng)目起始階段��,國(guó)內(nèi)金屬制品廠家所生產(chǎn)的輕載荷模具彈簧用異型鋼絲的截面主要為梯形�����。梯形鋼絲的截面設(shè)計(jì)難點(diǎn)在于:既要考慮梯形鋼絲在卷制過(guò)程中的受力均衡和變形預(yù)留量����,還要保證卷制成彈簧后彈簧鋼絲的截面盡可能接近矩形��,這樣才能保證彈簧具有最大的變形能。如果梯形鋼絲以軟態(tài)(退火態(tài))交貨�����、卷制彈簧后再進(jìn)行熱處理�����,則彈簧容易變形而產(chǎn)生廢品��;如果梯形鋼絲經(jīng)熱處理后以油淬火-回火態(tài)交貨�����,卷制彈簧時(shí)非常容易出現(xiàn)斷裂現(xiàn)象��,導(dǎo)致卷簧失敗甚至損壞卷簧設(shè)備����。針對(duì)上述現(xiàn)有技術(shù)中所存在的不足之處,開(kāi)發(fā)了一種用于卷制輕載荷模具彈簧的異型鋼絲的制備工藝�����。本工藝通過(guò)對(duì)異型鋼絲的截面優(yōu)化和對(duì)制備工藝的改進(jìn)��,大大提高了異型鋼絲的綜合力學(xué)性能,避免鋼絲表面劃傷����、提高了鋼絲的表面質(zhì)量,而且成本低�����、通用性強(qiáng)��,為后續(xù)使用異型鋼絲來(lái)卷制輕載荷模具彈簧的彈簧制造企業(yè)提供了一種易卷制、品質(zhì)高��、廢品少的彈簧鋼絲材料。
3����、主要?jiǎng)?chuàng)新性成果
1��、構(gòu)建了鋼絲生產(chǎn)模塊化組合技術(shù)��,研發(fā)了通用性強(qiáng)的異型彈簧鋼絲的制備技術(shù)�����,解決了傳統(tǒng)彈簧鋼絲力學(xué)性能差��、組織不穩(wěn)定�����、疲勞壽命短等問(wèn)題,實(shí)現(xiàn)了彈簧鋼絲尺寸精準(zhǔn)控制和100萬(wàn)次以上疲勞壽命的目標(biāo)�����,達(dá)到了國(guó)際先進(jìn)水平�����。
圖1 鋼絲生產(chǎn)模塊化組合技術(shù)
在鋼絲研發(fā)及中試、量產(chǎn)階段��,鋼絲的成本及質(zhì)量控制往往處于不穩(wěn)定狀態(tài)����,研發(fā)了鋼絲生產(chǎn)模塊化組合技術(shù),如圖1所示����。模塊化組合技術(shù)的應(yīng)用,可以使鋼絲研發(fā)周期由1年以上降為2個(gè)月以內(nèi)�����,產(chǎn)品合格率大幅提升至98%以上。相關(guān)發(fā)明專利1項(xiàng):一種用于卷制輕載荷模具彈簧的異型鋼絲的制備工藝(專利號(hào):ZL2019 1 0385346.0)��,一種適用于砂帶機(jī)的自動(dòng)調(diào)偏裝置(專利號(hào):ZL2017 1 0084094.9)�����;行業(yè)標(biāo)準(zhǔn)1項(xiàng):彈簧墊圈用梯形鋼絲 YB/T5319-2010;相關(guān)實(shí)用新型專利4項(xiàng):一種梯形鋼絲進(jìn)行拉伸試驗(yàn)的夾持裝置(專利號(hào):ZL2020 2 0156180.3),一種適用于梯形鋼絲拉伸試樣的手動(dòng)刻畫標(biāo)距裝置(專利號(hào):ZL2020 2 0329925.1)�����,一種適用于不同厚度扁鋼絲的彎曲試驗(yàn)裝置(專利號(hào):ZL2020 2 1455632.4)�����。
圖2 不同異型彈簧鋼絲實(shí)物圖
研發(fā)了用于卷制輕載荷模具彈簧的異型鋼絲的制備工藝��,分析最大變形量與截面形狀的關(guān)系,最終確定鋼絲的截面形狀采用仿梯形(圖2)����。同時(shí)改進(jìn)鋼絲的生產(chǎn)工藝,對(duì)模具制作��、選料����、過(guò)程軋制��、成品軋制����、熱處理、拉伸試驗(yàn)等過(guò)程精準(zhǔn)控制��,選用優(yōu)質(zhì)鋼材����,經(jīng)過(guò)冷加工和熱處理后����,將鋼絲硬度控制在HRC45-49,馬氏體級(jí)別小于等于2級(jí)�����,晶粒度大于等于10級(jí)。有效控制變形預(yù)留量����、保證卷制成彈簧后鋼絲的截面比較接近矩形��,使彈簧具有較大的變形能力����。
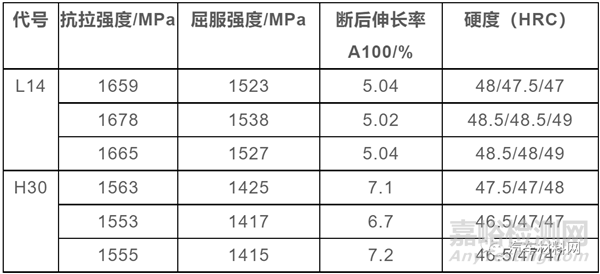
表1 不同系列規(guī)格力學(xué)性能
表1為本項(xiàng)目SAE 9254V材質(zhì)的部分不同系列規(guī)格試驗(yàn)數(shù)據(jù),抗拉強(qiáng)度取樣為每隔1米取樣30厘米長(zhǎng)進(jìn)行拉伸試驗(yàn)�����,洛氏硬度為試樣端部磨平后,每隔4mm取點(diǎn)測(cè)量�����。
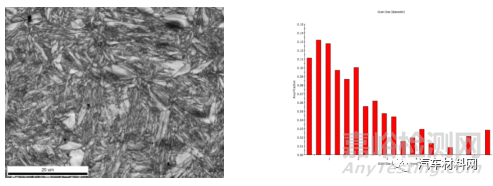
圖3為對(duì)應(yīng)表1中樣品的H30規(guī)格bcc EBSD成像圖和晶粒尺寸,通過(guò)bcc EBSD數(shù)據(jù)和表1中包含規(guī)格的實(shí)際使用結(jié)果,得出結(jié)論:馬氏體的形狀,分布及大小,對(duì)彈簧鋼絲的性能影響至關(guān)重要����,馬氏體晶粒尺寸差別越小�����,分布越均勻,最后綜合性能越好��。
圖3 bcc EBSD成像圖和晶粒尺寸
圖 4 砂帶機(jī)及自動(dòng)調(diào)偏裝置
發(fā)明了適用于砂帶機(jī)的自動(dòng)調(diào)偏裝置(圖4)��,通過(guò)加裝傳感器在砂帶機(jī)的工作過(guò)程中來(lái)實(shí)時(shí)檢測(cè)環(huán)形砂帶圈運(yùn)行狀態(tài)�����,自動(dòng)調(diào)整調(diào)偏輥的上下擺動(dòng)方向,解決了環(huán)形砂帶圈跑偏造成環(huán)形砂帶圈與機(jī)械零件的損壞�����,影響鋼絲表面質(zhì)量的問(wèn)題�����。
2����、基于獲得鋼絲索氏體組織的熱處理技術(shù)�����,研發(fā)了一種鋼絲感應(yīng)加熱水浴淬火熱處理工藝,解決了索氏體化時(shí)熱處理效率低����、依賴于傳統(tǒng)介質(zhì)重金屬鉛的行業(yè)難題,實(shí)現(xiàn)了鋼絲中間工序熱處理高效率�����、無(wú)污染的目標(biāo)�����。
圖5為傳統(tǒng)工藝流程��,圖6位本項(xiàng)目工藝流程�����,經(jīng)過(guò)3年多的工藝試驗(yàn)和生產(chǎn)實(shí)踐,已形成成熟的熱處理工藝參數(shù)����,保證鋼絲產(chǎn)品質(zhì)量的同時(shí),生產(chǎn)效率提升30%��,生產(chǎn)成本降低10%��。
圖5 傳統(tǒng)工藝流程
圖6 本項(xiàng)目工藝流程
獲相關(guān)發(fā)明專利2項(xiàng):一種鋼絲感應(yīng)加熱水浴淬火熱處理工藝(專利號(hào):ZL 2016 1 1096116.5)����;一種適用于工字輪平穩(wěn)收放線的傳動(dòng)裝置(專利號(hào):ZL2020 1 0542683.9)����;國(guó)家標(biāo)準(zhǔn)1項(xiàng):淬火-回火彈簧鋼絲 GB/T 18983-2017��;論文:新型環(huán)保鋼絲熱處理生產(chǎn)線設(shè)計(jì)/冷卻速度對(duì)SAE 9254V 彈簧鋼相變規(guī)律的影響�����。
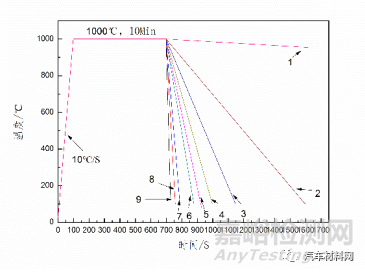
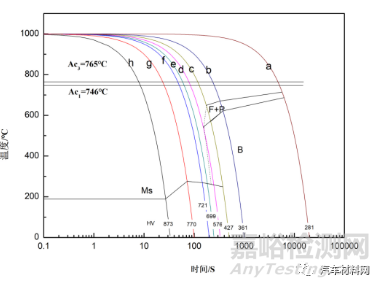
圖7 冷卻過(guò)程相變點(diǎn)測(cè)定工藝(圖中1至8冷速分別為0.05℃/S�����、1℃/S、2℃/S����、3℃/S�����、4℃/S、5℃/S��、10℃/S�����、30℃/S)
圖8 SAE 9254V材質(zhì)的靜態(tài)CCT曲線(a:0.05℃/S��;b:1℃/S�����;c:2℃/S�����;d:3℃/S��;e:4℃/S�����;f:5℃/S;g:10℃/S;h:30℃/S )
圖7為本項(xiàng)目所使用原材料中的SAE 9254V材質(zhì)的冷卻過(guò)程相變點(diǎn)測(cè)定工藝����,圖8為對(duì)應(yīng)的靜態(tài)CCT曲線����,為了獲得更為貼近實(shí)際生產(chǎn)需要的SAE 9254V相變點(diǎn)溫度,在韓國(guó)浦項(xiàng)線材(φ9.0mm)上��,截取φ4mm×10mm圓柱棒狀樣����,利用DIL 805A型熱膨脹儀進(jìn)行Ac1�����、Ac3、Ms�����、Mf 等相變點(diǎn)的測(cè)量�����,使用顯微硬度計(jì)對(duì)不同冷速下試樣的顯微硬度做統(tǒng)計(jì)����,結(jié)合金相顯微組織照片��,依據(jù)不同冷速下的溫度-膨脹量曲線����,作出靜態(tài)CCT曲線�����。
表2 不同冷速下顯微硬度和金相
綜合不同冷卻速度下的顯微硬度�����、溫度-膨脹量曲線以及金相顯微組織照片����,可得出表2����。
圖9 水淬火槽體結(jié)構(gòu)圖 圖10 水淬火槽安裝現(xiàn)場(chǎng)圖
建立了鋼絲熱處理生產(chǎn)線(圖9�����、圖10)�����,采用工字輪式放線系統(tǒng)和水淬火系統(tǒng)����,配套張力控制裝置����。根據(jù)槽體液位控制的具體情況�����,采用簡(jiǎn)單可靠的浮球閥自動(dòng)控制純水添加����,自動(dòng)補(bǔ)償槽液的揮發(fā)損失,保證工作過(guò)程中槽體液面穩(wěn)定�����。槽液溫度采用比例調(diào)節(jié)閥調(diào)節(jié)加熱和冷卻系統(tǒng),溫度變化小,實(shí)現(xiàn)了鋼絲在線熱處理溫度的精確控制�����。
3��、研發(fā)了新型拉拔用涂層和水基型切削液等綠色清潔技術(shù),分別采用合成酯、非離子表面活性劑和水等環(huán)保材質(zhì)�����,柔性配比�����,解決了鋼絲生產(chǎn)硼化�����、磷化等環(huán)境污染問(wèn)題����,實(shí)現(xiàn)了彈簧鋼絲清潔生產(chǎn)的目標(biāo)。
鋼絲生產(chǎn)過(guò)程中需要進(jìn)行拉拔�����、輥拉或軋制,拉拔前需要對(duì)鋼絲表面進(jìn)行處理����,在拉拔過(guò)程中����,由于變形做功和摩擦做功產(chǎn)生的熱使鋼絲溫度升高����,若潤(rùn)滑及冷卻條件差��,會(huì)造成鋼絲表面質(zhì)量迅速下降�����,產(chǎn)品合格率將降低��。獲相關(guān)發(fā)明專利2項(xiàng):一種鋼絲清潔生產(chǎn)拉拔用涂層及其制備工藝(專利號(hào):ZL 2017 1 0090270.X);一種金屬加工用水基型切削液及其配制方法(專利號(hào):ZL 2014 1 0439789.0)�����。
4����、應(yīng)用情況與效果
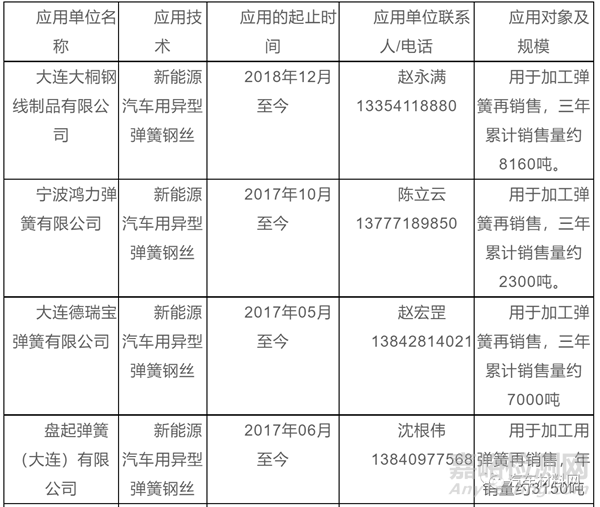
項(xiàng)目完成了新能源汽車用異形彈簧鋼絲的研發(fā)及推廣活動(dòng)�����,成為國(guó)內(nèi)唯一一家具有新能源汽車用高端異型彈簧鋼絲生產(chǎn)能力的供應(yīng)商,具備年產(chǎn)6500噸的產(chǎn)能,各種彈簧鋼絲產(chǎn)品銷往大連、東莞、慈溪����、蘇州����、寧波等多個(gè)省��、市�����、自治區(qū),在應(yīng)用單位加工彈簧進(jìn)行再銷售,近三年實(shí)現(xiàn)經(jīng)濟(jì)產(chǎn)值5.21億元��,利潤(rùn)5840萬(wàn)元,其他應(yīng)用單位利用本技術(shù)生產(chǎn)的異型彈簧鋼絲�����,用于制造新能源汽車用彈簧并進(jìn)行銷售,預(yù)估累計(jì)產(chǎn)生經(jīng)濟(jì)效益23億元����,為企業(yè)帶來(lái)顯著的經(jīng)濟(jì)效益。主要應(yīng)用情況如下:
主要應(yīng)用單位情況表
目前我國(guó)新能源汽車用異型彈簧鋼絲絕大部分依賴進(jìn)口����,且進(jìn)口渠道不暢��,無(wú)論是價(jià)格還是交貨期上都受到國(guó)外廠商的制約。應(yīng)用單位迫切需要有國(guó)內(nèi)金屬制品生產(chǎn)廠家能夠投入物力和人力研制出我們自己的優(yōu)質(zhì)異型彈簧鋼絲����,替代進(jìn)口�����,所以研制國(guó)產(chǎn)高質(zhì)量異型彈簧鋼絲,滿足我國(guó)模具����、新能源汽車等相關(guān)行業(yè)日益增長(zhǎng)的需要,保持我國(guó)經(jīng)濟(jì)的高速��、持續(xù)和穩(wěn)定發(fā)展具有積極的推動(dòng)作用��,實(shí)現(xiàn)“節(jié)能、減排����、降耗”,符合國(guó)家提出的可持續(xù)發(fā)展的理念和“雙碳”戰(zhàn)略����。
來(lái)源:中鋼集團(tuán)鄭州金屬制品研究院股份有限公司