渦流檢測是建立在電磁感應(yīng)原理基礎(chǔ)上的一種無損檢測方法���,通過檢測工件內(nèi)感應(yīng)電流的變化情況���,可以得到材料的電導(dǎo)率���、磁導(dǎo)率、形狀���、尺寸等參數(shù)的變化情況���,以發(fā)現(xiàn)工件中的缺陷���。渦流檢測的優(yōu)點有:不與被檢件接觸、無耦合介質(zhì)���、檢測快速等���,且渦流檢測更易實現(xiàn)在線檢測,有利于對產(chǎn)品進(jìn)行質(zhì)量追溯及過程控制���,在一定程度上可避免人為引起的誤差���。鍛鋼冷軋輥渦流檢測技術(shù)多采用探頭式(放置式)線圈進(jìn)行自比式檢測���,即比較同一被檢工件的不同部分。工件幾何參數(shù)的變化較小���,對線圈阻抗的影響較小���,若被檢部位存在裂紋���,線圈會感應(yīng)出急劇變化的信號���,從而達(dá)到檢測目的���。
研究人員對不同規(guī)格的試樣進(jìn)行渦流檢測,采用硬度測試���、化學(xué)成分分析���、金相檢驗、殘余應(yīng)力測試等方法對不同渦流信號位置進(jìn)行分析���,并對鍛鋼冷軋輥中渦流檢測技術(shù)的應(yīng)用進(jìn)行探討,研究結(jié)果可為科學(xué)試驗���、工業(yè)生產(chǎn)提供可靠的數(shù)據(jù)支撐。
1���、試驗材料與方法
1.1 試驗材料
選取3個不同規(guī)格試樣,同時進(jìn)行鍛造���、球化退火、調(diào)質(zhì)及淬火處理,試樣1~3的規(guī)格(直徑×長度)分別為400mm×1500mm���,550mm×1600mm���,550mm×1800mm���,Cr元素的質(zhì)量分?jǐn)?shù)分別為3%���,5%���,6%���。
1.2 試驗方法
采用不同的淬火工藝對試樣1~3進(jìn)行磨削處理,使試樣表面粗糙度≤0.8μm���。采用渦流探傷儀對試樣進(jìn)行渦流檢測,標(biāo)定渦流信號點���,對信號點進(jìn)行硬度測試���、化學(xué)成分分析���、金相檢驗���、殘余應(yīng)力測試。
2���、試驗結(jié)果
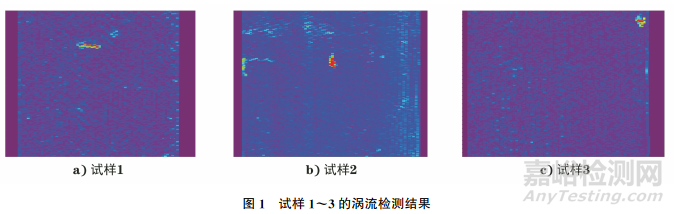
試樣1~3的渦流檢測結(jié)果如圖1所示���,其中紅色區(qū)域為渦流超標(biāo)信號���。試樣1~3的計算信號區(qū)面積分別為45���,86���,67cm2���。
2.1 硬度測試
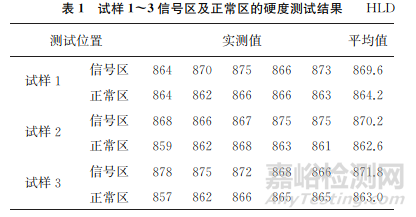
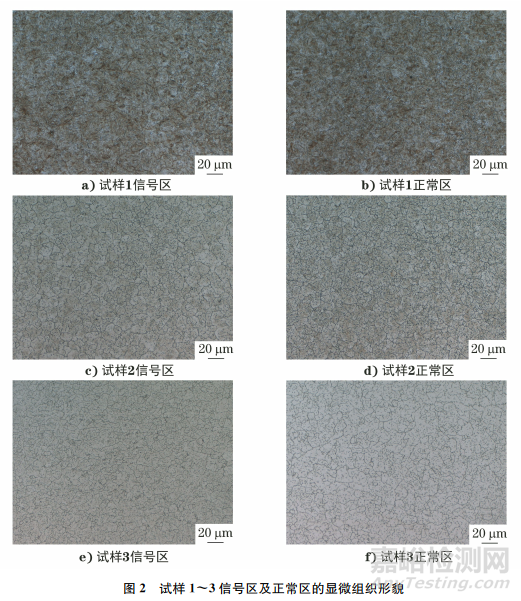
標(biāo)記出渦流信號所在的試樣表面位置���,采用里氏硬度計對試樣1~3信號區(qū)及正常區(qū)進(jìn)行硬度測試,結(jié)果如表1所示。由表1可知:試樣1~3均存在渦流軟點信號區(qū)���,且渦流信號區(qū)均存在硬度偏高現(xiàn)象���。
2.2 化學(xué)成分分析
采用直讀光譜儀對試樣1~3信號區(qū)及正常區(qū)進(jìn)行化學(xué)成分分析���,結(jié)果如表2示���。由表2可知:試樣1~3不同區(qū)域的化學(xué)成分均相差不大���,說明渦流信號的產(chǎn)生與試樣的化學(xué)成分無明顯關(guān)系���。
2.3 金相檢驗
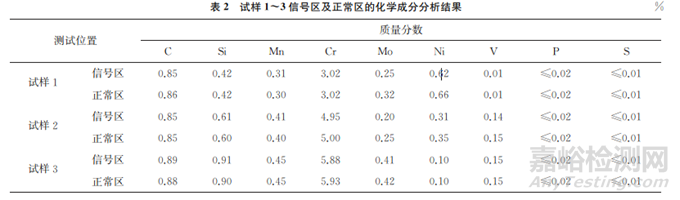
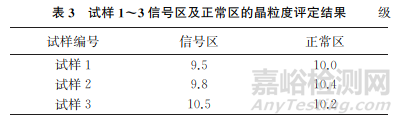
采用光學(xué)顯微鏡對試樣1~3信號區(qū)及正常區(qū)進(jìn)行顯微組織觀察���,結(jié)果如圖2所示。試樣1~3信號區(qū)及正常區(qū)的晶粒度評定結(jié)果如表3所示���。由圖2和表3可知:試樣1~3各區(qū)域顯微組織均為正常的回火隱晶馬氏體+點���、粒狀碳化物+少量殘余奧氏體���,且信號區(qū)與正常區(qū)的晶粒度無明顯差異���。
2.4 殘余應(yīng)力測試
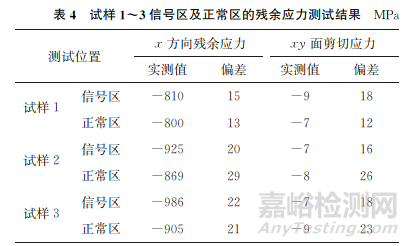
采用應(yīng)力測試儀對試樣1~3信號區(qū)及正常區(qū)進(jìn)行表面殘余應(yīng)力測試���,結(jié)果如表4所示。由表4可知:試樣1~3各部位均為壓應(yīng)力狀態(tài)���,即鋼中晶面間距隨壓應(yīng)力的增大而減小���,信號區(qū)的應(yīng)力高于正常區(qū)域,說明信號區(qū)晶面間距減小的程度更加明顯���,進(jìn)而使材料的電導(dǎo)率升高���。渦流檢測是在工件中產(chǎn)生渦電流的過程,因此���,可以建立渦流與應(yīng)力的對應(yīng)關(guān)系���。說明材料電導(dǎo)率的分布與渦流信號存在相關(guān)性���,渦流檢測技術(shù)可以評估殘余應(yīng)力的大小���。
3、綜合分析
軋輥渦流檢測信號受到材料殘余應(yīng)力的影響���,結(jié)合實際生產(chǎn)中的工藝過程可以判斷:表面淬火過程中感應(yīng)線圈電流磁場轉(zhuǎn)變過程會導(dǎo)致局部區(qū)域出現(xiàn)加熱充分���、碳化物溶解���、奧氏體化充分等現(xiàn)象���,使材料表面晶粒尺寸變大���、表面硬度增加���。
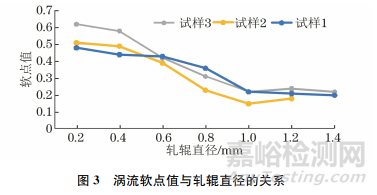
目前試樣1~3均已完成了10個以上的軋制周期,使用過程中未發(fā)生任何影響軋制板面的異?��,F(xiàn)象���,且在試樣使用過程中���,渦流信號隨軋輥直徑的增大而迅速降低(見圖3)���。說明該類渦流信號主要分布在軋輥近表面,與表面淬火應(yīng)力的分布有高度的對應(yīng)性���,進(jìn)一步證實了軋輥渦流檢測信號與材料的殘余應(yīng)力有關(guān)���。
4、結(jié)論及建議
軋制前的軋輥渦流信號為淬火過程中的工件表面殘余應(yīng)力分布不均所致���,且隨工件合金含量的增加���,其殘余應(yīng)力差值逐漸增大���。該類渦流信號不會造成任何軋輥使用異常,且渦流信號在使用初期的5~8個周期內(nèi)會迅速降低至較低水平���。
目前���,鍛鋼冷軋輥并無行業(yè)統(tǒng)一的渦流檢測控制標(biāo)準(zhǔn),因此���,在鍛鋼冷軋輥使用維護(hù)過程中���,各軋線應(yīng)該根據(jù)不同軋制工況、現(xiàn)場檢測設(shè)備的型號特點���,制定不同的管控要求。
作者:張大偉���,羅昌,王文明
單位:寶鋼軋輥科技有限責(zé)任公司
來源:《理化檢驗-物理分冊》2023年第9期