H13鋼的韌性較高��,抗疲勞龜裂性和抗黏性較好��,與熔融金屬相互作用較小,廣泛用于制作壓鑄��、擠壓��、熱鍛等模具��。某鋁型材廠采用H13鋼制備的擠壓模具對(duì)鋁合金擠壓成型��,該模具的加工工藝流程為:開粗框→調(diào)質(zhì)熱處理→電火花加工或線切割型腔→精磨��。該模具在服役期間發(fā)生開裂��。影響擠壓模具使用壽命的因素包括:模具的材料��、熱處理工藝��、設(shè)計(jì)��、加工工藝��、表面處理等��。目前��,對(duì)模具加工、表面處理等方面的報(bào)道較少��。研究人員采用一系列理化檢驗(yàn)方法對(duì)該模具開裂的原因進(jìn)行分析��,并提出了改進(jìn)措施��,以避免該類問題再次發(fā)生��。
1��、 理化檢驗(yàn)
1.1 宏觀觀察
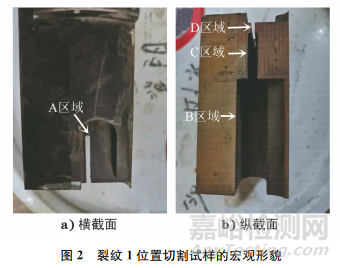
開裂模具的宏觀形貌如圖1所示��,模具外觀尺寸為200mm×60mm(外徑×壁厚)��。圖1中兩處白色箭頭所指處存在開裂裂紋��。使用線切割方法在垂直于裂紋1位置截取試樣并進(jìn)行宏觀觀察��,結(jié)果如圖2所示��。由圖2可知:裂紋起始于型腔的拐角處��,并向外擴(kuò)展��,裂紋長度為5mm��;該擠壓模具存在3處變徑區(qū)域��,分別為B��、C��、D區(qū)域��。
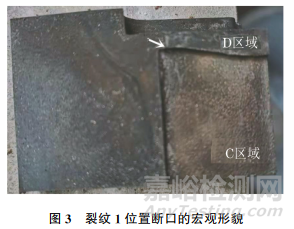
沿裂紋1人工打開模具��,對(duì)斷口進(jìn)行宏觀觀察��,結(jié)果如圖3所示��。由圖3可知:斷口為典型的疲勞斷口��,呈“海灘”狀條紋特征��;斷口分為裂紋源區(qū)��、裂紋擴(kuò)展區(qū)及瞬斷區(qū)��,裂紋源區(qū)如箭頭所指��,始于C區(qū)域到D區(qū)域的臺(tái)階位置��,且為拐角處;C區(qū)域和臺(tái)階位置均為電火花加工面��,表面粗糙��。
1.2 化學(xué)成分分析
采用直讀光譜分析儀對(duì)開裂模具進(jìn)行化學(xué)成分分析��,結(jié)果如表1所示��。由表1可知:開裂模具的化學(xué)成分滿足標(biāo)準(zhǔn)要求��。
1.3 硬度測試
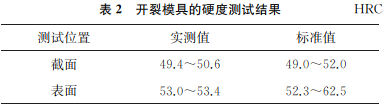
依據(jù)GB/T 230.1—2018 《金屬材料 洛氏硬度試驗(yàn) 第1部分:試驗(yàn)方法》對(duì)開裂模具的截面和表面進(jìn)行硬度測試��,結(jié)果如表2所示��。由表2可知:模具截面硬度滿足標(biāo)準(zhǔn)要求��,模具表面硬度滿足滲氮后表面硬度的要求��。
1.4 非金屬夾雜物評(píng)定
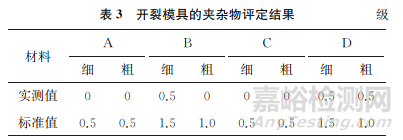
依據(jù)ASTM E45—2018a《鋼中夾雜物含量的測定 標(biāo)準(zhǔn)試驗(yàn)方法》中的方法A對(duì)模具進(jìn)行夾雜物評(píng)定��,結(jié)果如表3所示��,可見該開裂模具的夾雜物等級(jí)滿足標(biāo)準(zhǔn)要求��。
1.5 金相檢驗(yàn)
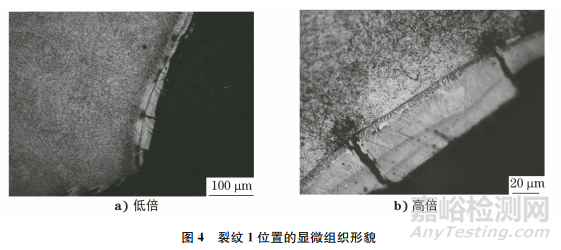
在裂紋1位置的裂紋源附近取金相試樣��,將試樣置于光學(xué)顯微鏡下觀察,結(jié)果如圖4所示��。由圖4可知:試樣中可見明顯的電火花加工的變質(zhì)層及微裂紋��;基體中含有回火馬氏體和碳化物��,沒有明顯的組織缺陷��;電火花加工變質(zhì)層由白亮層��、淬火層和過渡回火層組成��,淬火層和過渡回火層又稱熱影響層��;白亮層的最大厚度達(dá)到70μm��,在白亮層表面有微裂紋��,且微裂紋已延伸至熱影響區(qū)��。
1.6 掃描電鏡(SEM)分析
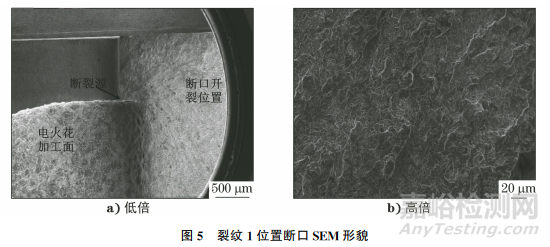
在裂紋1斷口處取樣��,并對(duì)試樣進(jìn)行SEM分析��,結(jié)果如圖5所示��。由圖5可知:裂紋源起始位置與宏觀觀察結(jié)果一致,裂紋擴(kuò)展區(qū)形貌呈準(zhǔn)解理特征��,說明材料具有較好的韌性��。
2��、 綜合分析
綜上可知��,模具材料的化學(xué)成分��、晶粒度及顯微組織等均達(dá)到標(biāo)準(zhǔn)要求��。裂紋擴(kuò)展區(qū)斷口形貌主要呈準(zhǔn)解理特征��,說明材料本身有較高的韌性��,其硬度也符合該材料的性能指標(biāo)��。因此��,可以判定模具發(fā)生開裂的主要原因是存在電火花加工白亮層��。
電火花加工是生產(chǎn)模具的主要加工方法之一��,其原理是基于在工作液中的工具和工件(正��、負(fù)電極)之間脈沖性火花放電時(shí)的電腐蝕現(xiàn)象來去除多余的金屬,從而獲得尺寸��、形狀和表面質(zhì)量符合要求的工件��。電火花加工可以滿足特殊及復(fù)雜形狀��、難切削零件的加工需求,可直接利用電能��、熱能進(jìn)行加工��。但經(jīng)電火花加工后��,模具表面的顯微組織會(huì)發(fā)生變化��,形成不連續(xù)的��、厚度不均勻的變質(zhì)層��,對(duì)模具表面產(chǎn)生一系列的負(fù)面影響��。變質(zhì)層的顯微組織和元素含量發(fā)生變化��,加工位置的表面硬度也隨之發(fā)生變化��。淬火區(qū)的硬度比基體的硬度高��,回火區(qū)的硬度比基體的硬度低��。
電火花加工表面變質(zhì)層殘留了較高的殘余應(yīng)力��,主要為拉應(yīng)力��,其產(chǎn)生原因是電火花加工過程中模具表面有溫度梯度��,或者是不同顯微組織的變形程度不同��,引起的相變不一致��。電火花加工模具表面會(huì)產(chǎn)生顯微裂紋��,其原因是金屬從熔化狀態(tài)急速冷卻至凝固狀態(tài)��,表面收縮產(chǎn)生拉伸熱應(yīng)力��,達(dá)到材料的極限強(qiáng)度��,在電火花加工形成的凹坑周圍有呈輻射狀分布的微裂紋��。裂紋主要存在于白亮層��,當(dāng)加工的脈沖能量很大時(shí),就會(huì)擴(kuò)展到熱影響區(qū)��。開裂模具裂紋源處的電加工白亮層厚度為70μm��,并伴有微裂紋��,且微裂紋已延伸至熱影響區(qū)��。材料的連續(xù)性被破壞工件表面的耐疲勞性能降低��,嚴(yán)重影響了模具的制造質(zhì)量和使用壽命��。
當(dāng)模具有拐角��、溝槽��、缺口和臺(tái)階等結(jié)構(gòu)時(shí)��,很容易產(chǎn)生應(yīng)力集中現(xiàn)象��,局部位置產(chǎn)生高應(yīng)力��,應(yīng)力集中削弱了構(gòu)件的強(qiáng)度��,降低了構(gòu)件的承載能力��,往往是構(gòu)件發(fā)生破壞的起始點(diǎn)��。
該模具裂紋源起始于型腔變徑孔臺(tái)階的拐角位置��,該位置型腔較小��,寬度僅為2mm��,拐角位置R角較小��,而且有臺(tái)階��,該處易發(fā)生應(yīng)力集中現(xiàn)象��,在外界應(yīng)力作用下��,該處應(yīng)力最大,易發(fā)生開裂��。同時(shí)��,該位置存在電火花的變質(zhì)層��,因而造成該模具使用不久后發(fā)生開裂��。
3��、 改進(jìn)措施
3.1 模具熱處理
經(jīng)電火花加工后,模具表面有較大的拉應(yīng)力��,促使電火花加工的白亮層萌生微裂紋��,造成應(yīng)力集中��,降低了模具的疲勞強(qiáng)度��。因此��,電火花加工后��,應(yīng)對(duì)其進(jìn)行回火處理��。為了避免模具硬度降低��,保證其韌性��,再回火溫度應(yīng)比模具淬火后的二次回火溫度低20℃��。將電火花加工后的模具及時(shí)進(jìn)行回火處理后��,電火花加工表面的殘余拉應(yīng)力可以得到有效去除��,進(jìn)而提高模具的耐疲勞性能��。
3.2 合理選擇電加工參數(shù)
電火花加工模具的過程中��,選擇合理電加工參數(shù)對(duì)模具表面質(zhì)量很重要��。粗加工時(shí)��,即采用較大峰值的電流��,電流可設(shè)置為6~15A��,以盡快地去除加工余量��,提高生產(chǎn)效率��,同時(shí)電極損耗較小��,但是加工表面的粗糙度很大��,表面質(zhì)量很差��,變質(zhì)層很厚��;精加工時(shí)��,即采用較小脈寬和較小峰值電流��,電流可設(shè)置為2~5.5A,雖然降低了生產(chǎn)效率��,電極損耗也隨之增大��,但加工表面粗糙度小��,表面質(zhì)量好��,同時(shí)獲得了較薄的白亮層和熱影響區(qū)��。因此��,在電火花加工成型過程中��,優(yōu)化粗��、中��、精加工段的電加工參數(shù)和3個(gè)檔次的加工余量的分配��,是去除表面缺陷的一種有效方法��。
3.3 打磨和拋光
電火花加工后��,對(duì)加工面進(jìn)行機(jī)械研磨或拋光處理��,可改善電火花加工面的表面質(zhì)量��,去除變質(zhì)層��,降低表面粗糙度��,提高模具的耐疲勞性能��,延長其使用壽命��。
4��、 結(jié)論
該H13鋼制備的鋁合金擠壓模具出現(xiàn)開裂的主要原因是:應(yīng)力集中的變徑孔拐角位置存在厚度較大的白亮層,且有微裂紋��,微裂紋延伸至熱影響區(qū)��,破壞了材料的連續(xù)性��,降低了模具的耐疲勞性能��。在擠壓力和熱應(yīng)力的作用下��,裂紋不斷擴(kuò)展��,最終導(dǎo)致模具發(fā)生開裂��。
建議模具生產(chǎn)單位在進(jìn)行模具表面電加工處理時(shí),采用多次放電加工��,最后階段采用低電流��、高頻率放電��,使電加工表面變質(zhì)層控制在合理的范圍內(nèi)��。加工完成后及時(shí)回火去應(yīng)力��,并對(duì)電加工變質(zhì)層進(jìn)行打磨��,消除表面拉應(yīng)力��,延長模具的使用壽命��。
作者:馮明明1��,2
單位:1.唐山志威科技有限公司��;
2.河北省工模具鋼技術(shù)創(chuàng)新中心
來源:《理化檢驗(yàn)-物理分冊(cè)》2023年第9期