1���、測試背景
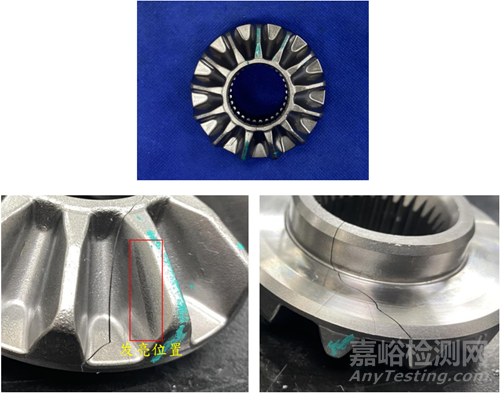
某公司進(jìn)行差速器殼體扭轉(zhuǎn)疲勞實驗,實驗要求:殼體扭轉(zhuǎn)12W次循環(huán)���,單邊循環(huán)不換齒一直做到失效���,運(yùn)行到70575循環(huán)時,靠近差殼頂部軸頸的半軸齒輪出現(xiàn)裂紋���。
差速器制造工藝流程:毛坯-冷切邊-拋丸-鉆孔-車內(nèi)孔-車球面、背錐-熱處理-磨內(nèi)孔-磨球面���,材質(zhì)SAE 8620H���,不良品如下圖所示���。
產(chǎn)品開裂照片
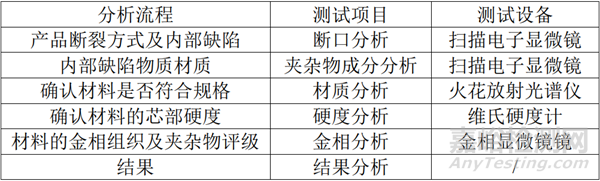
2���、分析流程或?qū)嶒灧桨?/span>
3���、測試結(jié)果
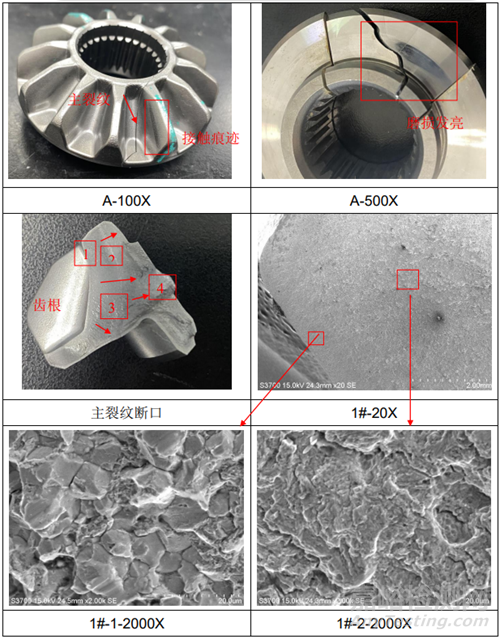
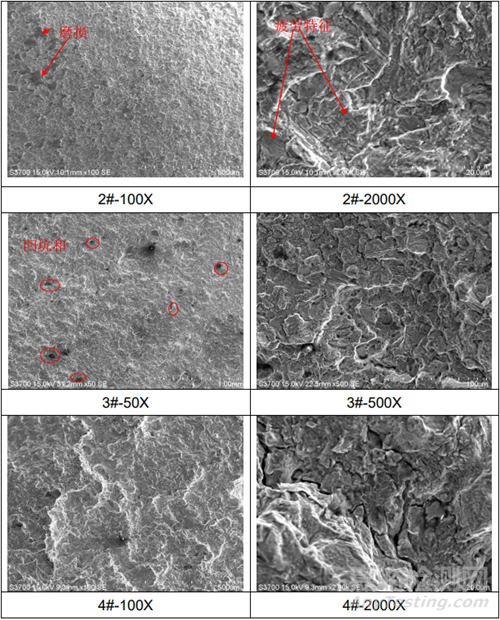
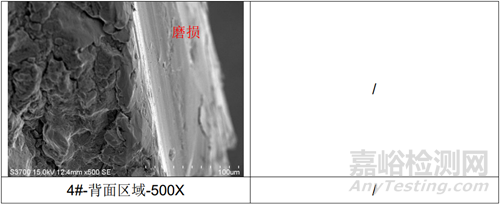
3.1 | 斷口分析(SEM)
小結(jié):
1#-1區(qū)域外表面為沿晶形貌���,1#-2���、2#、3#���、4#基材內(nèi)部為準(zhǔn)解理加韌窩形貌,裂紋源位于齒根部外表面���,2#部分位置和4#背面區(qū)域存在磨損���,3#位置存在夾雜物脫落凹坑和殘留油污���。斷口多處存在疲勞特征���,樣品整體為脆性開裂���。
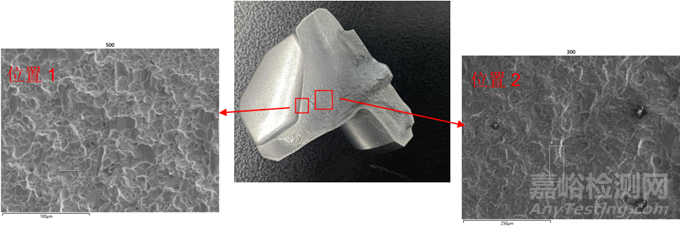
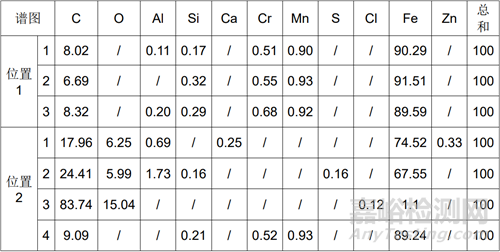
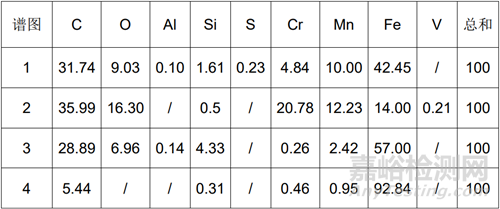
3.2 | EDS能譜分析
(邊緣���、芯部)
EDS成分分析區(qū)域
成分分析結(jié)果見下表(wt%)
小結(jié):
位置1表面沿晶形貌成分未發(fā)現(xiàn)明顯異常,位置2芯部區(qū)域可能為夾雜物或夾雜物脫落后留下孔洞以及油污���。
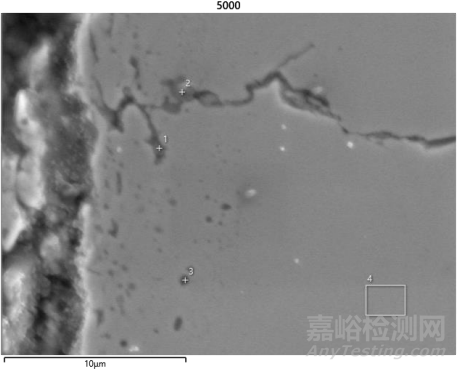
3.3 | EDS能譜分析
(截面)
EDS成分分析區(qū)域
成分分析結(jié)果見下表(wt%)
小結(jié):
對疏松位置和擴(kuò)展裂紋內(nèi)進(jìn)行EDS分析,疏松位置可能存在滲入的油污和夾雜物���。
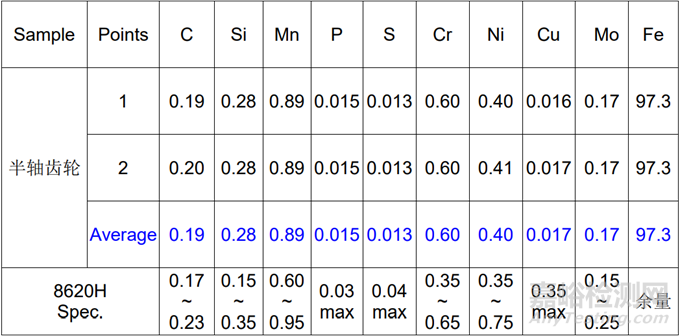
3.4 | 樣品材質(zhì)分析
小結(jié):
成分結(jié)果表明���,工件符合8620H規(guī)格���。
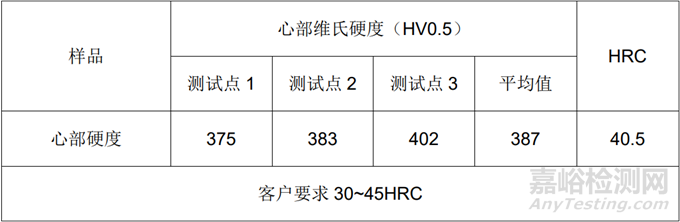
3.5 | 維氏硬度分析
小結(jié):
芯部硬度符合客戶提供的規(guī)格要求���。
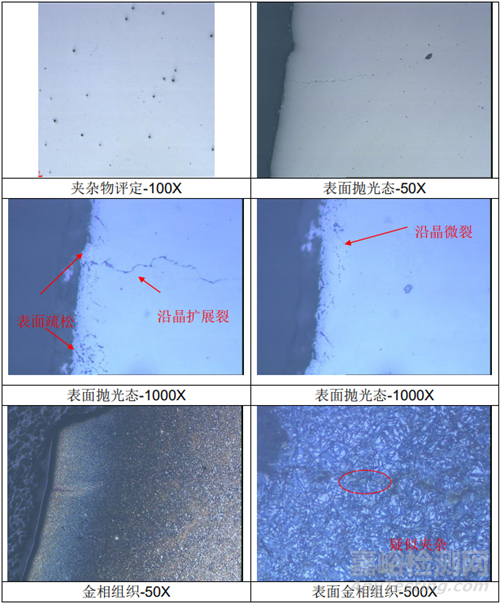
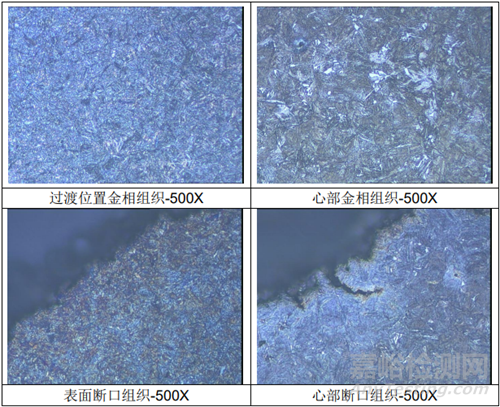
3.6 | 夾雜物+金相組織分析
小結(jié):
測試位置夾雜物評級約為D類球類氧化物2.5級���,未見其他夾雜物���。拋光態(tài)下齒輪表面較為疏松存在微裂紋和沿晶擴(kuò)展裂紋���,疏松位置和擴(kuò)展裂紋位置存在疑似夾雜物���。樣品表面為滲碳組織,表面為針狀馬氏體組織和白色顆粒狀碳化物���,過渡位置為馬氏體和沿晶界分布的托氏體組織,芯部組織為馬氏體組織和少量鐵素體組織���。
4���、分析討論
1.金屬材料在循環(huán)載荷作用時���,會使應(yīng)力集中���,導(dǎo)致疲勞開裂���;
2.材料內(nèi)部較多的夾雜物���,循環(huán)載荷作用時,產(chǎn)生較多微裂紋���;
5���、結(jié)論
樣品表面較粗糙且存在微裂紋���,非金屬夾雜氧化物較多���,且樣品為滲碳件,在疲勞測試中易在齒根部表面造成應(yīng)力集中���,從而降低疲勞壽命,導(dǎo)致樣品發(fā)生脆性開裂���。
6���、改善建議
建議調(diào)整材料工藝���,減少非金屬夾雜物���。