對于海洋或沿海地區(qū)工作的航空發(fā)動(dòng)機(jī)來說���,其高溫結(jié)構(gòu)表面易沉積硫酸鹽(主要為NaCl�����、Na2SO4或V2O5等的混合物)�。在高溫作用下���,硫酸鹽容易引起一種被稱為“熱腐蝕”的加速損傷模式��,從而使得高溫合金表面容易萌生裂紋�,最終導(dǎo)致高溫結(jié)構(gòu)強(qiáng)度下降和壽命降低。最近幾年���,連續(xù)出現(xiàn)多起因高溫結(jié)構(gòu)熱腐蝕導(dǎo)致的葉片斷裂故障���。
在結(jié)構(gòu)設(shè)計(jì)階段,可通過考慮熱腐蝕因素的安全壽命設(shè)計(jì)或損傷容限設(shè)計(jì)來保障高溫結(jié)構(gòu)的安全性��;在運(yùn)行維護(hù)階段�,為了減少發(fā)動(dòng)機(jī)的維護(hù)成本并提高其可用性,需要提供經(jīng)濟(jì)和安全的外場維護(hù)方案��。本文主要關(guān)注后者��。目前���,外場維護(hù)正處在由定時(shí)維護(hù)逐漸向視情維護(hù)轉(zhuǎn)變的階段���。因此,亟待采用主動(dòng)積極的方式對含熱腐蝕缺陷的高溫結(jié)構(gòu)進(jìn)行運(yùn)行維護(hù)�。
視情維護(hù)是通過在線監(jiān)測或離線檢測手段獲取航空發(fā)動(dòng)機(jī)結(jié)構(gòu)的損傷程度����,以此為發(fā)動(dòng)機(jī)提供最經(jīng)濟(jì)的維護(hù)方案��。在線監(jiān)測的精度較低����,難以監(jiān)測到熱腐蝕缺陷。因此�����,不得不通過離線檢測方法獲得熱腐蝕損傷信息���,即在不損傷被檢對象的情況下,借助聲��、電���、磁����、電磁波�����、中子、激光等手段檢出缺陷的形態(tài)�、大小和數(shù)量,最終建立熱腐蝕損傷程度或其與失效因子(或剩余壽命)的映射關(guān)系���。這種方法可以彌補(bǔ)狀態(tài)監(jiān)測的不足����,從而為航空發(fā)動(dòng)機(jī)視情維護(hù)的進(jìn)行提供更好的支撐���。
No.1 腐蝕的一般性特征
國家標(biāo)準(zhǔn)GB/T 10123-2001中對腐蝕的定義是金屬與環(huán)境間的物理-化學(xué)相互作用�,其結(jié)果使金屬的性能發(fā)生變化�,并常可導(dǎo)致金屬����、環(huán)境或由它們作為組成部分的技術(shù)體系的功能受到損傷。
可從不同角度對腐蝕進(jìn)行分類��,若按腐蝕機(jī)理分類����,可分為化學(xué)腐蝕����、電化學(xué)腐蝕���、物理腐蝕和生物腐蝕�;按是否受力分類��,可分為無應(yīng)力作用下的腐蝕和應(yīng)力作用下的腐蝕�����;按腐蝕形態(tài)分類���,可分為均勻腐蝕和局部腐蝕���。
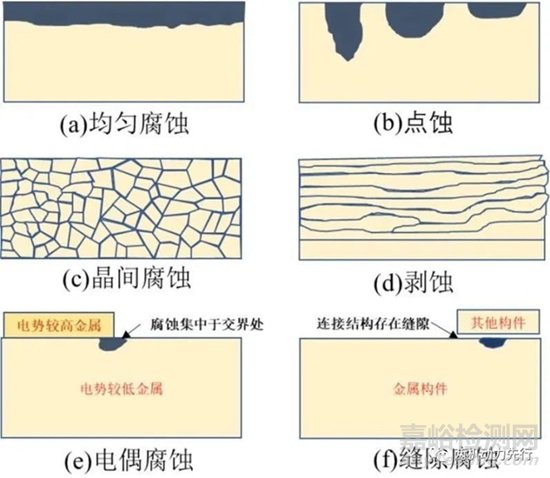
如圖1所示���,均勻腐蝕是指整個(gè)金屬表面均發(fā)生腐蝕����;而局部腐蝕即金屬表面局部位置發(fā)生腐蝕���,主要包含點(diǎn)蝕�����、晶間腐蝕���、剝蝕��、電偶腐蝕����、縫隙腐蝕等�。
圖1 腐蝕形貌示意圖
No.2 航空發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)中的腐蝕問題
航空發(fā)動(dòng)機(jī)中的熱腐蝕通常可分為Ⅰ型熱腐蝕(高溫?zé)岣g)和Ⅱ型熱腐蝕(低溫?zé)岣g)�����。一般認(rèn)為Ⅰ型熱腐蝕發(fā)生在800~950 ℃的溫度范圍內(nèi)����,此時(shí)沉積鹽為熔融態(tài),因此���,Ⅰ型熱腐蝕的損傷特征是在合金表面產(chǎn)生均勻的腐蝕層�,屬于均勻腐蝕;而Ⅱ型熱腐蝕通常發(fā)生在650~800 ℃的溫度范圍內(nèi)���,此時(shí)沉積鹽為固態(tài)和熔融態(tài)共存���,其顯著特征是形成點(diǎn)蝕坑,屬于局部腐蝕中的點(diǎn)蝕�。
航空發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)的熱腐蝕與常溫下有所不同,無論是腐蝕產(chǎn)物�����、還是腐蝕機(jī)理均存在差異�。如常溫下金屬腐蝕產(chǎn)物可以是金屬氧化物、氫氧化物����、硫化物、鹵化物等���,而熱腐蝕最終產(chǎn)物主要為金屬氧化物和硫化物�����。
相比于一般腐蝕�����,熱腐蝕反應(yīng)復(fù)雜���,目前典型的Ⅰ型熱腐蝕機(jī)理模型主要有硫化模型、酸堿熔融模型����。其中,硫化模型認(rèn)為Ⅰ型熱腐蝕發(fā)生時(shí)��,金屬中還原性組分與熔融鹽反應(yīng)還原成硫化物(MS)�,然后硫化物進(jìn)一步與金屬反應(yīng)生成低熔點(diǎn)的金屬-金屬硫化物共晶(即M·MS),隨后金屬-金屬硫化物共晶又進(jìn)一步的氧化����,生成氧化物(MO)和硫化物,硫化物再次與金屬基體組分形成共晶���,形成自催化過程���。酸堿熔融模型則認(rèn)為金屬發(fā)生熱腐蝕時(shí)��,表面形成的具有保護(hù)作用的氧化膜在沉積的熔融鹽中發(fā)生酸性(O2-濃度低�����,熔融鹽呈酸性)或堿性(O2-濃度高���,熔融鹽呈堿性)溶解,導(dǎo)致金屬的加速腐蝕�����。
相比于Ⅰ型熱腐蝕����,Ⅱ型熱腐蝕發(fā)生的溫度范圍“較低”,沉積鹽為固態(tài)或固液共存態(tài)��,其腐蝕機(jī)理與Ⅰ型熱腐蝕存在差異���。Luthra描述了幾種鈷基合金在不同溫度和SO3分壓(PSO3)下發(fā)生Ⅱ型熱腐蝕時(shí)腐蝕形貌和腐蝕產(chǎn)物的傳輸過程與分布����,提出了鈷基合金熱腐蝕機(jī)理�,這一機(jī)理還被推廣到預(yù)測鎳基合金的Ⅱ型熱腐蝕行為���。Ⅱ型熱腐蝕條件下涂敷在合金表面的Na2SO4為固態(tài)�,大氣中如果有足夠的PSO3便可以使得NiO或者CoO硫化以生成NiSO4或CoSO4。兩種化合物將進(jìn)一步與表面上過量的Na2SO4反應(yīng)�����,形成液態(tài)共晶鹽Na2SO4-MSO4(M代表Ni和Co)�。低熔點(diǎn)共晶鹽的存在使得合金表面出現(xiàn)熔融鹽,熔融的混合硫酸鹽通過溶解保護(hù)性的氧化層�����,并通過點(diǎn)蝕坑中的液體來傳輸反應(yīng)產(chǎn)物�,加快了腐蝕速率。這一混合熔融硫酸鹽液相侵蝕的Ⅱ型熱腐蝕機(jī)理目前被廣泛接受���。
另外���,有研究者用電化學(xué)機(jī)理對熱腐蝕反應(yīng)過程(包括硫化物生成、疏松金屬氧化物在熔融鹽中的沉積等)進(jìn)行了解釋�。他們認(rèn)為引起熱腐蝕的沉積熔融鹽是離子導(dǎo)體,亦即是電解質(zhì)����,熱腐蝕在幾何上與薄水溶液電解質(zhì)膜下的金屬和合金的腐蝕形式極為類似�,實(shí)際上是金屬和合金在薄熔鹽電解質(zhì)膜下發(fā)生的腐蝕破壞����。
發(fā)動(dòng)機(jī)常見無損檢測技術(shù)
無損檢測技術(shù)種類繁多,常見的無損檢測技術(shù)主要包括超聲檢測����、渦流檢測、磁粉檢測�、滲透檢測、射線檢測�����、光學(xué)檢測����、聲發(fā)射檢測等。從文獻(xiàn)調(diào)研看�,這些技術(shù)的大部分都已應(yīng)用于航空發(fā)動(dòng)機(jī)結(jié)構(gòu)的檢測維護(hù)之中。
超聲檢測技術(shù)主要利用超聲波在界面(聲阻抗不同的兩種介質(zhì)的結(jié)合面)處的反射和折射以及超聲波在介質(zhì)中傳播時(shí)的衰減等性質(zhì)來檢測缺陷���,是應(yīng)用最廣泛的無損檢測技術(shù)�����。超聲檢測技術(shù)可對發(fā)動(dòng)機(jī)金屬或非金屬結(jié)構(gòu)進(jìn)行檢測����,對于內(nèi)部缺陷的定位定量檢測較其他檢測方法有綜合優(yōu)勢��,同時(shí)對裂紋�、未焊透等缺陷也有較高的檢測能力。超聲檢測技術(shù)在發(fā)動(dòng)機(jī)壓氣機(jī)葉片�����、渦輪葉片���、整體葉盤等結(jié)構(gòu)的檢測中均有應(yīng)用���。
渦流檢測技術(shù)基于電磁感應(yīng)現(xiàn)象對被檢對象的性質(zhì)或缺陷進(jìn)行評價(jià)。渦流檢測只適用于導(dǎo)電材料的檢測�,并且由于趨膚效應(yīng)的存在,更適用于表面及近表面缺陷的檢測���,不太適用于較厚工件的內(nèi)部缺陷檢測��。它對結(jié)構(gòu)表面的缺陷比較敏感��,且檢測時(shí)不需要清理涂層���。渦流檢測技術(shù)對發(fā)動(dòng)機(jī)渦輪葉片�、榫槽�、篦齒盤等結(jié)構(gòu)表面裂紋的檢測均有文獻(xiàn)報(bào)道。
磁粉檢測技術(shù)只適用于鐵磁性材料缺陷的檢測���,它是利用被磁化工件表面或近表面缺陷形成的漏磁場吸附磁粉來顯示缺陷�。磁粉檢測技術(shù)在發(fā)動(dòng)機(jī)壓氣機(jī)葉片等結(jié)構(gòu)表面裂紋的檢測上有應(yīng)用����。
滲透檢測技術(shù)是基于毛細(xì)作用和顯影劑在一定條件下的發(fā)光現(xiàn)象對表面開口缺陷進(jìn)行檢測的一種技術(shù)。它不受被檢對象材料的影響�,但由于其檢測原理,無法對多孔結(jié)構(gòu)進(jìn)行檢測�����。有文獻(xiàn)報(bào)道了滲透檢測技術(shù)在發(fā)動(dòng)機(jī)復(fù)雜機(jī)匣表面缺陷檢測的應(yīng)用�����。
射線檢測技術(shù)是利用X射線、γ射線和中子射線易于穿透物體���,但在穿透物體過程中受到吸收和散射而衰減的性質(zhì)來檢測缺陷的技術(shù)�����。射線檢測技術(shù)對較薄結(jié)構(gòu)內(nèi)部體積型缺陷的檢測更有優(yōu)勢�����,對于發(fā)動(dòng)機(jī)渦輪葉片、機(jī)匣����、火焰筒等結(jié)構(gòu)缺陷的檢測均有應(yīng)用。
光學(xué)檢測即利用光在傳播時(shí)的反射�、折射、干涉和衍射等特性進(jìn)行直接觀察被檢對象形貌或間接測量其在加載時(shí)的表面變形來評價(jià)對象缺陷或性質(zhì)的檢測技術(shù)�。在發(fā)動(dòng)機(jī)結(jié)構(gòu)的檢測維護(hù)中,孔探儀是最常用的光學(xué)檢測手段之一��。通過發(fā)動(dòng)機(jī)機(jī)匣上的探視孔�����,不用拆解發(fā)動(dòng)機(jī)便可有效發(fā)現(xiàn)發(fā)動(dòng)機(jī)壓氣機(jī)、渦輪�、燃燒室的腐蝕、裂紋等損傷缺陷情況����。
聲發(fā)射檢測技術(shù)是通過接收聲發(fā)射現(xiàn)象產(chǎn)生的信號并進(jìn)行一定的處理分析來對材料或結(jié)構(gòu)的性質(zhì)和存在的缺陷進(jìn)行評價(jià)的技術(shù)。聲發(fā)射檢測的缺陷是動(dòng)態(tài)的���,且發(fā)射源為缺陷本身��,對于缺陷發(fā)展過程中伴隨著聲發(fā)射現(xiàn)象的檢測對象��,它都是潛在的檢測方法���。目前聲發(fā)射檢測技術(shù)在飛機(jī)結(jié)構(gòu)狀態(tài)監(jiān)測上已有應(yīng)用���,同時(shí)研究人員也在研究和探索其在發(fā)動(dòng)機(jī)結(jié)構(gòu)監(jiān)測上的應(yīng)用���。
腐蝕的無損檢測研究現(xiàn)狀
No.1 點(diǎn)蝕無損檢測研究現(xiàn)狀
1、點(diǎn)蝕的聲發(fā)射檢測
金屬點(diǎn)蝕發(fā)生時(shí)��,常會(huì)伴隨聲發(fā)射現(xiàn)象。早在1984年���,Arora便對鋁合金點(diǎn)蝕過程產(chǎn)生的聲發(fā)射特征進(jìn)行了研究�����,結(jié)果表明數(shù)字化記錄的聲發(fā)射頻率和波形分析有助于識別主動(dòng)腐蝕過程�。
Idrissi等以聲發(fā)射作為評估方法�����,研究了2024T351鋁合金點(diǎn)蝕不同階段的聲發(fā)射活動(dòng)特征��,并與氯離子濃度進(jìn)行了相關(guān)性分析��,得到了如下重要結(jié)論:在點(diǎn)蝕萌生的初始階段無法被聲發(fā)射檢測到�;但是�����,金屬表面微氣泡或大氣泡氣體釋放時(shí)釋放的能量是聲發(fā)射探測的發(fā)射源,即當(dāng)H3O+還原形成第一個(gè)氫微泡時(shí)���,通過聲發(fā)射可以立即檢測到鋁合金的點(diǎn)蝕現(xiàn)象���。
Fregonese等對316L不銹鋼點(diǎn)蝕過程的研究同樣表明聲發(fā)射源來自點(diǎn)蝕生長過程����,而在點(diǎn)蝕萌生過程無明顯聲發(fā)射現(xiàn)象���。這些研究揭示了點(diǎn)蝕過程中聲發(fā)射現(xiàn)象的特點(diǎn)�,體現(xiàn)了聲發(fā)射技術(shù)用于金屬材料點(diǎn)蝕檢測的潛力�。
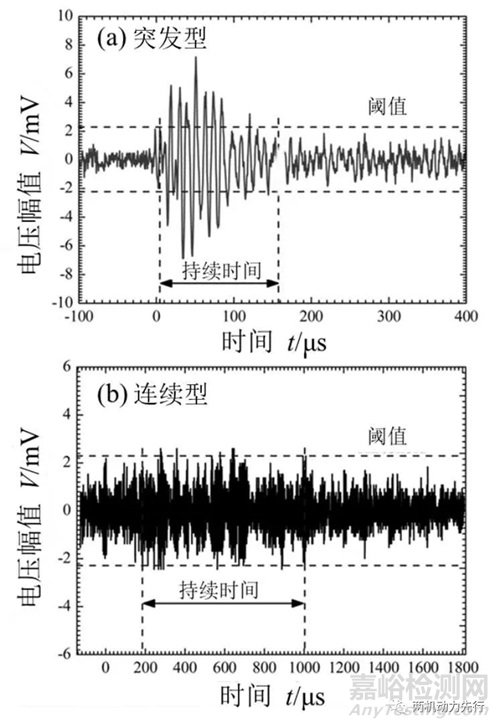
聲發(fā)射信號可分為突發(fā)型和連續(xù)型兩種基本類型,一般以信號持續(xù)時(shí)間的長短進(jìn)行區(qū)分�����。點(diǎn)蝕的聲發(fā)射檢測過程中受到各種隨機(jī)因素的影響�����,既有連續(xù)型信號�,也有突發(fā)型信號��,屬于非平穩(wěn)的隨機(jī)信號。典型的點(diǎn)蝕聲發(fā)射信號如圖2所示�����。對于不同類型的聲發(fā)射信號�,常采用不同的信號特征參數(shù)進(jìn)行描述。突發(fā)型信號特征參數(shù)主要有撞擊計(jì)數(shù)��、振鈴計(jì)數(shù)����、上升時(shí)間、持續(xù)時(shí)間等����,連續(xù)型信號特征參數(shù)有振鈴計(jì)數(shù)、平均信號電平和有效電壓����。
圖2 典型聲發(fā)射信號
在點(diǎn)蝕發(fā)生過程中,兩種聲發(fā)射信號占比受到材料類型���、溶液濃度等因素的影響。且在點(diǎn)蝕的三個(gè)階段(點(diǎn)蝕萌生�、生長�、穩(wěn)定)中�����,點(diǎn)蝕萌生階段幾乎沒有信號(撞擊計(jì)數(shù)���、振鈴計(jì)數(shù))發(fā)出�,聲發(fā)射信號是在點(diǎn)蝕萌生后一段時(shí)間才出現(xiàn)����。相對于點(diǎn)蝕萌生階段,生長階段聲發(fā)射信號較多且增長較快��,而穩(wěn)定階段增長變緩�。點(diǎn)蝕聲發(fā)射信號的這些特征是對金屬點(diǎn)蝕進(jìn)行檢測的基礎(chǔ)。
由于點(diǎn)蝕過程會(huì)伴隨聲發(fā)射現(xiàn)象�,聲發(fā)射技術(shù)在點(diǎn)蝕的監(jiān)測上有較多研究與應(yīng)用。王光卿等研究了儲(chǔ)罐底板鋼點(diǎn)蝕過程中聲發(fā)射信號特征�����,對評估金屬儲(chǔ)罐罐底腐蝕程度���,鑒別腐蝕類型具有一定的指導(dǎo)意義���。Tang等在碳鋼的聲發(fā)射監(jiān)測過程中采用開路電位測量并通過光學(xué)顯微鏡原位觀察腐蝕形貌�,開發(fā)了聲發(fā)射信號處理和腐蝕類型識別方法�。該方法能有效區(qū)分點(diǎn)蝕與均勻腐蝕,表明聲發(fā)射技術(shù)可用于不同行業(yè)碳鋼或不銹鋼容器腐蝕的現(xiàn)場監(jiān)測中�。Wu等分析了單個(gè)點(diǎn)蝕坑在萌生和生長過程的聲發(fā)射信號,認(rèn)為腐蝕產(chǎn)物的開裂或流出可能是除氫氣泡以外的另一聲發(fā)射源�。
聲發(fā)射技術(shù)的點(diǎn)蝕檢測效果顯著,為人們進(jìn)一步了解金屬點(diǎn)蝕機(jī)理提供了手段��。目前的研究主要集中在聲發(fā)射機(jī)理探索和溶液環(huán)境中點(diǎn)蝕的檢測���,對于非溶液以及高溫環(huán)境中點(diǎn)蝕的檢測�����,聲發(fā)射技術(shù)難以實(shí)現(xiàn)�����。
2�����、點(diǎn)蝕的渦流檢測
通有交變電流的渦流檢測線圈產(chǎn)生的磁場使試樣表面產(chǎn)生渦流�,試樣表面的點(diǎn)蝕缺陷會(huì)導(dǎo)致渦流分布發(fā)生變化����。渦流分布變化會(huì)影響線圈磁場分布從而使檢測線圈阻抗發(fā)生變化,最終反映在輸出信號發(fā)生變化���。將帶點(diǎn)蝕試樣信號與對比試樣輸出信號進(jìn)行對比����,從而對點(diǎn)蝕損傷進(jìn)行評估�。
樊明亮等用不同半徑不同深度的人工圓孔缺陷模擬奧氏體不銹鋼點(diǎn)蝕損傷,通過建立的脈沖渦流實(shí)驗(yàn)系統(tǒng)提取缺陷出現(xiàn)的峰值來分析其響應(yīng)特性用于點(diǎn)蝕缺陷的評估�����。李鵬改變帶圓孔型腐蝕缺陷管道的包覆層厚度����,發(fā)現(xiàn)渦流檢測差分電壓信號峰值隨厚度的增大而增大,當(dāng)包覆層厚度小于20 mm�,信號峰值呈線性增加趨勢,當(dāng)超過這個(gè)厚度信號幅值增加變緩并在30 mm時(shí)趨于穩(wěn)定����。Yin等通過對傳感器參數(shù)的優(yōu)化設(shè)計(jì)�,提出了一種基于解析優(yōu)化的電渦流傳感器的點(diǎn)蝕坑檢測方法����,結(jié)合數(shù)字電感測量系統(tǒng)和數(shù)據(jù)處理方法,檢測系統(tǒng)具有較高的靈敏度�����,能夠檢測百微米級別的點(diǎn)蝕坑��。
目前�,研究者們在提升渦流檢測技術(shù)對點(diǎn)蝕缺陷檢測能力的研究上取得了不錯(cuò)的進(jìn)展,主要體現(xiàn)在對隱藏點(diǎn)蝕缺陷和微小尺寸點(diǎn)蝕缺陷的檢測上���。
3�、點(diǎn)蝕的超聲檢測
超聲導(dǎo)波和非線性超聲表面波由于特殊的傳播性質(zhì)常應(yīng)用于檢測點(diǎn)蝕����。超聲導(dǎo)波檢測點(diǎn)蝕和通用的超聲檢測原理類似,主要是利用超聲導(dǎo)波在試樣中傳播時(shí)遇到點(diǎn)蝕缺陷時(shí)的反射�����、散射等線性特征,并通過聲速����、衰減系數(shù)等進(jìn)行表征����,以判斷點(diǎn)蝕的位置和大小。其本質(zhì)是利用缺陷和材料聲阻抗的差別來實(shí)現(xiàn)檢測����。非線性超聲表面波對點(diǎn)蝕的檢測則是利用點(diǎn)蝕缺陷與大幅度超聲表面波相互作用產(chǎn)生的非線性效應(yīng)(表現(xiàn)為產(chǎn)生高次諧波)來對點(diǎn)蝕缺陷進(jìn)行評價(jià)。
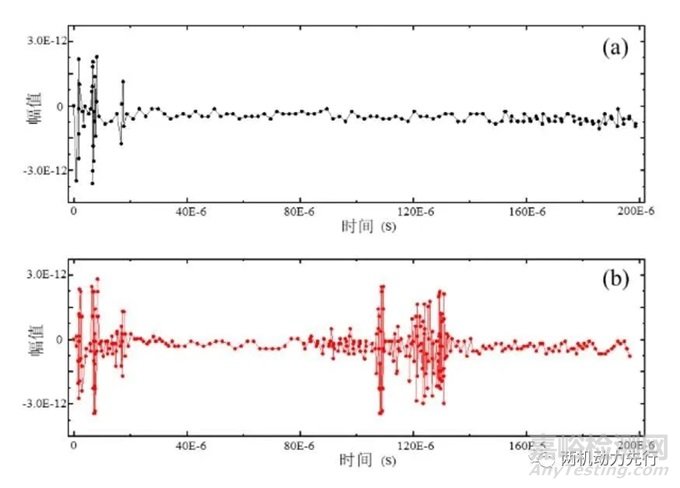
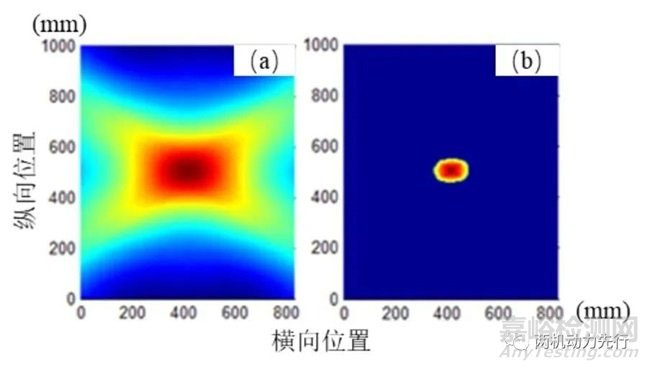
超聲導(dǎo)波檢測信號按照檢測方式的不同可分為A型顯示和超聲成像顯示�����。A型顯示是沿聲傳播方向的一維波形顯示�����,表示的是超聲信號的幅值和傳播時(shí)間的關(guān)系��,一般橫坐標(biāo)代表傳播時(shí)間����,縱坐標(biāo)代表信號幅值。圖3為無缺陷(圖a)和有缺陷(圖b)超聲導(dǎo)波的A型顯示信號。超聲成像顯示信號是綜合了沿著試樣截面某一方向(B顯示)或沿著整個(gè)截面掃描(C型顯示)得到的A型信號�����,能夠顯示缺陷的深度或形狀等信息����。圖4為典型的超聲成像C型顯示,坐標(biāo)對應(yīng)的為掃查位置�����,坐標(biāo)系中信號幅值以灰度顯示���。
圖3 超聲導(dǎo)波A型顯示信號:(a)無缺陷�����;(b)有缺陷
圖4 超聲導(dǎo)波C型顯示信號:(a)濾波前���;(b)濾波后
非線性超聲表面波表征點(diǎn)蝕損傷的參數(shù)為超聲非線性系數(shù),其定義公式如下:
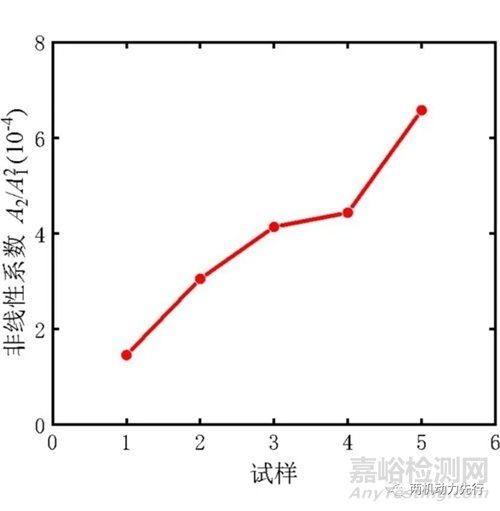
其中�,k為波數(shù);x為超聲波傳播距離��;A1與A2分別為頻域信號基波與二次諧波幅值。圖5為帶有不同點(diǎn)蝕坑尺寸試樣的超聲非線性系數(shù)曲線圖����,當(dāng)凹坑尺寸增加時(shí),非線性系數(shù)也增加�����。
圖5 超聲非線性系數(shù)
點(diǎn)蝕在萌生和發(fā)展時(shí)具有較大隨機(jī)性���,其數(shù)量、位置分布�����、形貌等難以預(yù)測����。數(shù)值模擬能夠建立任意數(shù)量,任意分布��、任意形貌點(diǎn)蝕坑模型��,是研究點(diǎn)蝕缺陷對超聲波影響的有效方法���,可為點(diǎn)蝕的超聲檢測技術(shù)研究提供參考��。
對超聲波傳播過程的數(shù)值模擬��,合理設(shè)置模型網(wǎng)格尺寸����、邊界條件和積分時(shí)間步長等參數(shù)是關(guān)鍵�。為了保證模擬精度���,網(wǎng)格尺寸需根據(jù)超聲波波長來確定,最大網(wǎng)格尺寸必須滿足:
其中��,λmin為最小超聲波長�,Δx�、Δy、Δz為節(jié)點(diǎn)間距����。超聲波在遇到邊界會(huì)發(fā)生反射,為了消除反射信號的干擾���,常采用吸收邊界或適當(dāng)擴(kuò)大模型尺寸的方法�����。積分時(shí)間步長是數(shù)值模擬的另外一個(gè)重要參數(shù)�����,決定模擬結(jié)果的準(zhǔn)確性及精確度。超聲檢測模擬積分時(shí)間步長的選擇需遵循Nyquist定律和Moser定律���。
Shivaraj等采用高階圓柱超聲導(dǎo)波對管道隱蔽位置點(diǎn)蝕進(jìn)行檢測,并建立帶針孔型缺陷的圓環(huán)二維有限元模型�,觀察了波在圓環(huán)中的傳播方式��,得到了含缺陷圓管的反射波紋圖和反射能量值��,并與實(shí)驗(yàn)結(jié)果進(jìn)行了比較�����,兩者吻合較好����。王曉娟等針對管道常見的點(diǎn)蝕缺陷超聲導(dǎo)波檢測問題�,通過有限元仿真對其反射回波信號進(jìn)行分析�����,提出了確定仿真參數(shù)最優(yōu)設(shè)置的優(yōu)化策略����,保證建模仿真的準(zhǔn)確和高效���。王騰騰構(gòu)建了非線性表面波檢測模型,模擬研究了蝕坑形貌參數(shù)對表面波傳播行為的影響����。
數(shù)值模擬是研究超聲波在介質(zhì)中傳播行為的有效手段,為點(diǎn)蝕的超聲檢測研究提供了新思路��。但是���,由于超聲波模擬需滿足最大網(wǎng)格尺寸小于八分之一波長的要求����,常導(dǎo)致過大網(wǎng)格數(shù)量的和過高的計(jì)算成本,這尤其限制了其在三維有限元分析中的應(yīng)用�。
2、 均勻腐蝕無損檢測研究現(xiàn)狀
均勻腐蝕是工業(yè)生產(chǎn)中常見的腐蝕形貌之一����,往往導(dǎo)致構(gòu)件大面積減薄�。各種工程結(jié)構(gòu)(如管道、儲(chǔ)罐等)內(nèi)部發(fā)生均勻腐蝕時(shí)常常難以及時(shí)察覺��,為能減少這種隱蔽性損傷引起的結(jié)構(gòu)破壞��,研究者們對均勻腐蝕的無損檢測進(jìn)行了研究����。
Jirarungsatian等將均勻腐蝕過程聲發(fā)射源分為三類:腐蝕開始時(shí)金屬表面損傷源;腐蝕在金屬表面的形核和發(fā)展��;腐蝕過程中氣泡破裂�,并選取信號持續(xù)時(shí)間和共振頻率作為聲發(fā)射參數(shù)對均勻腐蝕與點(diǎn)蝕進(jìn)行分類�����。
李偉等分析了低碳鋼均勻腐蝕過程的聲發(fā)射信號特性����,并對比實(shí)驗(yàn)條件下低碳鋼腐蝕聲發(fā)射信號與實(shí)際條件下儲(chǔ)罐罐底腐蝕聲發(fā)射信號的參數(shù)特征,為低碳鋼均勻腐蝕過程聲發(fā)射特征研究和儲(chǔ)罐在線聲發(fā)射檢測提供參考�����。張春輝建立了一套提取均勻腐蝕聲發(fā)射信號的實(shí)驗(yàn)系統(tǒng)���,對均勻腐蝕各個(gè)過程進(jìn)行聲發(fā)射監(jiān)測,分析了Q235均勻腐蝕氣泡產(chǎn)生和金屬溶解過程的聲發(fā)射特征���,運(yùn)用小波分析相關(guān)理論對聲發(fā)射信號進(jìn)行處理��,實(shí)現(xiàn)了對兩種腐蝕模式的識別。
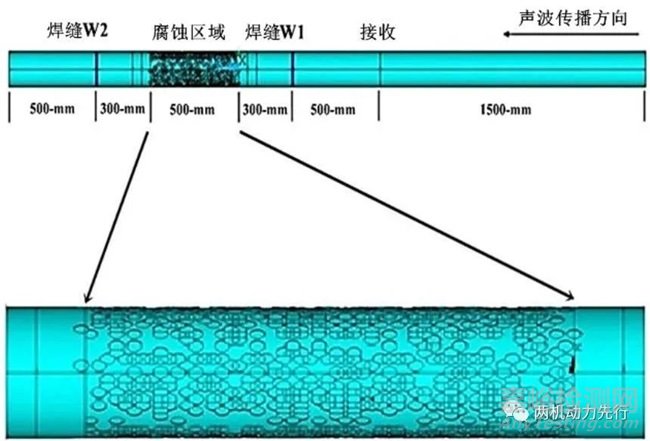
Yang等通過數(shù)值模擬�、實(shí)驗(yàn)和現(xiàn)場實(shí)測,研究了均勻腐蝕對導(dǎo)波傳播規(guī)律的影響��。結(jié)果表明均勻腐蝕會(huì)產(chǎn)生相干噪聲����,使導(dǎo)波能量衰減��,腐蝕層越厚,相干噪聲越大����,導(dǎo)波衰減速率越大。而使用較高的導(dǎo)波頻率能降低相干噪聲����,但也會(huì)降低導(dǎo)波傳播的能量��。實(shí)測結(jié)果與數(shù)值模擬結(jié)果吻合較好����,研究獲得的結(jié)果有助于檢查人員區(qū)分管道均勻腐蝕區(qū)域內(nèi)的局部腐蝕,管道均勻腐蝕的有限元模型如圖6所示�����。Shim等發(fā)現(xiàn)690合金蒸汽發(fā)生管均勻腐蝕行為與渦流檢測旋轉(zhuǎn)探頭測量的管道噪聲密切相關(guān)�,因此�,可將管道噪聲用于預(yù)測其均勻腐蝕行為�。
與點(diǎn)蝕相比,均勻腐蝕的無損檢測研究較少���。這些研究通過實(shí)驗(yàn)或仿真探索了均勻腐蝕對各種檢測技術(shù)信號的影響����,找到合適的信號特征是將這些技術(shù)應(yīng)用于均勻腐蝕檢測的關(guān)鍵��。
圖 6 管道均勻腐蝕有限元模型
3�、 對腐蝕缺陷的識別與定位
在檢測到缺陷后�,有必要進(jìn)一步的對缺陷類型進(jìn)行識別并大致對缺陷進(jìn)行定位。對于腐蝕缺陷的識別����,根據(jù)聲發(fā)射信號特征��,可分辨處于不同階段的點(diǎn)蝕����,或?qū)Ωg嚴(yán)重程度進(jìn)行判斷。
另外���,通過結(jié)合各種算法及信號處理方法建立的基于特征識別的腐蝕類型分類方法已能夠?qū)崿F(xiàn)對多種腐蝕類型的分類,如Tang等通過聲發(fā)射信號的二維模式識別方法有效區(qū)分了低碳鋼的均勻腐蝕與點(diǎn)蝕,Van等則利用小波分析及機(jī)器學(xué)習(xí)實(shí)現(xiàn)了無腐蝕���、均勻腐蝕���、點(diǎn)蝕、應(yīng)力腐蝕開裂四種腐蝕模式的分類�����,分類準(zhǔn)確度可達(dá)75.7%�。
雖然腐蝕缺陷的危害性不同于一般的表面缺陷�,但是目前基于聲發(fā)射檢測的缺陷類型識別的研究還較少,如在對于分辨腐蝕缺陷與其他類型缺陷(如外物打傷等)的研究幾乎沒有���。
常規(guī)的超聲檢測對缺陷的識別主要通過人工判別試塊和被檢工件超聲信號波形的差異來進(jìn)行的����,隨著各種模式識別與分類方法的發(fā)展�,超聲檢測對缺陷識別的研究與應(yīng)用已趨于自動(dòng)化,有效提高了缺陷識別的效率及準(zhǔn)確性�。
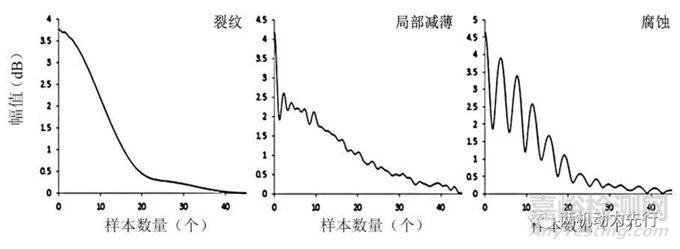
在腐蝕缺陷識別的研究上,Ghodsi等通過離散小波變換和離散傅里葉變換從超聲Lamb波信號中提取基頻頻帶作為信號特征對裂紋���、局部減薄(厚度減薄程度與腐蝕試樣近似����,由電火花加工而成)、均勻腐蝕三種缺陷進(jìn)行了識別與分類�����,分類準(zhǔn)確度達(dá)到95%�。圖7所示為傅里葉變換后的三種缺陷信號����。
圖7 三種缺陷信號的FFT輸出
Deng等利用分段主成分分析(S-PCA)法對實(shí)驗(yàn)和有限元法獲得的鐵軌超聲導(dǎo)波信號特征進(jìn)行提取后,利用支持向量機(jī)算法實(shí)現(xiàn)了裂紋缺陷和腐蝕缺陷的高準(zhǔn)確率分類�。
研究者們在研究超聲檢測的缺陷識別時(shí)���,常使用機(jī)械加工的缺陷來代替真實(shí)的腐蝕缺陷��,如禹化民用多種人工缺陷來模擬點(diǎn)蝕和腐蝕穿孔等缺陷��。這種方法雖然簡便�����,但只是真實(shí)缺陷的幾何近似���,圖7中真實(shí)均勻腐蝕缺陷試樣和人工減薄試樣信號的差異在一定程度上說明了這種近似處理方法的局限性。
目前�,已經(jīng)有一些對于腐蝕缺陷厚度測量和重構(gòu)的研究,Liu等發(fā)現(xiàn)合金基體與腐蝕層界面會(huì)產(chǎn)生一個(gè)微弱的回波信號��,將時(shí)域信號轉(zhuǎn)換成時(shí)頻域信號后提高了信號對比度�,通過測量信號飛行時(shí)間實(shí)現(xiàn)了對100 μm以下腐蝕層厚度的測定���。這些研究表面了超聲檢測應(yīng)用于更精確的腐蝕缺陷識別的潛力。
實(shí)際應(yīng)用中��,渦流檢測對缺陷的識別同樣需要通過比較被檢工件與對比試樣的信號差異�����。對渦流檢測缺陷識別技術(shù)的研究中�����,大部分都是通過提取渦流信號的時(shí)域或頻域特征,然后選擇適當(dāng)?shù)臄?shù)據(jù)處理方法及識別分類算法來識別缺陷���。
目前,對腐蝕識別的渦流檢測研究中同樣使用了人工缺陷模擬腐蝕層或點(diǎn)蝕缺陷����,如有文獻(xiàn)用不同深度盲孔近似點(diǎn)蝕����,也有文獻(xiàn)用激光加工的不同厚度人工缺陷模擬多層結(jié)構(gòu)中腐蝕導(dǎo)致的金屬損失����。這些研究很好地識別了缺陷的幾何特征����,但忽視了除幾何特征外的腐蝕特征(如腐蝕層)的識別���。
無損檢測技術(shù)對包括腐蝕缺陷在內(nèi)的各種缺陷識別的研究上大都是基于信號特征的識別�����,更優(yōu)的信號處理技術(shù)���、特征相關(guān)性算法和分類方法實(shí)現(xiàn)了對缺陷高準(zhǔn)確度的識別。但是�����,對于多類型缺陷的識別上研究較少����,且研究過程中預(yù)制的人工缺陷不能很好的反映真實(shí)缺陷的特征。
缺陷定位是無損檢測技術(shù)的另外一個(gè)重要能力�。聲發(fā)射檢測技術(shù)缺陷的定位即聲發(fā)射源定位��,主要是通過分析檢測過程中傳感器陣列接收到的信號來確定缺陷的位置�����。對于突發(fā)型信號可采用時(shí)差定位或區(qū)域定位等方法��,對于連續(xù)型信號則可采用互相關(guān)式定位或衰減測量式定位法����。
渦流檢測對缺陷的定位主要依靠探頭在工件表面移動(dòng)時(shí)阻抗變化來確定����。另外���,由于渦流的趨膚效應(yīng)���,不同深度不同大小的缺陷信號幅值可能相同���,此時(shí)需要利用相位分析來確定缺陷深度。
超聲檢測技術(shù)對缺陷的定位是通過超聲波飛行時(shí)間來實(shí)現(xiàn)的�。當(dāng)超聲波發(fā)射后,通過接收到缺陷回波的時(shí)間來計(jì)算缺陷位置���,這種可以根據(jù)信號飛行時(shí)間來計(jì)算缺陷位置的方法被稱為脈沖反射法�。另外相控陣超聲檢測技術(shù)可以實(shí)現(xiàn)對缺陷的成像��,從而直接顯示出缺陷的位置���。
目前����,各種無損檢測技術(shù)對缺陷識別的研究具有一定的局限性。大量研究未能考慮到腐蝕缺陷的特殊性���,僅考慮了其幾何特征�。超聲檢測技術(shù)在進(jìn)一步的腐蝕特征識別上表現(xiàn)了不錯(cuò)的效果�,具有打破缺陷識別技術(shù)困境的潛力。各種無損檢測技術(shù)對于缺陷的定位方法有一點(diǎn)差異����。
總的來說,聲學(xué)手段的檢測技術(shù)主要通過計(jì)算信號飛行時(shí)間對缺陷定位�����,光學(xué)手段的檢測技術(shù)主要通過成像顯示缺陷位置��,電磁手段的檢測技術(shù)則依靠了傳感器相對缺陷位置變化時(shí)檢測信號的變化來實(shí)現(xiàn)對缺陷的定位���。
4�、 腐蝕缺陷的檢測技術(shù)比較
各種無損檢測技術(shù)中�,光學(xué)檢測、超聲檢測和渦流檢測常應(yīng)用于金屬結(jié)構(gòu)的腐蝕損傷無損評估�,而對于管道、壓力容器等運(yùn)輸和儲(chǔ)存液體的結(jié)構(gòu),聲發(fā)射檢測技術(shù)也有廣泛應(yīng)用和研究����。
對于腐蝕的檢測,每種無損檢測技術(shù)都有一定的優(yōu)勢和局限性�����,表1對其優(yōu)勢與局限性做了總結(jié)。不同技術(shù)不同的方法在不同類型的缺陷檢測上將有不同的表現(xiàn)����,應(yīng)當(dāng)根據(jù)檢測需求結(jié)合技術(shù)或方法的特點(diǎn)選擇合適的檢測手段�。
表 1 幾種技術(shù)腐蝕檢測的優(yōu)勢與局限性
基于無損手段的強(qiáng)度評估方法
無損檢測技術(shù)在獲得結(jié)構(gòu)的損傷信息后,為了進(jìn)一步評價(jià)結(jié)構(gòu)劣化程度����,一些研究者通過無損檢測獲得的損傷信息對結(jié)構(gòu)的剩余壽命進(jìn)行了評估���。這些壽命評估方法大致可分成三類���。
第一類方法通過無損信號特征直接與壽命聯(lián)系來評估壽命��。早在1956年�����,Truell等已經(jīng)發(fā)現(xiàn)疲勞實(shí)驗(yàn)時(shí)鋁試樣中超聲波信號的衰減與循環(huán)數(shù)存在聯(lián)系�。Joshi等基于這一現(xiàn)象測量了疲勞實(shí)驗(yàn)過程中鋁和鋼試樣的超聲波信號衰減�����,結(jié)果表明超聲信號衰減對疲勞損傷非常敏感,可用于預(yù)測實(shí)際應(yīng)用中的早期疲勞損傷和疲勞壽命。Birt等使用超聲C掃描和渦流檢測技術(shù)對試樣的點(diǎn)蝕與縫隙腐蝕進(jìn)行檢測���,發(fā)現(xiàn)無損檢測信號與試樣疲勞壽命有很好的相關(guān)性�。閻紅娟研究了超聲非線性系數(shù)隨金屬構(gòu)件彎曲疲勞壽命的變化趨勢��,提出了基于超聲非線性綜合參數(shù)與疲勞壽命的曲線�,形成基于超聲非線性和概率分析預(yù)測金屬構(gòu)件疲勞壽命的P-α-F方法����。
第一類方法是最容易實(shí)現(xiàn)的方法,其壽命評價(jià)的精度取決于選擇的信號特征是否合適����。
第二類方法通過智能算法建立信號特征與壽命之間的聯(lián)系。Shell等使用超聲波測試�、白光干涉顯微鏡和顯微放射照相對試樣進(jìn)行檢查來量化試樣腐蝕損傷水平�����,為壽命預(yù)測模型提供輸入,使用多元線性回歸(MLR)和人工神經(jīng)網(wǎng)絡(luò)(ANNs)探究了無損信號和剩余疲勞壽命之間的相關(guān)性�����。Carson在自適應(yīng)學(xué)習(xí)網(wǎng)絡(luò)(ALN)中使用從超聲信號特征(幅值、時(shí)間�����、頻譜)中選擇的特征來檢測早期疲勞損傷并對剩余壽命進(jìn)行預(yù)測。Ibekwe使用24組低周疲勞實(shí)驗(yàn)的聲發(fā)射幅值數(shù)據(jù)來訓(xùn)練和測試用于預(yù)測壽命的反向傳播神經(jīng)網(wǎng)絡(luò)(BPNN)����,最終得到一個(gè)能夠預(yù)測失效壽命的網(wǎng)絡(luò)��。Spivey通過Kohonen自組織映射網(wǎng)絡(luò)和反向傳播神經(jīng)網(wǎng)絡(luò)�,對收集的7075-T6鋁合金試件的聲發(fā)射數(shù)據(jù)進(jìn)行了失效機(jī)理分類和疲勞循環(huán)次數(shù)預(yù)測����。Okur拓展了Ibekwe和Spivey等的工作��,利用聲發(fā)射數(shù)據(jù)對鋁合金缺口試樣的裂紋擴(kuò)展進(jìn)行識別并預(yù)測其失效�。
第二類方法通過相關(guān)算法找到信號特征中與壽命相關(guān)性最好的特征����,是基于第一類方法的改進(jìn)。盡管這兩種方法所用的具體的分析模型不同�,但都是引入能夠反映熱腐蝕缺陷尺寸的檢測信號�。因此,對于應(yīng)力和載荷歷程相對簡單的機(jī)械結(jié)構(gòu)來說是有效的��。然而�����,對于渦輪葉片等來說,其幾何結(jié)構(gòu)復(fù)雜����、應(yīng)力分布不均勻,且應(yīng)力分布和載荷歷程的影響則顯得尤為重要��,采用第一、二類方法無法有效地進(jìn)行評估��。
第三類方法結(jié)合了無損檢測技術(shù)和損傷力學(xué)的剩余壽命評估方法�����。朱旭程等提出一種基于力殘差向量的損傷檢測和結(jié)構(gòu)壽命評估方法����,即采用力殘差向量進(jìn)行槳葉的損傷定位和損傷大小估計(jì),利用腐蝕疲勞裂紋擴(kuò)展規(guī)律建立槳葉剩余壽命預(yù)測模型���。程興根據(jù)埋地燃?xì)夤艿栏g深度發(fā)展規(guī)律建立了腐蝕發(fā)展趨勢預(yù)測模型����。
這種方法突破了前兩種方法無法考慮腐蝕缺陷損傷過程的物理機(jī)制或規(guī)律的局限性。但是����,無損檢測得到的通常是局部損傷,因此���,通過檢測信息的反演與結(jié)構(gòu)損傷演化過程的正演相結(jié)合才有可能進(jìn)行準(zhǔn)確評估�。
發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)腐蝕損傷無損檢測的難點(diǎn)
1��、 腐蝕損傷檢測能力對比
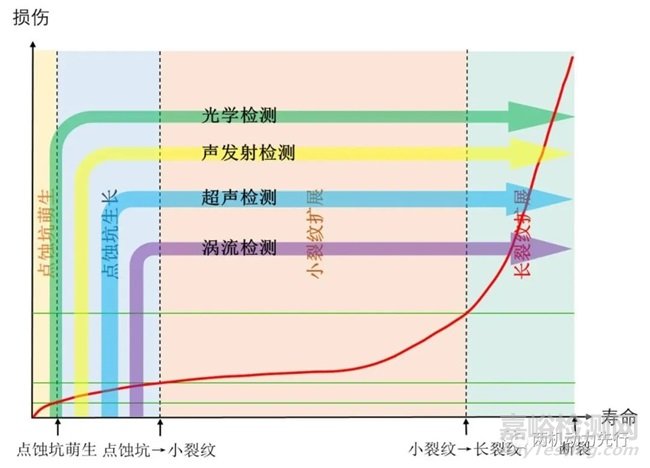
當(dāng)無損檢測技術(shù)應(yīng)用于缺陷檢測時(shí)��,需了解該技術(shù)在檢測中的靈敏度或檢測能力�?����?蓹z測到的最小缺陷尺寸越小���,則檢測靈敏度越高,檢測能力越強(qiáng)�����。圖8顯示了在合適的應(yīng)用場景下光學(xué)檢測�����、超聲檢測、聲發(fā)射檢測和渦流檢測在檢測點(diǎn)蝕缺陷的能力���。其中����,當(dāng)點(diǎn)蝕坑尺寸生長到某一尺寸時(shí)將發(fā)展為裂紋����。
圖 8 幾種技術(shù)檢測能力對比
光學(xué)檢測能在點(diǎn)蝕萌生時(shí)便檢測到點(diǎn)蝕坑�����;對于聲發(fā)射檢測����,聲發(fā)射信號通常出現(xiàn)在點(diǎn)蝕萌生后一段時(shí)間�����,對相關(guān)文獻(xiàn)中點(diǎn)蝕坑萌生后的尺寸進(jìn)行測量����,尺寸約為60 μm�。對于渦流檢測���,有文獻(xiàn)使用渦流檢測技術(shù)對單個(gè)點(diǎn)蝕坑進(jìn)行了檢測�,所能檢測到的點(diǎn)蝕坑直徑最小約為592 μm�����,最小坑深約為148 μm。還有文獻(xiàn)利用非線性超聲表面波對單個(gè)點(diǎn)蝕坑進(jìn)行檢測��,點(diǎn)蝕坑直徑最小約為280 μm,最小坑深約為60 μm���。
2 ��、發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)腐蝕損傷檢測的應(yīng)用難點(diǎn)
發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)服役環(huán)境惡劣,容易產(chǎn)生熱腐蝕損傷��。雖然各種無損技術(shù)已大量應(yīng)用于金屬結(jié)構(gòu)腐蝕的檢測,但對于發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)腐蝕的檢測仍存在一些難點(diǎn)���,主要體現(xiàn)在以下幾個(gè)方面。
首先���,結(jié)構(gòu)幾何形狀復(fù)雜導(dǎo)致技術(shù)難以應(yīng)用����。雖然實(shí)際結(jié)構(gòu)大都幾何形狀簡單或可由簡單結(jié)構(gòu)組成�,在各種無損檢測技術(shù)的研究上�,對簡單結(jié)構(gòu)進(jìn)行研究已能夠滿足大部分工程應(yīng)用的需求���,但發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)(典型的如渦輪葉片)大都具有復(fù)雜幾何形狀和結(jié)構(gòu)����。對于這類復(fù)雜構(gòu)件�,一些無損檢測技術(shù)難以較理想的應(yīng)用。如用反射法對不規(guī)則的變厚度工件進(jìn)行超聲檢測時(shí)����,各掃描點(diǎn)的界面波和底波位置隨工件形狀變化而變化,難以確定缺陷位置���;超聲波在進(jìn)入復(fù)雜幾何構(gòu)件后���,存在波束變形�、方向偏移���、靈敏度損失等問題�,導(dǎo)致檢測性能下降���;另外�,復(fù)雜幾何形狀導(dǎo)致的換能器接觸不良����、換能器移動(dòng)時(shí)的定向障礙都會(huì)使檢測靈敏度下降,導(dǎo)致無法正確表征缺陷�。
其次,對于高溫結(jié)構(gòu)使用的各向異性材料(如定向凝固高溫合金���、單晶高溫合金)����,材料的各向異性還會(huì)導(dǎo)致超聲檢測信號產(chǎn)生散射����、模式耦合��、能量聚焦和衰減����,對缺陷檢測帶來不利影響��。不少研究者為改善這種狀況已經(jīng)做了一些努力��。Putkis等選擇具有更優(yōu)分辨率與靈敏度的檢測信號頻率和傳感器位置來減弱碳纖維復(fù)合材料各向異性對導(dǎo)波檢測的影響����。Wang等則使用帶雙矩陣陣列探頭的自動(dòng)相控陣系統(tǒng)實(shí)現(xiàn)了各向異性焊縫中缺陷更高準(zhǔn)確度的識別���。
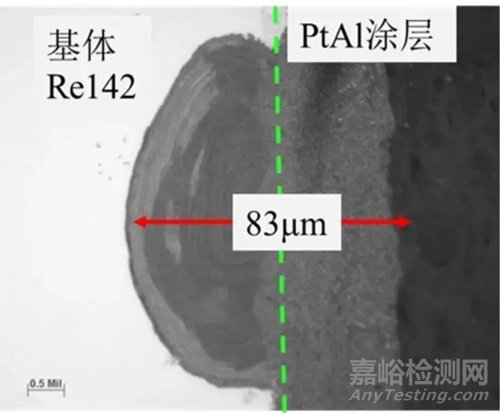
最后����,檢測能力不足將導(dǎo)致小缺陷無法被有效檢測�。圖9所示為CF6發(fā)動(dòng)機(jī)斷裂渦輪葉片上的點(diǎn)蝕坑截面形貌,該點(diǎn)蝕坑尺寸約83 μm�。對于非承力或承力較小結(jié)構(gòu),腐蝕在較嚴(yán)重時(shí)才會(huì)影響其功能���,此時(shí)無損檢測技術(shù)檢測能力綽綽有余,在腐蝕威脅結(jié)構(gòu)安全前缺陷已被檢出�。而對于承受巨大疲勞載荷的發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)(如發(fā)動(dòng)機(jī)渦輪葉片)����,類似圖9所示的小尺寸腐蝕缺陷難以在維修維護(hù)時(shí)被有效檢出���,此時(shí)該缺陷已經(jīng)足夠威脅到結(jié)構(gòu)的安全運(yùn)行��。有文獻(xiàn)報(bào)道了CF6發(fā)動(dòng)機(jī)渦輪葉片斷裂的事故便是維修時(shí)未檢測到低溫?zé)岣g產(chǎn)生的小尺寸腐蝕坑導(dǎo)致的。
圖9 渦輪葉片點(diǎn)蝕坑形貌
結(jié)論與展望
對于均勻熱腐蝕和點(diǎn)蝕兩種典型腐蝕的檢測����,光學(xué)檢測、聲發(fā)射檢測�����、渦流檢測和超聲檢測最為常用�。對比了這幾種檢測技術(shù)對腐蝕的檢測能力����、技術(shù)的優(yōu)點(diǎn)及局限�����,其中光學(xué)檢測具有最高的檢測能力�����,但是難以檢測隱藏的腐蝕;聲發(fā)射技術(shù)具有較高靈敏度���,能實(shí)時(shí)監(jiān)測腐蝕�����,但是只適合在溶液環(huán)境中應(yīng)用�;渦流檢測和超聲檢測技術(shù)都可實(shí)現(xiàn)百微米級別點(diǎn)蝕坑的檢測���,對于隱蔽腐蝕有不錯(cuò)的檢測能力�。
在實(shí)現(xiàn)對缺陷檢測的同時(shí)����,研究者們更進(jìn)一步的探索了無損檢測信號特征與結(jié)構(gòu)疲勞壽命的聯(lián)系�,或結(jié)合無損檢測技術(shù)與損傷力學(xué)方法建立了剩余壽命模型�����,對結(jié)構(gòu)剩余壽命進(jìn)行了評價(jià)。無損檢測技術(shù)的應(yīng)用為結(jié)構(gòu)疲勞壽命預(yù)測提供了新思路���。
然而���,由于發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)的復(fù)雜性����、材料的各向異性等�,當(dāng)前的無損檢測技術(shù)雖然能夠檢測管道����、壓力容器等結(jié)構(gòu)的腐蝕�,但是對發(fā)動(dòng)機(jī)高溫結(jié)構(gòu)腐蝕的檢測仍存在難點(diǎn)�。
在腐蝕的無損檢測技術(shù)研究與應(yīng)用上仍然有巨大的進(jìn)步空間�����,基于本文的綜述,以后的研究重點(diǎn)應(yīng)該在以下幾個(gè)方面:即對復(fù)雜結(jié)構(gòu)的檢測����;實(shí)現(xiàn)更強(qiáng)的檢測能力�����;同時(shí)采用多種檢測技術(shù)的結(jié)合對復(fù)雜結(jié)構(gòu)進(jìn)行全面精確的檢測����。
此外����,一方面應(yīng)重點(diǎn)關(guān)注無損檢測與其他技術(shù)(如信號處理�����、人工智能等)的結(jié)合�����;另一方面�,無損檢測獲得了結(jié)構(gòu)的損傷信息后��,如何利用固體力學(xué)知識對結(jié)構(gòu)的剩余壽命進(jìn)行評價(jià)����,這是無損檢測技術(shù)走向無損評估研究的一個(gè)重要方向。
來源:航空動(dòng)力學(xué)報(bào)���、兩機(jī)動(dòng)力先行