焊接質(zhì)量����,一直是焊接人最關(guān)注的焦點(diǎn)�����,今天小編就為大家搜集一些相關(guān)資料�,大家共同學(xué)習(xí)。
概述
隨著現(xiàn)代焊接技術(shù)的迅猛發(fā)展����、焊接生產(chǎn)水平的不斷提高和國際焊接制品貿(mào)易的日益擴(kuò)大��,為了保證焊接產(chǎn)品的質(zhì)量����,有效地利用資源�����,保護(hù)用戶的利益�,焊接產(chǎn)品的質(zhì)量管理逐步走上了規(guī)范化�、標(biāo)準(zhǔn)化的道路��。1987年3月,國際標(biāo)準(zhǔn)化組織(ISO)正式發(fā)布了ISO 9000~9004關(guān)于質(zhì)量管理和質(zhì)量保證的標(biāo)準(zhǔn)系列����。1994年和2000年,國際標(biāo)準(zhǔn)化組織兩次修訂ISO 9000族標(biāo)準(zhǔn)����,使之更為簡化、重點(diǎn)更加突出���,更加科學(xué)、普適��,并將質(zhì)量保證體系提高到質(zhì)量管理體系的水平�。我國相應(yīng)于2000年發(fā)布了等效采用該國際標(biāo)準(zhǔn)系列的GB/T 19000:2000《質(zhì)量管理體系》標(biāo)準(zhǔn)系列���。
現(xiàn)代質(zhì)量管理認(rèn)為�,為使產(chǎn)品達(dá)到所要求的各項(xiàng)質(zhì)量指標(biāo)���,應(yīng)從生產(chǎn)的每一道工序抓起,通過控制和調(diào)整影響工序質(zhì)量的因素來保證�。而工序質(zhì)量又要通過工作質(zhì)量,采取各種管理手段來實(shí)現(xiàn)。
因此�,在質(zhì)量管理工作中���,要以工作質(zhì)量來保證工序質(zhì)量,用工序質(zhì)量來保證產(chǎn)品質(zhì)量�����。
可見為實(shí)現(xiàn)質(zhì)量目標(biāo),就必須在管理體制上建立一套有效的�����、便于操作的質(zhì)量管理體系�,并且將這套體系應(yīng)用于產(chǎn)品的整個(gè)制造過程中����。
焊接工序質(zhì)量的影響因素及對策
1���、人——施焊操作人員因素
2、機(jī)——焊接機(jī)器設(shè)備因素
3�、料——焊接原材料因素
4����、法——焊接工藝方法因素
5�、環(huán)——環(huán)境因素
工序質(zhì)量是指在生產(chǎn)過程中加工工序?qū)Ξa(chǎn)品質(zhì)量的保證程度����。換句話說�,產(chǎn)品質(zhì)量是以工序質(zhì)量為基礎(chǔ)的����,必須具有優(yōu)良的工序加工質(zhì)量才能生產(chǎn)出優(yōu)良的產(chǎn)品���。
產(chǎn)品的質(zhì)量不僅僅是在完成全部加工裝配工作之后�,通過由專職檢驗(yàn)人員測定若干技術(shù)參數(shù),并獲得用戶認(rèn)可就算達(dá)到了要求�,而是在加工工序一開始就存在并貫穿于生產(chǎn)的全過程中���。
最終產(chǎn)品合格與否����,決定于全部工序誤差的累積結(jié)果�。所以,工序是生產(chǎn)過程的基本環(huán)節(jié)�,也是檢驗(yàn)的基本環(huán)節(jié)����。
焊接結(jié)構(gòu)的生產(chǎn)包括許多工序�����,如金屬材料的去污除銹、備料時(shí)的校直��、劃線���、下料、坡口邊緣加工�、成形��,焊接結(jié)構(gòu)的配裝�、焊接���、熱處理等。各個(gè)工序都有一定的質(zhì)量要求���,并存在影響其質(zhì)量的因素。
由于工序的質(zhì)量最終將決定產(chǎn)品的質(zhì)量��,因此�,必須分析影響工序質(zhì)量的各種因素��,采取切實(shí)有效的控制措施�,才能保證焊接產(chǎn)品的質(zhì)量���。
影響工序質(zhì)量的因素,概括起來有:人員���、設(shè)備��、材料�����、工藝方法和生產(chǎn)環(huán)境五個(gè)方面���,簡稱“人、機(jī)�����、料�����、法�����、環(huán)”五因素�。各個(gè)因素對不同工序質(zhì)量的影響程度有很大差別���,應(yīng)具體情況具體分析。
焊接�,是焊接結(jié)構(gòu)生產(chǎn)中的重要工序,影響其質(zhì)量的因素同樣是上述五個(gè)方面�����。
1、人——施焊操作人員因素
各種不同的焊接方法對操作人員的依賴程度不同�。對于手工電弧焊接,焊工的操作技能和謹(jǐn)慎的工作態(tài)度對保證焊接質(zhì)量至關(guān)重要�。
對于埋弧自動(dòng)焊�����,焊接工藝參數(shù)的調(diào)整和施焊也離不開人的操作����。
對于各種半自動(dòng)焊��,電弧沿焊接接頭的移動(dòng)也是靠焊工掌握。若焊工施焊時(shí)質(zhì)量意識(shí)差�,操作粗心大意�����,不遵守焊接工藝規(guī)程,或操作技能低下��、技術(shù)不熟練等都會(huì)影響直接焊接的質(zhì)量。
對施焊人員的控制措施如下:
(1)加強(qiáng)對焊工“質(zhì)量第一�、用戶第一���、下道工序是用戶”的質(zhì)量意識(shí)教育,提高他們的責(zé)任心和一絲不茍的工作作風(fēng)����,并建立質(zhì)量責(zé)任制�。
(2)定期對焊工進(jìn)行崗位培訓(xùn)���,從理論上掌握工藝規(guī)程��,從實(shí)踐上提高操作技能水平���。
(3)生產(chǎn)中要求焊工嚴(yán)格執(zhí)行焊接工藝規(guī)程����,加強(qiáng)焊接工序的自檢與專職檢驗(yàn)人員的檢查�。
(4)認(rèn)真執(zhí)行焊工考試制度�,堅(jiān)持焊工持證上崗���,建立焊工技術(shù)檔案。
對于重要或重大的焊接結(jié)構(gòu)生產(chǎn)�,還需對焊工進(jìn)行更細(xì)化的考量��。例如,焊工培訓(xùn)時(shí)間的長短�、生產(chǎn)經(jīng)驗(yàn)�����、目前的技術(shù)狀況、年齡����、工齡�、體力�����、視力�����、注意力等,應(yīng)當(dāng)全部納入考核的范圍���。
2、機(jī)——焊接機(jī)器設(shè)備因素
各種焊接設(shè)備的性能及其穩(wěn)定性與可靠性直接影響焊接質(zhì)量�����。設(shè)備結(jié)構(gòu)越復(fù)雜,機(jī)械化�、自動(dòng)化程度越高����,焊接質(zhì)量對它的依賴性也就越高�。
所以��,要求這類設(shè)備具有更好的性能及穩(wěn)定性。對焊接設(shè)備在使用前必須進(jìn)行檢查和試用��,對各種在役焊接設(shè)備要實(shí)行定期檢驗(yàn)制度����。
在焊接質(zhì)量保證體系中���,從保證焊接工序質(zhì)量出發(fā)�,對焊接機(jī)器設(shè)備應(yīng)做到以下幾點(diǎn):
(1)定期對焊接設(shè)備維護(hù)��、保養(yǎng)和檢修���,重要焊接結(jié)構(gòu)生產(chǎn)前要進(jìn)行試用�����。
(2)定期校驗(yàn)焊接設(shè)備上的電流表���、電壓表、氣體流量計(jì)等各種儀表����,保證生產(chǎn)時(shí)計(jì)量準(zhǔn)確。
(3)建立焊接設(shè)備狀況的技術(shù)檔案���,為分析��、解決出現(xiàn)的問題提供思路�。
(4)建立焊接設(shè)備使用人員責(zé)任制���,保證設(shè)備維護(hù)的及時(shí)性和連續(xù)性�����。
另外�����,焊接設(shè)備的使用條件�����,如對水���、電�����、環(huán)境等的要求�����,焊接設(shè)備的可調(diào)節(jié)性����、運(yùn)行所需空間�����、誤差調(diào)整等也需要充分注意�����,這樣才能保證焊接設(shè)備正常使用���。
3���、料——焊接原材料因素
焊接生產(chǎn)所使用的原材料包括母材��、焊接材料(焊條、焊絲���、焊劑、保護(hù)氣體)等�����,這些材料的自身質(zhì)量是保證焊接產(chǎn)品質(zhì)量的基礎(chǔ)和前提���。
為了保證焊接質(zhì)量�,原材料的質(zhì)量檢驗(yàn)很重要。在生產(chǎn)的起始階段�,即投料之前就要把好材料關(guān),才能穩(wěn)定生產(chǎn)�����,穩(wěn)定焊接產(chǎn)品的質(zhì)量�����。
在焊接質(zhì)量管理體系中��,對焊接原材料的質(zhì)量控制主要有以下措施:
(1)加強(qiáng)焊接原材料的進(jìn)廠驗(yàn)收和檢驗(yàn)����,必要時(shí)要對其理化指標(biāo)和機(jī)械性能進(jìn)行復(fù)驗(yàn)。
(2)建立嚴(yán)格的焊接原材料管理制度,防止儲(chǔ)備時(shí)焊接原材料的污損�。
(3)實(shí)行在生產(chǎn)中焊接原材料標(biāo)記運(yùn)行制度�,以實(shí)現(xiàn)對焊接原材料質(zhì)量的追蹤控制。
(4)選擇信譽(yù)比較高�、產(chǎn)品質(zhì)量比較好的焊接原材料供應(yīng)廠和協(xié)作廠進(jìn)行訂貨和加工��,從根本上防止焊接質(zhì)量事故的發(fā)生�。
總之��,焊接原材料的把關(guān)應(yīng)當(dāng)以焊接規(guī)范和國家標(biāo)準(zhǔn)為依據(jù)�,及時(shí)追蹤控制其質(zhì)量��,而不能只管進(jìn)廠驗(yàn)收,忽視生產(chǎn)過程中的標(biāo)記和檢驗(yàn)����。
4、法——焊接工藝方法因素
焊接質(zhì)量對工藝方法的依賴性很強(qiáng)�,在影響焊接工序質(zhì)量的諸因素中占有非常突出的地位��。
工藝方法對焊接質(zhì)量的影響主要來自兩個(gè)方面,一方面是工藝制訂的合理性���;另一方面是執(zhí)行工藝的嚴(yán)格性。
首先要對某一產(chǎn)品或某種材料的焊接工藝進(jìn)行工藝評定���,然后根據(jù)工藝評定報(bào)告和圖樣技術(shù)要求制訂焊接工藝規(guī)程����,編制焊接工藝說明書或焊接工藝卡�����,這些以書面形式表達(dá)的各種工藝參數(shù)是指導(dǎo)施焊時(shí)的依據(jù),它是根據(jù)模擬相似的生產(chǎn)條件所作的試驗(yàn)和長期積累的經(jīng)驗(yàn)以及產(chǎn)品的具體技術(shù)要求而編制出來的����,是保證焊接質(zhì)量的重要基礎(chǔ),它有規(guī)定性�、嚴(yán)肅性、慎重性和連續(xù)性的特點(diǎn)���。通常由經(jīng)驗(yàn)比較豐富的焊接技術(shù)人員編制���,以保證它的正確性與合理性�����。
在此基礎(chǔ)上確保貫徹執(zhí)行工藝方法的嚴(yán)格性����,在沒有充足根據(jù)的情況下不得隨意變更工藝參數(shù)�����,即使確需改變��,也得履行一定的程序和手續(xù)��。
不合理的焊接工藝不能保證焊出合格的焊縫,但有了經(jīng)評定驗(yàn)證的正確合理的工藝規(guī)程�����,若不嚴(yán)格貫徹執(zhí)行�,同樣也不能焊出合格的焊縫����。兩者相輔相成��,相互依賴�����,不能忽視或偏廢任何一個(gè)方面�����。
在焊接質(zhì)量管理體系中��,對影響焊接工藝方法的因素進(jìn)行有效控制的做法是:
(1)必須按照有關(guān)規(guī)定或國家標(biāo)準(zhǔn)對焊接工藝進(jìn)行評定�。
(2)選擇有經(jīng)驗(yàn)的焊接技術(shù)人員編制所需的工藝文件,工藝文件要完整和連續(xù)�����。
(3)按照焊接工藝規(guī)程的規(guī)定�,加強(qiáng)施焊過程中的現(xiàn)場管理與監(jiān)督。
(4)在生產(chǎn)前��,要按照焊接工藝規(guī)程制作焊接產(chǎn)品試板與焊接工藝檢驗(yàn)試板�����,以驗(yàn)證工藝方法的正確性與合理性��。
還有����,就是焊接工藝規(guī)程的制定無巨細(xì)���,對重要的焊接結(jié)構(gòu)要有質(zhì)量事故的補(bǔ)救預(yù)案���,把損失降到最低�。
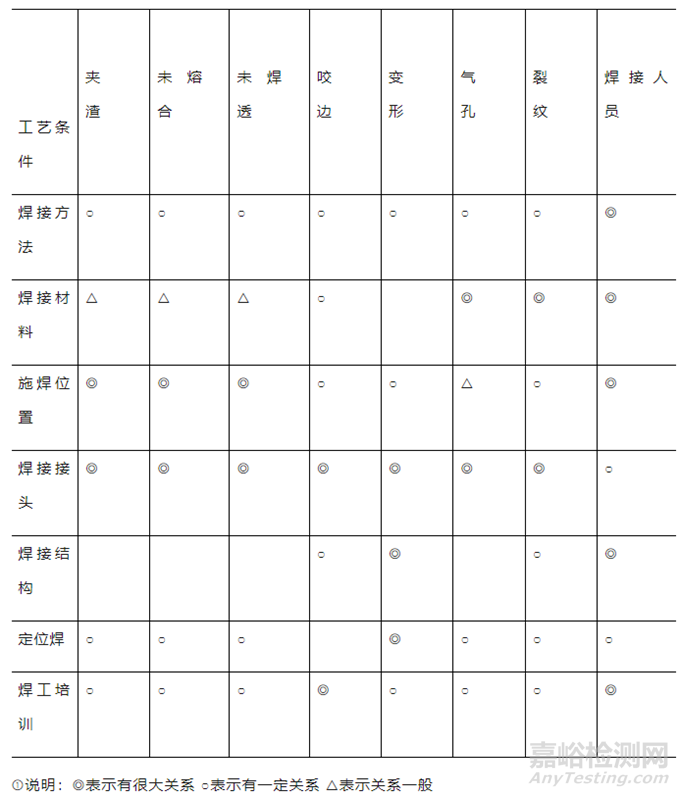
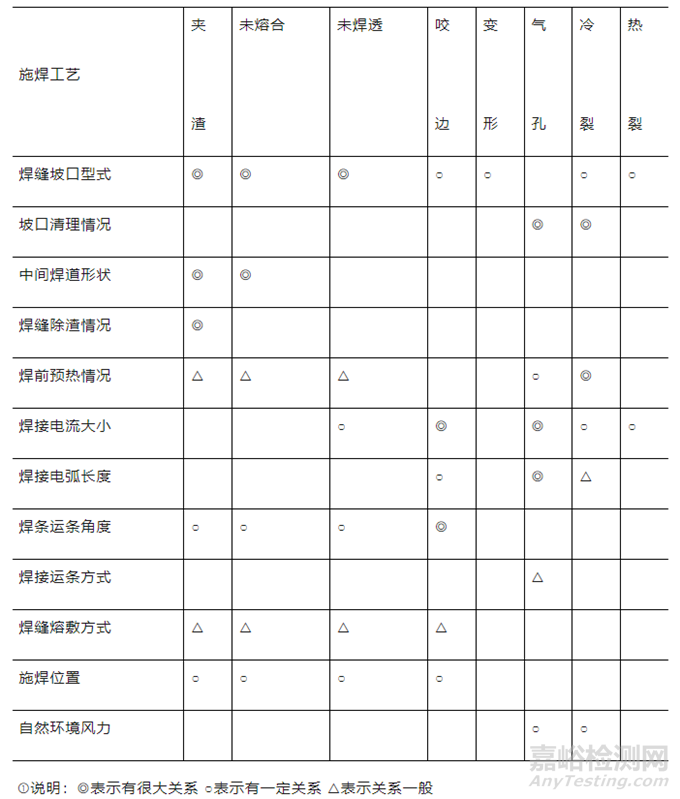
對各種焊接工藝方法的重要因素和補(bǔ)加因素的考量可參考表1�,對各種焊接方法的次要因素的考量可參考表2。
表1 焊接工藝方法的重要因素���、補(bǔ)加因素與焊接缺陷的關(guān)系
表2 焊縫工藝方法的次要因素與焊接缺陷的關(guān)系
5����、環(huán)——環(huán)境因素
在特定環(huán)境下���,焊接質(zhì)量對環(huán)境的依賴性也是較大的�����。焊接操作常常在室外露天進(jìn)行����,必然受到外界自然條件(如溫度�、濕度、風(fēng)力及雨雪天氣)的影響��,在其它因素一定的情況下,也有可能單純因環(huán)境因素造成焊接質(zhì)量問題��。
所以���,也應(yīng)引起一定的注意�����。在焊接質(zhì)量管理體系中����,環(huán)境因素的控制措施比較簡單���,當(dāng)環(huán)境條件不符合規(guī)定要求時(shí)�,如風(fēng)力較大�,風(fēng)速大于四級(jí),或雨雪天氣�����,相對濕度大于90%���,可暫時(shí)停止焊接工作�,或采取防風(fēng)�����、防雨雪措施后再進(jìn)行焊接�;
在低氣溫下焊接時(shí),低碳鋼不得低于-20℃����,普通合金鋼不得低于-10℃,如超過這個(gè)溫度界限�,可對工件進(jìn)行適當(dāng)?shù)念A(yù)熱。
通過以上對影響焊接工序質(zhì)量的五個(gè)方面的因素及其控制措施�����、原則的分析�����,可以看到����,五個(gè)方面的因素互相聯(lián)系,互相交叉,考量時(shí)要有系統(tǒng)性和連續(xù)性���。