摘要:目的 針對(duì)汽車(chē)高強(qiáng)鋼SG1000焊接接頭惡化等問(wèn)題�,研究了SG1000激光復(fù)合焊接的力學(xué)性能。方法 選用等強(qiáng)匹配焊絲MG90-G對(duì)高強(qiáng)鋼SG1000進(jìn)行激光復(fù)合焊接��,對(duì)焊接接頭進(jìn)行拉伸和低溫沖擊韌性試驗(yàn)��,并結(jié)合掃描和硬度監(jiān)測(cè)等手段對(duì)焊縫組織和斷口形貌進(jìn)行分析��。結(jié)果 由于激光的預(yù)熱作用,高強(qiáng)鋼SG1000激光復(fù)合焊接成形件的焊縫美觀��,焊接過(guò)程穩(wěn)定可靠�,焊接熔池深度較大,有效改善了傳統(tǒng)焊接的咬邊���、飛濺�����、氣孔等缺陷��。焊縫組織主要由板條馬氏體和奧氏體晶粒組成��,熱影響區(qū)的過(guò)熱區(qū)內(nèi)部板條馬氏體和奧氏體晶粒比較粗大���,而焊接母材主要為細(xì)小的板條馬氏體和奧氏體晶粒。焊接拉伸斷口主要為細(xì)小且較淺的韌窩���,且韌窩底部存在第二相粒子及夾雜物��,焊接拉伸斷口斷裂于熱影響區(qū)且微觀形貌為韌性斷裂�����;沖擊微觀形貌主要由準(zhǔn)解理小平面及河流花樣組成�,且存在一定數(shù)量大小不一的韌窩交錯(cuò)分布,焊接沖擊斷口斷裂于熱影響區(qū)且微觀形貌也為韌性斷裂�。結(jié)論 焊縫熱影響區(qū)的晶粒比非熱影響區(qū)的晶粒粗大,拉伸和沖擊斷裂均發(fā)生于熱影響區(qū)�����;隨著激光功率的增大����,復(fù)合焊接接頭的力學(xué)性能呈現(xiàn)逐漸增強(qiáng)的趨勢(shì)����;隨著焊接速度的增大,復(fù)合焊接接頭的力學(xué)性能呈現(xiàn)先增強(qiáng)后削弱的趨勢(shì)�。高強(qiáng)鋼SG1000激光復(fù)合焊接最佳工藝參數(shù)如下:激光功率為9.5 kW,焊接速度為0.8 m/min��,對(duì)應(yīng)屈服強(qiáng)度為1 072 MPa���,抗拉強(qiáng)度為1 175 MPa��,斷裂伸長(zhǎng)率為13.5%�����,沖擊斷裂吸收的能量為30.8 J�����、焊縫中心顯微硬度為342 HV���。
關(guān)鍵詞:汽車(chē)高強(qiáng)鋼SG1000���;激光復(fù)合焊接;焊接熔池��;焊縫組織��;力學(xué)性能
高強(qiáng)鋼板作為汽車(chē)��、工程機(jī)械等領(lǐng)域的重要原材料�����,其質(zhì)量及綜合力學(xué)性能的好壞直接影響了相關(guān)產(chǎn)品的使用壽命����。為了提升高強(qiáng)鋼板的焊接質(zhì)量�、焊接效率并控制焊接變形量����,一種新型高效、高質(zhì)激光復(fù)合焊接技術(shù)應(yīng)運(yùn)而生��。國(guó)內(nèi)外學(xué)者對(duì)高強(qiáng)鋼板的焊接及激光復(fù)合焊接特性進(jìn)行了較為深入的研究��。羅應(yīng)明等[1]以水電站用800 MPa級(jí)高強(qiáng)鋼板SX780CF為研究對(duì)象���,開(kāi)發(fā)了低焊接裂紋敏感性特殊鋼���。賈朋剛等[2]以某型抽蓄機(jī)組高強(qiáng)鋼板為研究對(duì)象�����,對(duì)其焊接接頭的斷裂韌性進(jìn)行了研究���。趙鵬等[3]運(yùn)用試驗(yàn)的方法對(duì)某水電站壓力管道高強(qiáng)鋼開(kāi)孔封焊及其風(fēng)險(xiǎn)進(jìn)行了分析�����。董現(xiàn)春等[4]對(duì)Q690CFD高強(qiáng)鋼板及NM450耐磨鋼板在150 t自卸礦車(chē)上的輕量化應(yīng)用進(jìn)行了研究���。趙國(guó)昌等[5]研究了500 MPa級(jí)S500QL調(diào)質(zhì)高強(qiáng)鋼板的在線直接淬火(DQ)工藝及該工藝在實(shí)際生產(chǎn)中的應(yīng)用�。王麗敏等[6]對(duì)調(diào)質(zhì)高強(qiáng)度Q890D鋼板制備工藝及其焊接特性進(jìn)行了研究�����。郭明星等[7]對(duì)烏東德800 MPa級(jí)高強(qiáng)鋼蝸殼焊接的關(guān)鍵技術(shù)進(jìn)行了研究�����。祝小龍等[8]運(yùn)用試驗(yàn)的方法對(duì)27SiMn高強(qiáng)鋼板拉伸應(yīng)力-應(yīng)變?nèi)€和破壞形態(tài)進(jìn)行了研究�����。王寬貴等[9]以白鶴灘水電站800 MPa高強(qiáng)鋼為研究對(duì)象��,對(duì)其焊接性能進(jìn)行了分析����。程惠等[10]研究了多次返修對(duì)白鶴灘水電站800 MPa高強(qiáng)鋼板焊接接頭組織及性能的影響。宋新華等[11-12]運(yùn)用數(shù)值模擬與試驗(yàn)的方法對(duì)復(fù)合阻尼鋼板激光深熔焊接特性進(jìn)行了研究���。姚遠(yuǎn)等[13]對(duì)后橋鋼板激光-MIG復(fù)合焊接進(jìn)行了優(yōu)化分析���。江國(guó)梁等[14]對(duì)薄板拼板激光復(fù)合焊接工藝進(jìn)行了研究���。趙艷秋等[15]研究了激光功率對(duì)2195鋁鋰合金光纖-半導(dǎo)體激光復(fù)合焊接形貌與氣孔的影響。史亞貝等[16]對(duì)藍(lán)光半導(dǎo)體與光纖激光復(fù)合焊接紫銅工藝進(jìn)行了研究����。曹忠民等[17]研究了Nd:YAG激光與半導(dǎo)體激光復(fù)合焊接對(duì)鋁合金焊縫組織和性能的影響。趙孔標(biāo)等[18]對(duì)激光-MAG復(fù)合焊接工藝及焊接接頭性能進(jìn)行了分析�。劉昊等[19]對(duì)電子銅箔和液晶聚合物的激光復(fù)合焊接進(jìn)行了研究。馬彥龍等[20]對(duì)1 000 MPa級(jí)超高強(qiáng)鋼激光復(fù)合焊接頭力學(xué)性能進(jìn)行了研究�����。王志鵬[21]對(duì)Q355C激光-MAG復(fù)合焊接工藝及接頭性能進(jìn)行了研究�����。張瑜[22]對(duì)船用高強(qiáng)度鋼Q355的激光復(fù)合焊接工藝進(jìn)行了探究與優(yōu)化���。王琳[23]對(duì)大功率激光復(fù)合焊接匙孔形態(tài)及其對(duì)焊縫成形的影響進(jìn)行了研究。周愿愿等[24]對(duì)殼體激光復(fù)合焊接設(shè)備進(jìn)行了設(shè)計(jì)與仿真分析�����。吳虎[25]對(duì)中厚板Q345B鋼的激光復(fù)合焊接頭微觀組織與力學(xué)性能進(jìn)行了研究。溫鵬等[26]對(duì)擺動(dòng)光纖激光-CMT復(fù)合焊接6A01- T5鋁合金型材接頭的氣孔特征及組織性能進(jìn)行了研究�。李斌等[27]對(duì)BS960E高強(qiáng)鋼激光-電弧復(fù)合高速焊接接頭的組織及性能進(jìn)行了研究。眾多學(xué)者對(duì)高強(qiáng)鋼焊接性能及激光復(fù)合焊接進(jìn)行了研究���,但是對(duì)高強(qiáng)鋼板激光復(fù)合焊接的研究比較少���。基于此����,本文以汽車(chē)高強(qiáng)鋼SG1000為研究對(duì)象,對(duì)其激光復(fù)合焊接特性進(jìn)行了研究�����,以期為提升汽車(chē)高強(qiáng)鋼產(chǎn)品焊接質(zhì)量和焊接效率及減小焊接變形等方面提供理論依據(jù)及技術(shù)支持��。
1��、 試驗(yàn)
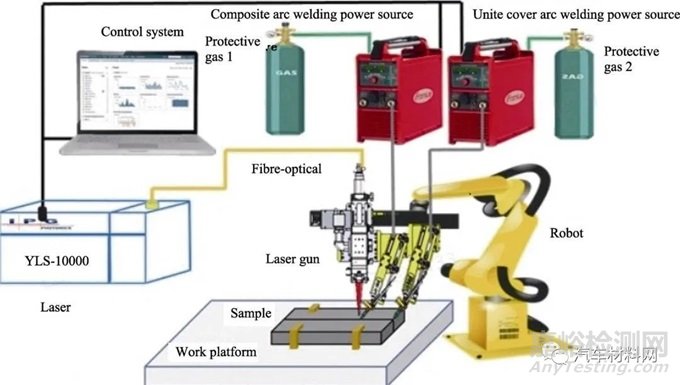
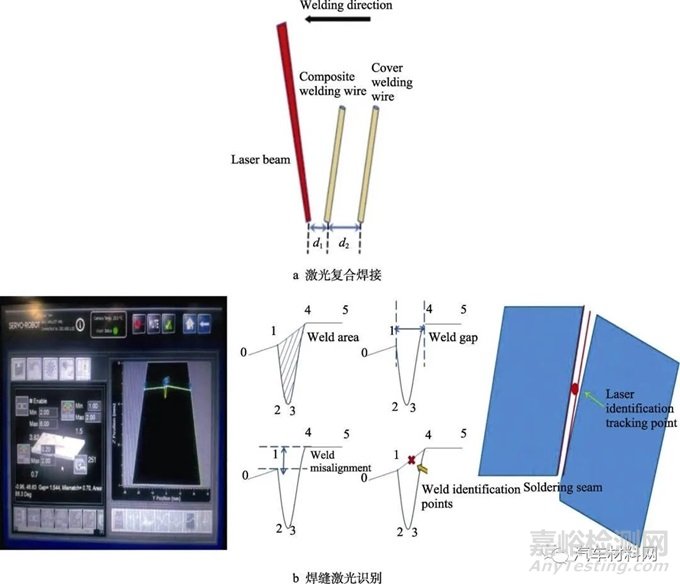
焊接設(shè)備由額定功率為10 000 W的光纖激光器����、福尼斯焊機(jī)、法蘭克機(jī)器人及采集和控制系統(tǒng)等組成���,激光復(fù)合焊接試驗(yàn)設(shè)備如圖1所示�����。激光復(fù)合焊接預(yù)先采用激光引導(dǎo)的方式�,且以二氧化碳為激光頭保護(hù)氣;焊接電弧保護(hù)氣體為體積分?jǐn)?shù)80%的氬氣+體積分?jǐn)?shù)20%的二氧化碳���,激光復(fù)合焊接及焊縫激光識(shí)別原理如圖2所示�����。
由圖1和圖2可知�����,與激光焊接相比�����,激光復(fù)合焊接具有獨(dú)特的優(yōu)勢(shì)���,由于復(fù)合焊接系統(tǒng)增加了電弧熱源���,激光束對(duì)電弧有一定的引導(dǎo)和吸引作用��,所以在焊接工藝參數(shù)相同的情況下可以獲得更深的焊縫熔池��。
圖1 激光復(fù)合焊接試驗(yàn)設(shè)備
Fig.1 Laser composite welding test equipment
圖2 激光復(fù)合焊接及焊縫激光識(shí)別原理
Fig.2 Principle of laser composite welding and weld laser identification: a) laser composite welding; b) weld laser identification
試驗(yàn)材料為6 mm厚的高強(qiáng)鋼SG1000���,試樣尺寸為200 mm×30 mm×6 mm��,采用對(duì)接接頭���,對(duì)接間隙為1 mm。焊接填充材料為直徑1.2 mm的實(shí)芯MG90-G�,焊接母材SG1000鋼及焊絲填充材料的化學(xué)成分如表1所示,對(duì)應(yīng)的力學(xué)性能如表2所示����。結(jié)合表1、表2與激光復(fù)合焊接試驗(yàn)原理��,設(shè)計(jì)激光復(fù)合焊接工藝參數(shù)���,如表3所示��。
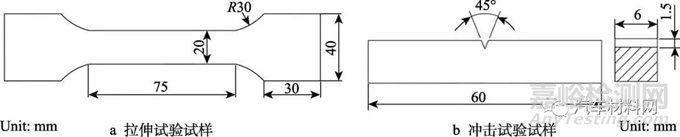
利用表3中的激光復(fù)合焊接工藝參數(shù)進(jìn)行高強(qiáng)鋼SG1000激光復(fù)合焊接試驗(yàn)�����。焊接前先對(duì)板材進(jìn)行打磨處理再用酒精清洗�����。按照GB/T 2651—2008《焊接接頭拉伸試驗(yàn)方法》和GB/T 2650—2008《焊接接頭沖擊試驗(yàn)方法》對(duì)焊接完成后的試樣進(jìn)行加工拉伸和沖擊試驗(yàn)����,所有試驗(yàn)樣均為6 mm鋼板,相關(guān)試樣如圖3所示�����。每種試樣測(cè)試5組數(shù)據(jù)��,去掉最大值和最小值后�,取3組數(shù)據(jù)的平均值作為最終試驗(yàn)結(jié)果。拉伸試驗(yàn)在DNS-300型電子萬(wàn)能拉伸機(jī)上進(jìn)行�����,沖擊試驗(yàn)在JBN-300型沖擊試驗(yàn)機(jī)上進(jìn)行�����。采用AXio Scope A1光學(xué)顯微鏡和EVO18型掃描電子顯微鏡及WILSON VH11.2維氏硬度計(jì)對(duì)試樣微觀組織、沖擊斷口及維氏硬度進(jìn)行掃描和測(cè)量�����,試樣微觀組織�����、沖擊斷口及維氏硬度試驗(yàn)設(shè)備如圖4所示�����。
表1 母材SG1000鋼及焊絲填充材料的化學(xué)成分
Tab.1 Chemical compositions of base metal SG1000 steel and welding wire filler material wt.%
表2 母材SG1000鋼及焊絲填充材料的力學(xué)性能
Tab.2 Mechanical properties of base metal SG1000 steel and welding wire filler material
表3 激光復(fù)合焊接工藝參數(shù)
Tab.3 Process parameters of laser composite welding
圖3 激光復(fù)合焊接拉伸���、沖擊試驗(yàn)試樣
Fig.3 Laser composite welding tensile and impact test specimens: a) tensile test specimens; b) impact test specimens
圖4 試樣微觀組織、沖擊斷口及維氏硬度試驗(yàn)設(shè)備
Fig.4 Specimen microstructure, impact fracture, and Vickers hardness testing equipment: a) Axio Scope A1 optical microscope; b) EVO18 scanning electron microscope; c) WILSON VH11.2 Vickers hardness tester
2�����、 結(jié)果與分析
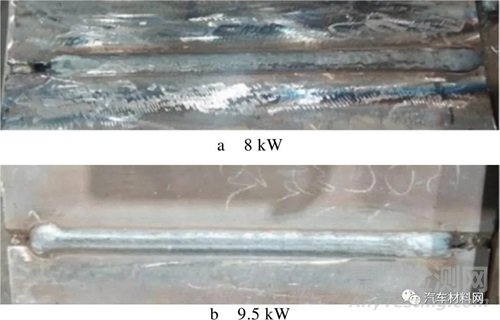
在不同焊接工藝條件下�,采用激光復(fù)合焊接實(shí)現(xiàn)焊接對(duì)接接頭的雙面成形,當(dāng)激光功率不同���、焊接速度為0.8 m/min時(shí)�,高強(qiáng)鋼SG1000激光復(fù)合焊接宏觀形貌如圖5所示。
圖5 激光功率不同��、焊接速度為0.8 m/min時(shí)的高強(qiáng)鋼SG1000激光復(fù)合焊接宏觀形貌
Fig.5 Macro morphology of laser composite welding of high-strength steel SG1000 at different laser power when the welding speed is 0.8 m/min:
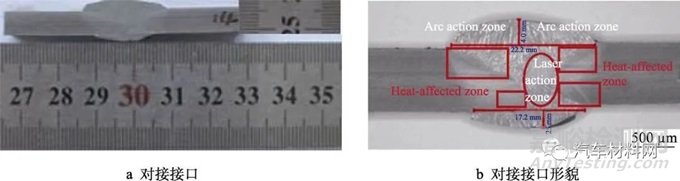
由圖5可知����,當(dāng)激光功率為9.5 kW、焊接速度為0.8 m/min時(shí)�����,高強(qiáng)鋼SG1000激光復(fù)合焊接成形件的焊縫美觀且其可靠性優(yōu)于激光功率為8 kW���、焊接速度為0.8 m/min時(shí)焊縫的����。高強(qiáng)鋼SG1000激光復(fù)合焊接成形件的焊縫美觀���,焊接過(guò)程穩(wěn)定可靠��,主要原因?yàn)樵诩す鈴?fù)合焊接過(guò)程中��,激光的預(yù)熱作用導(dǎo)致焊接的能量損失大大減少�����,更多的熱量作用在焊接母材上����,熔敷金屬流動(dòng)到焊縫兩邊及底部,導(dǎo)致熔池深度增大����,從而有效改善了傳統(tǒng)焊接的咬邊�����、飛濺���、氣孔等缺陷�����。試驗(yàn)得到的激光功率為9.5 kW���、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊接對(duì)接接口及接口形貌如圖6所示。
由圖6可知��,高強(qiáng)鋼SG1000激光復(fù)合焊接成形件對(duì)接接口的焊縫美觀,焊接熔池較深且無(wú)氣孔和咬邊等不良現(xiàn)象�。焊縫正面雙端為焊接電弧作用區(qū)即圖6中橫線上部區(qū)域,中間橢圓形區(qū)域的深熔池為激光作用區(qū)���,焊縫與母材接觸區(qū)域即矩形區(qū)域?yàn)楹附訜嵊绊憛^(qū)��。試驗(yàn)得到的激光功率為9.5 kW����、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊縫探傷結(jié)果如圖7所示�����。由圖7可知�,高強(qiáng)鋼SG1000激光復(fù)合焊縫基本不存在可見(jiàn)氣孔,氣孔產(chǎn)生率極低�,焊接匙孔穩(wěn)定性好,無(wú)塌陷等缺陷���。
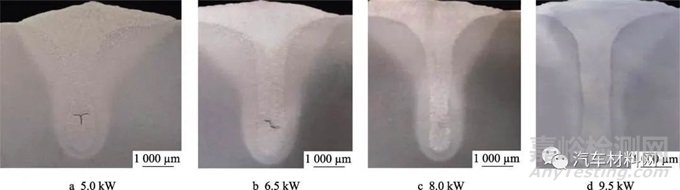
為了研究不同激光功率對(duì)高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫熔池的影響�����,通過(guò)試驗(yàn)得到不同激光功率下高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫熔池形貌����,如圖8所示?���?芍诩す鈴?fù)合焊接其他工藝參數(shù)不變的情況下�����,激光功率越大�����,焊縫越均勻���,焊縫余高過(guò)渡段越圓滑,焊縫熔池深度和寬度越大且焊縫缺陷也越少��。這主要是因?yàn)殡S著激光功率的增大�,激光密度和能量增大,焊接的穩(wěn)定性和成形性逐漸上升���。
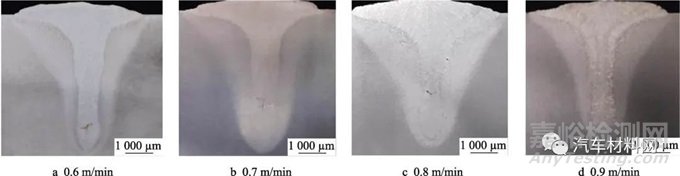
為了研究焊接速度對(duì)高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫熔池的影響���,通過(guò)試驗(yàn)得到不同焊接速度下高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫熔池形貌�����,如圖9所示���。可知�����,在激光復(fù)合焊接其他工藝參數(shù)不變的情況下�����,隨著焊接速度的增大���,焊縫缺陷等呈現(xiàn)先增加后減少的趨勢(shì)�����,這主要是因?yàn)樵诤附铀俣容^低時(shí)��,激光和焊接電弧對(duì)一定長(zhǎng)度的焊縫熔池作用的時(shí)間較長(zhǎng)��,焊接能量較大��,導(dǎo)致焊接過(guò)程不穩(wěn)定�����,焊接不美觀���,且存在氣孔等不良缺陷�;當(dāng)焊接速度較高時(shí)��,焊縫熔池深度明顯減小�����。
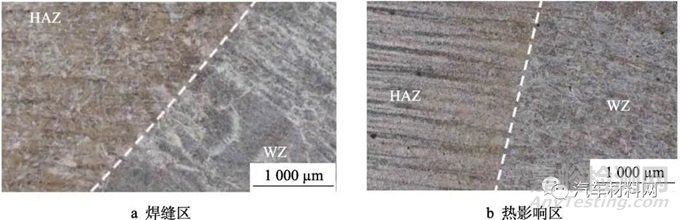
試驗(yàn)得到的激光功率為9.5 kW���、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫與熱影響邊界組織形貌如圖10所示,其中HAZ為激光作用區(qū)��,WZ為電弧作用區(qū)�。可知����,高強(qiáng)鋼SG1000激光復(fù)合焊接的熱影響區(qū)與焊縫區(qū)的組織存在明顯區(qū)別且界限清晰����,電弧作用區(qū)的熱影響區(qū)比激光作用區(qū)的寬�����,電弧作用區(qū)的晶粒比激光作用區(qū)的粗大���。
圖6 激光功率為9.5 kW���、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊接對(duì)接接口及接口形貌
Fig.6 Docking interface and interface morphology of high-strength steel SG1000 laser composite welding when the laser power is 9.5 kW and the welding speed is 0.8 m/min: a) docking interface; b) docking interface morphology
圖7 激光功率為9.5 kW、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊縫探傷結(jié)果
Fig.7 Flaw detection results of weld seams of high-strength steel SG1000 laser composite welding when the laser power is 9.5 kW and the welding speed is 0.8 m/min
圖8 不同激光功率下高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫的熔池形貌
Fig.8 Welding pool morphology of weld seams of high-strength steel SG1000 laser composite welding under different laser power
圖9 不同焊接速度下高強(qiáng)鋼SG1000激光復(fù)合焊接焊縫熔池形貌
Fig.9 Welding pool morphology of weld seams of high-strength steel SG1000 laser composite welding under different welding speeds
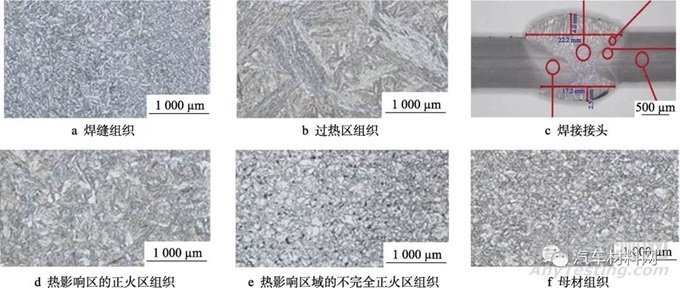
試驗(yàn)得到的激光功率為9.5 kW����、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊接內(nèi)部形貌如圖11所示?���?芍邚?qiáng)鋼SG1000激光復(fù)合焊接焊縫組織主要由板條馬氏體和奧氏體晶粒組成�����,熱影響區(qū)中過(guò)熱區(qū)內(nèi)部的板條馬氏體和奧氏體晶粒都比較粗大,熱影響區(qū)中正火區(qū)和不完全正火區(qū)內(nèi)部的板條馬氏體比較粗大而奧氏體晶粒比較細(xì)小�����,而焊接母材主要為細(xì)小的板條馬氏體和奧氏體晶粒����。
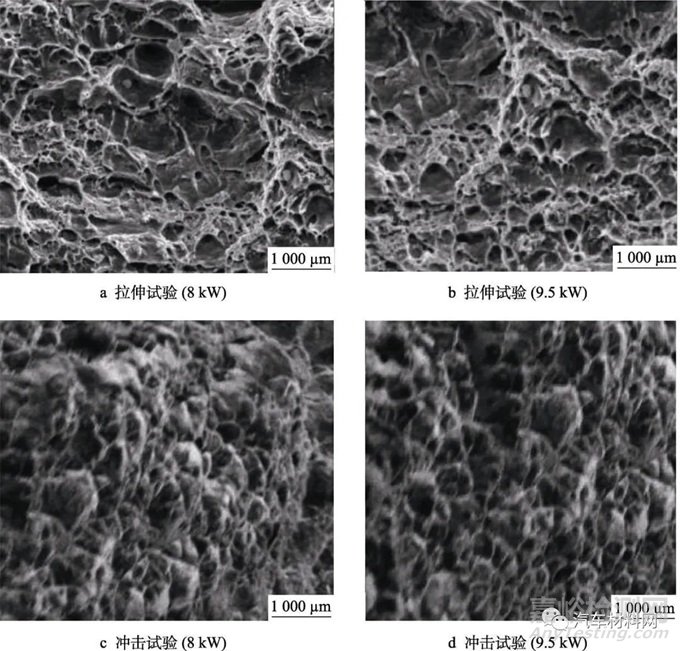
試驗(yàn)得到的不同激光功率、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊接拉伸���、沖擊斷口SEM形貌如圖12所示�����??芍?�,高強(qiáng)鋼SG1000激光復(fù)合焊接拉伸斷口主要為細(xì)小且較淺的韌窩���,且韌窩底部存在第二相粒子及夾雜物,焊接拉伸斷口斷裂于熱影響區(qū)且其微觀形貌為韌性斷裂�,激光功率為9.5 kW時(shí)的韌窩比8 kW時(shí)的韌窩細(xì)小�;沖擊微觀形貌主要由準(zhǔn)解理小平面及河流花樣組成���,且存在一定數(shù)量大小不一的韌窩交錯(cuò)分布,焊接沖擊斷口斷裂于熱影響區(qū)且微觀形貌也為韌性斷裂�����,激光功率為9.5 kW時(shí)的韌窩也比8 kW時(shí)的韌窩細(xì)小���。
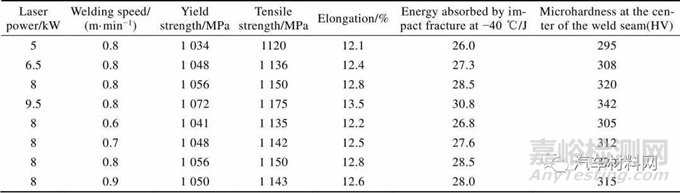
為了研究激光功率�����、焊接速度對(duì)屈服強(qiáng)度�����、抗拉強(qiáng)度���、斷裂伸長(zhǎng)率、沖擊斷裂韌性���、焊縫中心顯微硬度等特性的影響�����,通過(guò)試驗(yàn)得到不同激光功率��、焊接速度下����,復(fù)合焊接接頭的力學(xué)性能,如表4所示���?�?芍?���,在焊接其他參數(shù)不變的情況下�����,隨著激光功率的增大��,復(fù)合焊接接頭的力學(xué)性能呈現(xiàn)逐漸增強(qiáng)的趨勢(shì)����;隨著焊接速度的增大���,復(fù)合焊接接頭的力學(xué)性能呈現(xiàn)先增強(qiáng)后削弱的趨勢(shì)�����。綜上可得��,高強(qiáng)鋼SG1000激光復(fù)合焊接的最佳工藝參數(shù)如下:激光功率為9.5 kW�,焊接速度為0.8 m/min,對(duì)應(yīng)屈服強(qiáng)度為1 072 MPa��,抗拉強(qiáng)度為1 175 MPa�����,斷裂伸長(zhǎng)率為13.5%����,在−40 ℃下沖擊斷裂吸收的能量為30.8 J,焊縫中心顯微硬度為342HV�����。
圖10 高強(qiáng)鋼SG1000激光復(fù)合焊接熱影響邊界組織形貌
Fig.10 Microstructure and morphology of heat affected zone boundary in high-strength steel SG1000 laser composite welding: a) weld seam zone; b) heat affected zone
圖11 激光功率為9.5 kW��、焊接速度為0.8 m/min的高強(qiáng)鋼SG1000激光復(fù)合焊接內(nèi)部形貌
Fig.11 Internal morphology of high-strength steel SG1000 laser composite welding when the laser power is 9.5 kW and the welding speed is 0.8 m/min: a) microstructure of weld seam; b) morphology of over heated zone; c) welded joint; d) normalized zone microstructure of heat affected zone; e) incomplete normalized zone microstructure of heat affected zone; f) base metal microstructure
圖12 焊接速度為0.8m/min時(shí)的高強(qiáng)鋼SG1000激光復(fù)合焊接斷口SEM形貌
Fig.12 SEM morphology of fracture surface of high-strength steel SG1000 laser composite welding when the welding speed of 0.8 m/min: a) tensile test (8 kW); b) tensile test (9.5 kW); c) impact test (8 kW); d) impact test (9.5 kW)
表4 不同激光功率、焊接速度激光下����,復(fù)合焊接接頭的力學(xué)性能
Tab.4 Mechanical properties of composite welded joints under different laser power and welding speeds
3、 結(jié)論
高強(qiáng)鋼SG1000激光焊接接頭拉伸�����、沖擊試驗(yàn)均斷于熱影響區(qū)����,表明母材的延伸率較好。激光熱源對(duì)焊接母材有預(yù)熱作用���,會(huì)導(dǎo)致焊接的能量損失大大減少��,熔池深度增大���,從而有效改善了傳統(tǒng)焊接的咬邊、飛濺����、氣孔等缺陷。高強(qiáng)鋼SG1000激光復(fù)合焊接的熱影響區(qū)與焊縫區(qū)的組織存在明顯區(qū)別且界限清晰��,電弧作用區(qū)的熱影響區(qū)比激光作用區(qū)的寬,電弧作用區(qū)的晶粒比激光作用區(qū)的晶粒粗大��。焊縫組織主要由板條馬氏體和奧氏體晶粒組成����,熱影響區(qū)的過(guò)熱區(qū)內(nèi)部板條馬氏體和奧氏體晶粒比較粗大�,而焊接母材主要為細(xì)小的板條馬氏體和奧氏體晶粒。隨著激光功率的增大�,復(fù)合焊接接頭的力學(xué)性能呈現(xiàn)逐漸增強(qiáng)的趨勢(shì);隨著焊接速度的增大��,復(fù)合焊接接頭的力學(xué)性能呈現(xiàn)先增強(qiáng)后削弱的趨勢(shì)���。綜上研究表明�����,在對(duì)接焊接接頭下���,激光復(fù)合焊接件的成形性性良好,無(wú)咬邊���、飛濺��、氣孔等缺陷�����,激光復(fù)合焊接大大提高了生產(chǎn)效率并降低了生產(chǎn)成本���。但是高強(qiáng)鋼SG1000激光焊接成形件的低溫沖擊性能依然比較薄弱�����,有待進(jìn)一步研究���。未來(lái)獲得綜合力學(xué)性能更加優(yōu)異的高強(qiáng)鋼激光復(fù)合焊接件,需要開(kāi)發(fā)相匹配的焊絲�����,同時(shí)結(jié)合激光復(fù)合焊接熱源對(duì)焊接工藝參數(shù)進(jìn)行優(yōu)化��,激光復(fù)合焊接新技術(shù)在各行各業(yè)中的應(yīng)用必將有良好的發(fā)展前景��。
參考文獻(xiàn):
[1] 羅應(yīng)明, 王九清, 龐輝勇, 等. 水電站用800 MPa級(jí)低焊接裂紋敏感性高強(qiáng)鋼板SX780CF的開(kāi)發(fā)[J]. 特殊鋼, 2022, 43(3): 21-24.LUO Ying-ming, WANG Jiu-qing, PANG Hui-yong, et al. Development of 800 MPa Low Welding Crack Sensitivity High-strength Steel Plate SX780CF for Hydropower Stations[J]. Special Steel, 2022, 43(3): 21-24.
[2] 賈朋剛, 盧從義, 霍巖, 等. 抽蓄機(jī)組高強(qiáng)鋼板焊接接頭的斷裂韌性研究[J]. 上海大中型電機(jī), 2021(4): 34-38. JIA Peng-gang, LU Cong-yi, HUO Yan, et al. Study on Fracture Toughness of Welded Joints of High-strength Steel Plates for Pumping and Storage Units[J]. Shanghai Medium and Large Electrical Machines, 2021(4): 34-38.
[3] 趙鵬, 吳疆, 徐江濤. 某水電站壓力管道高強(qiáng)鋼開(kāi)孔封焊試驗(yàn)及風(fēng)險(xiǎn)分析[J]. 小水電, 2021(6): 64-67. ZHAO Peng, WU Jiang, XU Jiang-tao. Opening and Sealing Welding Test and Risk Analysis of High- Strength Steel Pressure Pipes for a Hydropower Station[J]. Small Hydro Power, 2021(6): 64-67.
[4] 董現(xiàn)春, 張永青, 黃家武, 等. NM450耐磨鋼板及Q690CFD高強(qiáng)鋼板在150 t自卸礦車(chē)上的輕量化應(yīng)用[J]. 礦山機(jī)械, 2021, 49(6): 15-21. DONG Xian-chun, ZHANG Yong-qing, HUANG Jia-wu, et al. The Lightweight Application of NM450 Wear-resistant Steel Plate and Q690CFD High-Strength Steel Plate on 150 t Dump Trucks[J]. Mining & Processing Equipment, 2021, 49(6): 15-21.
[5] 趙國(guó)昌, 張海軍, 劉生, 等. 500 MPa級(jí)S500QL調(diào)質(zhì)高強(qiáng)鋼板在線直接淬火(DQ)工藝研究及應(yīng)用[J]. 特殊鋼, 2021, 42(3): 57-62. ZHAO Guo-chang, ZHANG Hai-jun, LIU Sheng, et al. Research and Application of Online Direct Quenching (DQ) Process for 500 MPa Grade S500QL Quenched and Tempered High-Strength Steel Plate[J]. Special Steel, 2021, 42(3): 57-62.
[6] 王麗敏. 調(diào)質(zhì)高強(qiáng)度Q890D鋼板制備工藝及其焊接特性研究[D]. 邯鄲: 河北工程大學(xué), 2021: 8-10. WANG Li-min. Study on the Preparation Process and Welding Characteristics of Quenched and Tempered High Strength Q890D Steel Plate[D]. Handan: Hebei University of Engineering, 2021: 8-10.
[7] 郭明星, 王志勇, 杜瓊. 烏東德800 MPa級(jí)高強(qiáng)鋼蝸殼焊接關(guān)鍵技術(shù)[J]. 人民黃河, 2019, 41(S2): 203-206. GUO Ming-xing, WANG Zhi-yong, DU Qiong. Key Technology for Welding of 800 MPa High Strength Steel Spiral Case in Wudongde[J]. Yellow River, 2019, 41(S2): 203-206.
[8] 祝小龍, 陳力, 鄭宇宙, 等. 27SiMn高強(qiáng)鋼板拉伸應(yīng)力-應(yīng)變?nèi)€和破壞形態(tài)試驗(yàn)研究[C]// 第28屆全國(guó)結(jié)構(gòu)工程學(xué)術(shù)會(huì)議論文集(第Ⅲ冊(cè)), 2019: 151-161. ZHU Xiao-long, CHEN Li, ZHENG Yu-zhou, et al. Experimental Study on Tensile Stress-Strain Curves and Failure Modes of 27SiMn High Strength Steel Plates[C]// Proceedings of the 28th National Academic Conference on Structural Engineering (Volume Ⅲ), 2019: 151-161.
[9] 王寬貴, 王永華, 張建中, 等. 白鶴灘水電站800 MPa高強(qiáng)鋼焊接性能研究[J]. 低碳世界, 2019, 9(9): 50-51. WANG Kuan-gui, WANG Yong-hua, ZHANG Jian-zhong, et al. Study on the Weldability of 800 MPa High-strength Steel for Baihetan Hydropower Station[J]. Low Carbon World, 2019, 9(9): 50-51.
[10] 程惠, 邊俊軍, 王永華, 等. 白鶴灘水電站800 MPa高強(qiáng)鋼板多次返修對(duì)焊接接頭組織及性能的影響[J]. 低碳世界, 2019, 9(9): 63-64. CHENG Hui, BIAN Jun-jun, WANG Yong-hua, et al. The Effect of Multiple Repairs of 800 MPa High- Strength Steel Plate for Baihetan Hydropower Station on the Microstructure and Properties of Welded Joints[J]. Low Carbon World, 2019, 9(9): 63-64.
[11] 宋新華. 復(fù)合阻尼鋼板激光深熔焊接數(shù)值模擬與試驗(yàn)研究[D]. 長(zhǎng)沙: 湖南大學(xué), 2014: 10-16. SONG Xin-hua. Numerical Simulation and Experimental Study on Laser Deep Penetration Welding of Composite Damping Steel Plate[D]. Changsha: Hunan University, 2014: 10-16.
[12] 宋新華, 金湘中, 修騰飛, 等. 復(fù)合阻尼鋼板激光深熔焊接數(shù)值模擬[J]. 熱加工工藝, 2014, 43(7): 164- 166. SONG Xin-hua, JIN Xiang-zhong, XIU Teng-fei, et al. Numerical Simulation of Laser Deep Penetration Welding of Composite Damping Steel Plate[J]. Hot Working Technology, 2014, 43(7): 164-166.
[13] 姚遠(yuǎn), WOUTERS M, POWELL J, 等. 后橋鋼板激光- MIG復(fù)合焊接優(yōu)化研究[J]. 汽車(chē)技術(shù), 2008(1): 54-57. YAO Yuan, WOUTERS M, POWELL J, et al. Optimization of Laser MIG Hybrid Welding of Rear Axle Steel Plates[J]. Automotive Technology, 2008(1): 54-57.
[14] 江國(guó)梁, 韋青嵩, 劉博, 等. 薄板拼板激光復(fù)合焊接工藝研究[J]. 廣東造船, 2023, 42(1): 49-51. JIANG Guo-liang, WEI Qing-song, LIU Bo, et al. Research on Laser Composite Welding Process for Thin Plate Splicing[J]. Guangdong Shipbuilding, 2023, 42(1): 49-51.
[15] 趙艷秋, 李響, 劉志強(qiáng), 等. 激光功率對(duì)2195鋁鋰合金光纖-半導(dǎo)體激光復(fù)合焊接形貌與氣孔的影響[J]. 焊接學(xué)報(bào), 2023, 44(1): 99-106. ZHAO Yan-qiu, LI Xiang, LIU Zhi-qiang, et al. The Effect of Laser Power on the Morphology and Porosity of 2195 Aluminum Lithium Alloy Fiber Semiconductor Laser Composite Welding[J]. Transactions of the China Welding Institution, 2023, 44(1): 99-106.
[16] 史亞貝, 田輝. 藍(lán)光半導(dǎo)體與光纖激光復(fù)合焊接紫銅工藝研究[J]. 應(yīng)用激光, 2022, 42(11): 22-28. SHI Ya-bei, TIAN Hui. Research on the Composite Welding Process of Blue Semiconductor and Fiber Laser for Copper[J]. Applied Laser, 2022, 42(11): 22-28.
[17] 曹忠民, 劉笑笑, 李宏策. Nd: YAG激光與半導(dǎo)體激光復(fù)合焊接對(duì)鋁合金焊縫組織和性能的影響[J]. 精密成形工程, 2022, 14(8): 127-133. CAO Zhong-min, LIU Xiao-xiao, LI Hong-ce. Effect of Nd: YAG Laser and Semiconductor Laser Composite Welding on the Microstructure and Properties of Aluminum Alloy Welds[J]. Journal of Netshape Forming Engineering, 2022, 14(8): 127-133.
[18] 趙孔標(biāo), 李利娜. 激光-MAG復(fù)合焊接工藝及焊接接頭性能分析[J]. 合成材料老化與應(yīng)用, 2021, 50(6): 93-96. ZHAO Kong-biao, LI Li-na. Analysis of Laser MAG Composite Welding Process and Welding Joint Performance[J]. Synthetic Materials Aging and Application, 2021, 50(6): 93-96.
[19] 劉昊, 楊海峰, 賀海東, 等. 電子銅箔和液晶聚合物的激光復(fù)合焊接[J]. 中國(guó)激光, 2022, 49(2): 116-128. LIU Hao, YANG Hai-feng, HE Hai-dong, et al. Laser Hybrid Welding of Electronic Copper Foil and Liquid Crystal Polymer[J]. Chinese Journal of Lasers, 2022, 49(2): 116-128.
[20] 馬彥龍, 陳輝, 趙旭, 等. 1 000 MPa級(jí)超高強(qiáng)鋼激光復(fù)合焊接頭力學(xué)性能研究[J]. 中國(guó)激光, 2021, 48(6): 163-174. MA Yan-long, CHEN Hui, ZHAO Xu, et al. Study on the Mechanical Properties of Laser Composite Welded Joints of 1 000 MPa Grade Ultra-High Strength Steel[J]. Chinese Journal of Lasers, 2021, 48(6): 163-174.
[21] 王志鵬. Q355C激光-MAG復(fù)合焊接工藝及接頭性能研究[D]. 蘭州: 蘭州理工大學(xué), 2021: 12-20. WANG Zhi-peng. Research on Q355C Laser MAG Composite Welding Process and Joint Performance[D]. Lanzhou: Lanzhou University of Technology, 2021: 12-20.
[22] 張瑜. 船用高強(qiáng)度鋼Q355的激光復(fù)合焊接工藝的探究與優(yōu)化[J]. 艦船科學(xué)技術(shù), 2021, 43(2): 205-207. ZHANG Yu. Exploration and Optimization of Laser Composite Welding Process for High-Strength Steel Q355 in Ships[J]. Ship Science and Technology, 2021, 43(2): 205-207.
[23] 王琳. 大功率激光復(fù)合焊接匙孔形態(tài)及其對(duì)焊縫成形影響的研究[D]. 廣州: 廣東工業(yè)大學(xué), 2020: 16-25. WANG Lin. A Study on the Keyhole Morphology of High Power Laser Composite Welding and Its Influence on Weld Forming[D]. Guangzhou: Guangdong University of Technology, 2020: 16-25.
[24] 周愿愿, 袁楨棣, 李曉慶, 等. 殼體激光復(fù)合焊接設(shè)備設(shè)計(jì)與分析[J]. 機(jī)床與液壓, 2020, 48(21): 127-133. ZHOU Yuan-yuan, YUAN Zhen-di, LI Xiao-qing, et al. Design and Analysis of Shell Laser Composite Welding Equipment[J]. Machine Tool & Hydraulics, 2020, 48(21): 127-133.
[25] 吳虎. 中厚板Q345B鋼激光復(fù)合焊接頭微觀組織與力學(xué)性能研究[J]. 焊接技術(shù), 2020, 49(9): 10-12. WU Hu. Study on the Microstructure and Mechanical Properties of Laser Composite Welded Joints of Q345B Steel for Medium and Thick Plates[J]. Welding Technology, 2020, 49(9): 10-12.
[26] 溫鵬, 栗忠秀, 張松, 等. 擺動(dòng)光纖激光-CMT復(fù)合焊接6A01-T5鋁合金型材接頭的氣孔特征及組織性能研究[J]. 中國(guó)激光, 2020, 47(8): 61-71. WEN Peng, LI Zhong-xiu, ZHANG Song, et al. Study on the Pore Characteristics and Microstructure Properties of 6A01-T5 Aluminum Alloy Profile Joints Welded by Swinging Fiber Laser CMT Composite Welding[J]. Chinese Journal of Lasers, 2020, 47(8): 61-71.
[27] 李斌, 朱勇輝, 鄧林, 等. BS960E高強(qiáng)鋼激光-電弧復(fù)合高速焊接接頭組織及性能研究[J]. 電焊機(jī), 2020, 50(5): 72-76. LI Bin, ZHU Yong-hui, DENG Lin, et al. Study on the Microstructure and Properties of Laser Arc Composite High-Speed Welding Joints of BS960E High-Strength Steel[J]. Electric Welding Machine, 2020, 50(5): 72-76.
來(lái)源:《精密成形工程》 2023年第10期 P177-186
作者:倪晉尚(常州工程職業(yè)技術(shù)學(xué)院智能制造學(xué)院)