振動臺面均勻度
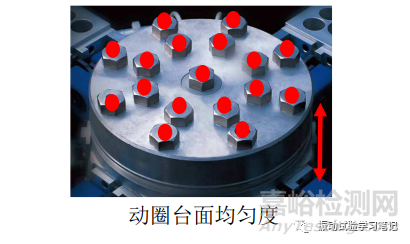
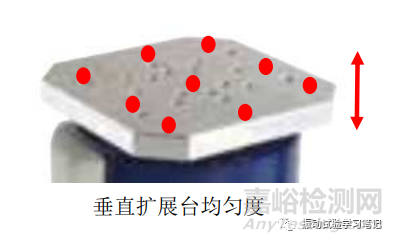
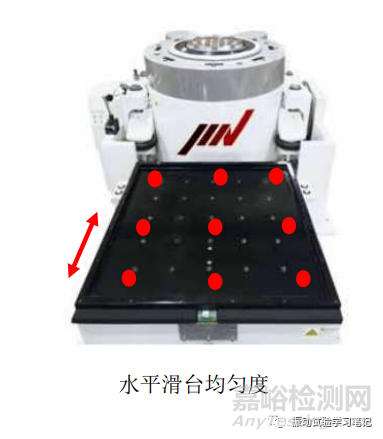
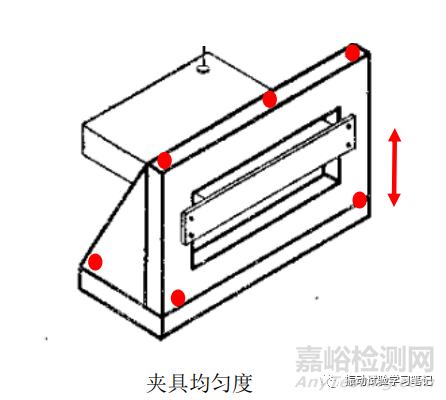
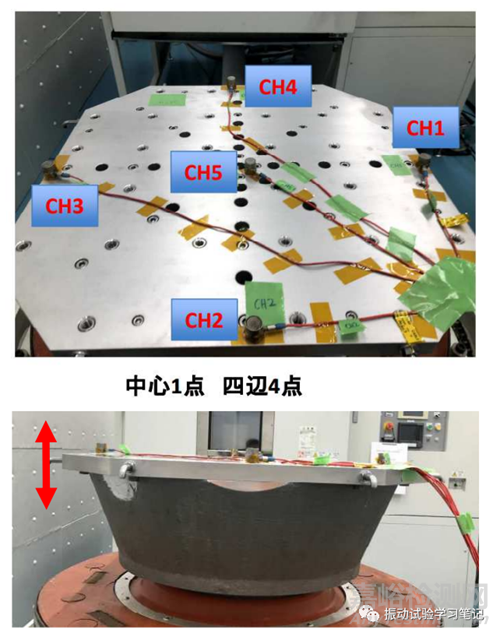
振動臺面的均勻度是指空載狀態(tài)下����,在主要振動方向上�,振動臺面上的各點加速度輸出的不均勻性��,主要指動圈臺面的均勻度��、垂直擴(kuò)展臺的均勻度����、水平臺面的均勻度、夾具臺面的均勻度等��,如下圖所示��,箭頭為主要加振方向����。
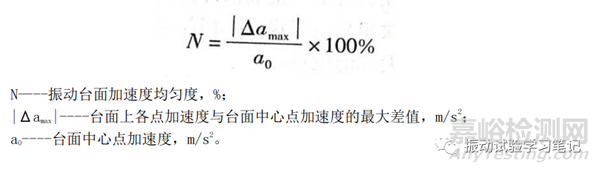
計算時是取臺面上各點加速度與臺面中心點加速度中的最大差值與中心點加速度的比值,以百分比%標(biāo)識�,理想完美值為0%。
對臺面加速度均勻度的影響因素主要有以下因素����,
1 上下支持機(jī)構(gòu)的零部件磨損,導(dǎo)致加振方向有偏斜����。
2 加速度傳感器安裝和振動方向不一致。
3 內(nèi)部材料成分的影響�,導(dǎo)致剛度等的微妙變化�。
4 安裝裝配問題,比如螺絲固定不良��。
5 功放電子元器件的老化影響����,失真后導(dǎo)致。
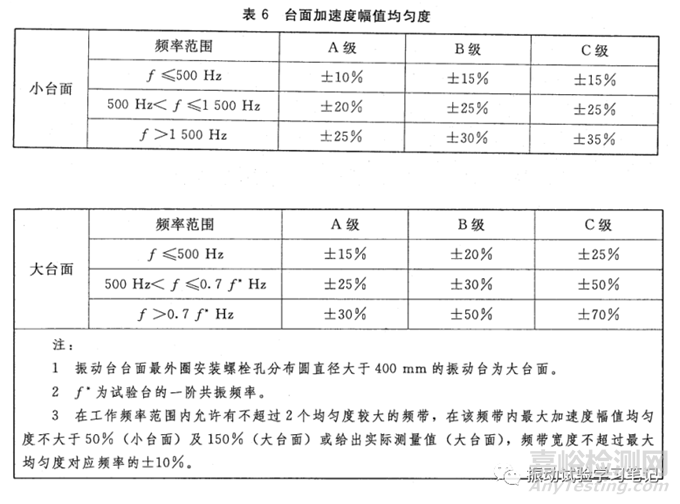
在電動振動試驗系統(tǒng)檢定規(guī)程JJG 948—2018 4.2.5項中規(guī)定如下�,此規(guī)定主要針對正弦試驗時動圈臺面均勻度的要求,一般振動廠家在振動臺出廠前都會進(jìn)行檢測和修整����,使其達(dá)到以下要求。
接下來以兩個實例來看看輔助臺面(垂直擴(kuò)展臺��、水平滑臺)的均勻度�,并探討一下其對振動試驗的影響����。
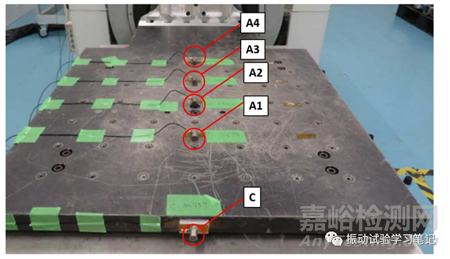
實例1:某垂直擴(kuò)展臺的均勻度。
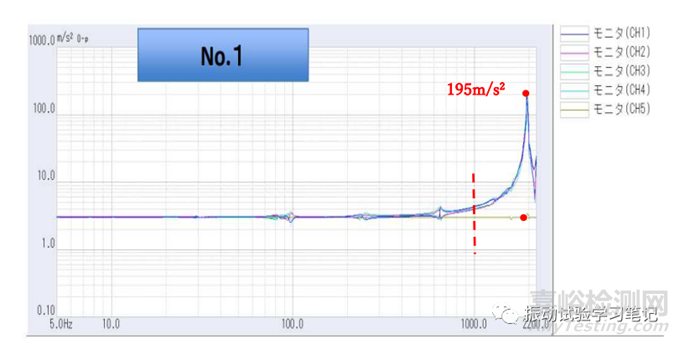
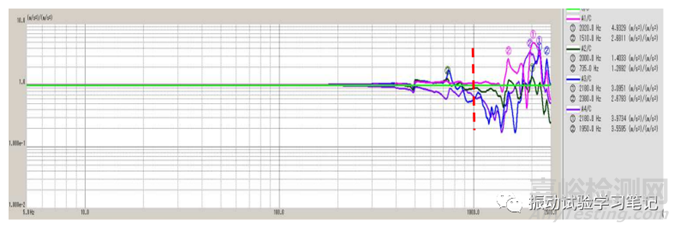
中心點為控制點(CH5)�,四邊布置監(jiān)測點(CH1��、CH2����、CH3����、CH4),5-2200Hz,掃頻速度1oct/min��,掃頻加速度3m/s2��,掃頻曲線No.1如下�,
No.1曲線可以看出����,
1 在5-1000Hz范圍內(nèi),垂直擴(kuò)展臺整體均勻度良好��。
2 1000-2200Hz高頻范圍內(nèi)�,各點的均勻度慢慢增大����,在垂直擴(kuò)展臺共振點處達(dá)到最大值,然后又減小����,均勻度最大時能達(dá)到6500%(195比3)。
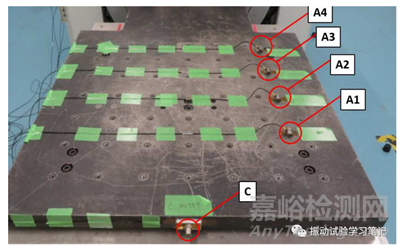
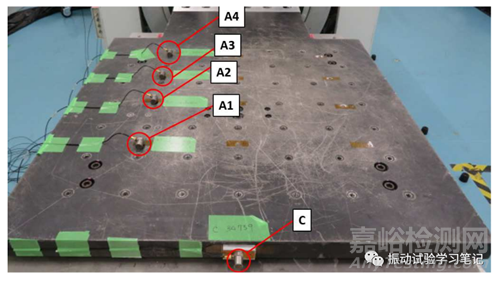
實例2:某水平滑臺的加速度均勻度�。
C處為控制點�,中間4點檢測��,頻率范圍5-2500Hz����,曲線如下��,
C處為控制點��,右側(cè)4點為監(jiān)測點��,頻率范圍5-2500Hz��,曲線如下��,
C處為控制點����,左側(cè)4點為監(jiān)測點,頻率范圍5-2500Hz����,曲線如下,
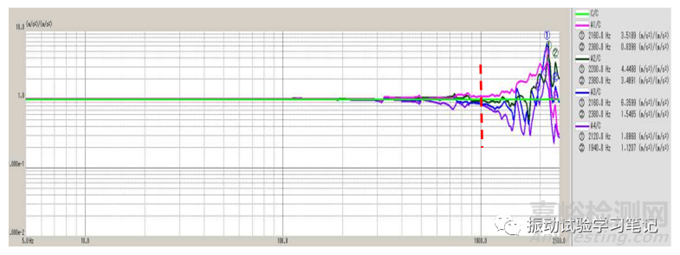
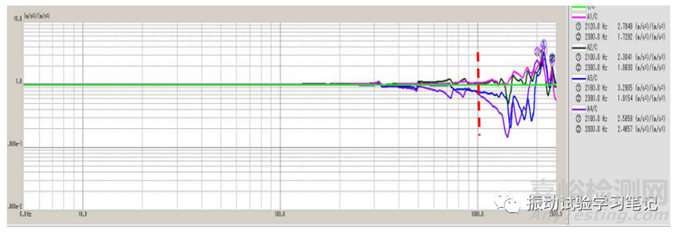
3個曲線可以看出����,
1 在5-1000Hz范圍內(nèi),以C點做控制點����,加速度均勻度良好;
2 1000-2500Hz范圍內(nèi)�,總體趨勢先增大到共振點,然后又開始下降����,但基本上變化雜亂無章�,沒有一定的規(guī)律可循,每個臺面有每個臺面的均勻度特性����。
通過以上兩個實例,不難看出��,振動臺面的均勻度特性對控制點的選擇舉足輕重的影響����。實例1中����,反向思維����,如果控制點在四邊的一處��,同樣的加速度控制要求��,相對中間點的加速度(此時為檢測點)是不是會變小�,是不是能夠更好的保護(hù)振動臺內(nèi)部的支撐機(jī)構(gòu)����?也就是說控制傳感器安裝在振動臺面或夾具響應(yīng)最大的位置處,試驗體安裝在中間位置��,可能造成了欠試驗����。若控制傳感器安裝在響應(yīng)最小的位置,則可能過試驗�。因此����,尤其對于大型臺面大型試件或多個試驗進(jìn)行試驗時,最好采用多點控制的方法����,將各控制點的響應(yīng)加速度平均值進(jìn)行控制。
不同大小的臺面�,不同的頻率,有不同的加速度均勻度��,建議在試驗前先測定各個臺面的加速度均勻度��,掌握臺面上各點的響應(yīng)特性,做到有的放矢��,合理地選擇加速度控制點����。