粉塵、水分和毛刺是鋰離子電池生產(chǎn)過程中需要嚴格控制的關鍵因素。嚴格控制電池生產(chǎn)環(huán)境的粉塵對鋰離子電池的安全和性能至關重要�。生產(chǎn)環(huán)境粉塵控制不足會導致涂層表面產(chǎn)生大量的氣泡����,由于鋰離子電池的極片表面質(zhì)量對電池使用性能影響很大�,如果極片上存在氣泡等異常點�,會使電池的循環(huán)壽命����、放電穩(wěn)定性和使用安全性存在較大隱患����。因此涂布液的脫泡技術和涂布后極片表面氣泡消除問題值得研究����。本文將對電池生產(chǎn)中的氣泡現(xiàn)狀���、掃描電鏡圖片����、氣泡危害����、消泡措施及改善后電池性能提升等問題進行詳細說明�。
1����、 涂層氣泡概述
1.1 涂層氣泡現(xiàn)狀描述
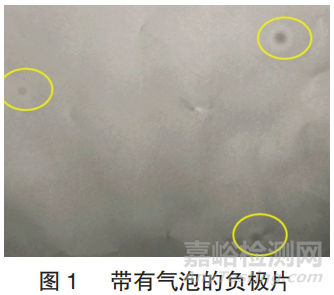
生產(chǎn)中發(fā)現(xiàn),涂布時涂層表面會出現(xiàn)大小不一的圓形異常區(qū)域����,經(jīng)過輥壓機輥壓后,圖1中涂覆區(qū)表面出現(xiàn)的圓形顏色異常區(qū)域即為氣泡���,圓形區(qū)內(nèi)部顏色較深���,說明此處碳層偏薄�,輕度凹陷導致未輥壓到����;圓形區(qū)邊緣出現(xiàn)亮色邊線���,是因為此處偏厚���,壓實密度較大。
1.2 氣泡微觀成像及來源分析
涂層出現(xiàn)氣泡會導致生產(chǎn)報廢����,那么氣泡出現(xiàn)的原因是什么呢����?只有了解氣泡構成才能查出氣泡來源,進而從根本上消除氣泡���。
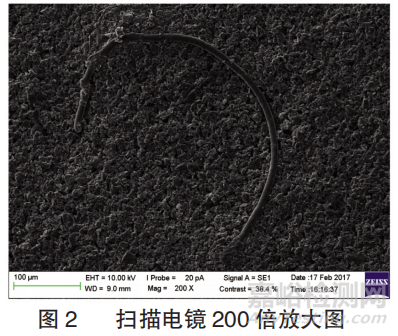
從生產(chǎn)現(xiàn)場選取帶有氣泡的負極片�,取樣后使用掃描電鏡放大200倍觀察���,發(fā)現(xiàn)氣泡處有異物,呈纖維狀或者片狀�,如圖2所示����,說明此類極片在涂布時涂布液內(nèi)混入了雜質(zhì)����,此類雜質(zhì)是由于生產(chǎn)過程中環(huán)境潔凈度不合格導致�。
1.3 電池拆解�、循環(huán)實驗及氣泡危害分析
1.3.1 循環(huán)實驗及電性能分析
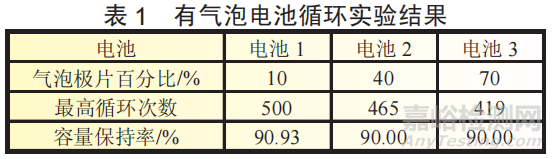
將氣泡極片制成3只電池,在常溫下進行500次循環(huán)性能實驗,當電池容量保持率低于90%時實驗自動終止。3只電池使用的負極氣泡極片比例占電池總負極片的比例分別為10%���、40%、70%�,電池的循環(huán)結果見圖3,實驗結果見表1���。
從表1中數(shù)據(jù)可以看出�,3只電池的循環(huán)性能都較差,且電池內(nèi)部氣泡極片比例越高�,循環(huán)性能越差。電池2和電池3由于容量保持率低于90%����,提前終止了循環(huán)實驗;電池1循環(huán)500次后的容量保持率較低���,滿足不了客戶要求���,因此,制定消泡措施意義重大�。
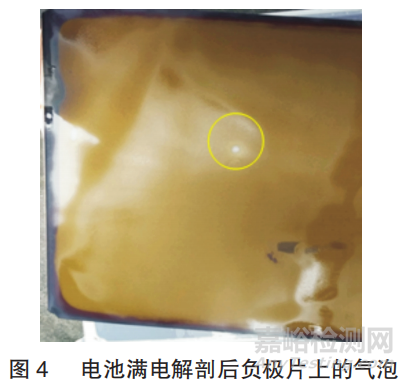
1.3.2 電池拆解及安全性能分析
將上述3只電池在滿電狀態(tài)下解剖���,氣泡處外觀如圖4所示。從圖4可以看出�,與正常區(qū)域相比,化成后氣泡中心是白色�,說明此處發(fā)生析鋰,周圍有一圈暗灰色過渡����,說明此處碳層較厚,鋰離子未完全嵌入���,剛好與圖1對應���。
原理是:電池充放電時發(fā)生電泳反應�,當正極片對面的負極部位容量不足時���,充電時所產(chǎn)生的部分或全部的鋰就無法插入負極石墨的間層結構中,會在負極片表面析出�,形成突起狀枝晶,而下一次充電時�,這個突起部分更容易造成鋰的析出����,經(jīng)過幾十至上百次的循環(huán)充放電后���,枝晶會長大�,最后會刺穿隔膜���,使內(nèi)部產(chǎn)生短路���,導致安全事故發(fā)生����。因此應盡量杜絕涂布表面氣泡的產(chǎn)生����。
2�、 消泡措施
要從根本上消除極片表面氣泡�,需要找到氣泡產(chǎn)生的原因。
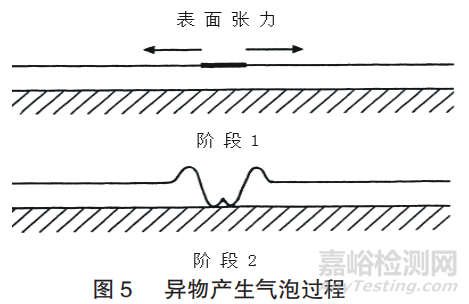
2.1 氣泡產(chǎn)生原理
在合漿、轉(zhuǎn)運和涂布過程中�,粉塵或長度較大的毛絮物等異物混入涂布液中或落到濕涂層表面�,該處涂層表面張力因受外力影響導致分子間作用力發(fā)生改變����,漿料發(fā)生輕度轉(zhuǎn)移,經(jīng)烘干后形成圓形痕跡���,中間偏薄���,其變化過程如圖5所示���。
2.2 消泡措施
結合鋰電池生產(chǎn)工藝���,針對由異物導致的這種涂布氣泡����,需要找出生產(chǎn)過程中漿料可能混入異物的所有環(huán)節(jié)�,加以嚴格控制����,才能減少此類氣泡����,例如原材料自帶異物、原材料存儲不當混入異物����、合漿攪拌過程混入異物、漿料轉(zhuǎn)運過程混入異物���、車間大環(huán)境中異物落入漿料和濕涂層表面從而產(chǎn)生的涂布氣泡等。需要提高車間環(huán)境潔凈度和加強生產(chǎn)過程密閉性���、減少外界異物與涂布漿料接觸等方法來消除涂布氣泡���,具體包括:
(1)嚴控原材料的生產(chǎn)、包裝�、運輸����、存儲等過程����,禁止異物混入����;加強原材料入檢。
(2)保持合漿車間潔凈度���。采用自動投料設備�,減少投料過程人員參與���;合漿車間的人員和物料通道要分開布置。
(3)攪拌完成的漿料禁止暴露在外部環(huán)境中����,要密封保存����。
(4)合漿工和涂布工著裝規(guī)范���,穿防塵服����,并使用無塵布、橡膠手套等無塵無屑的勞保用品進行作業(yè)����。
(5)涂布機周圍的環(huán)境潔凈度要達標,防止異物落到濕涂層表面���,包括以下幾點:涂布機頭料槽要加蓋防護罩�,防止異物落入料中����;涂布機烘箱內(nèi)部和進出風道要定期清理除塵;涂布機進風要經(jīng)過嚴格過濾且定期更換濾芯�;涂布機出風口要安裝單向閥門,避免停機時外部污染源倒灌入涂布機烘箱�。
(6)當增加涂布烘箱排風量時,會突然出現(xiàn)大量涂布氣泡�,原因是:涂布烘箱進出風道積塵較多,很難清理���,增大風量會將積塵吹入烘箱落在濕涂層上���,產(chǎn)生大量涂布氣泡����。消泡措施包括:一���,烘箱風道定期除塵����;二���,將烘箱風量數(shù)據(jù)固化在工藝文件中���,無權限人員不得隨意調(diào)節(jié)。
實際生產(chǎn)中�,一旦出現(xiàn)氣泡,可以根據(jù)上述措施逐條排除���,只有上述多項措施全面持續(xù)地實施�,才可以持續(xù)降低生產(chǎn)現(xiàn)場的氣泡報廢率���,從而提高產(chǎn)品質(zhì)量�、降低生產(chǎn)成本。
3���、 電池性能的改善和提升
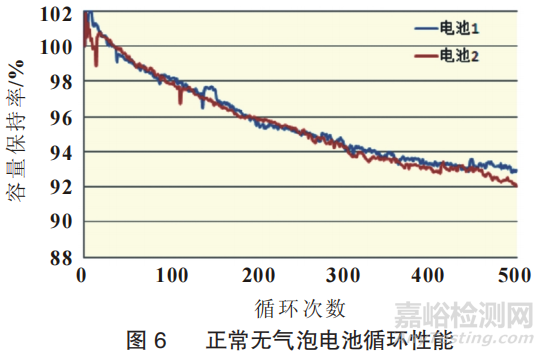
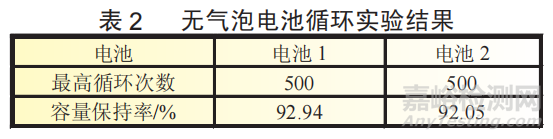
消泡措施實施后���,取2只正常無氣泡電池在常溫下進行500次循環(huán)性能實驗����,當電池容量保持率低于90%時實驗自動終止。電池的循環(huán)結果見圖6���。
將表2中的正常電池循環(huán)數(shù)據(jù)與表1中的有氣泡電池循環(huán)數(shù)據(jù)對比���,可以看出消泡措施全面實施后,正常電池循環(huán)500次的容量保持率平均高于有氣泡電池2%以上����,證明了消泡措施的實施對電池循環(huán)壽命有很大的提升。