本文作者分析零電壓的產(chǎn)生原因��,重點(diǎn)分析極片毛刺導(dǎo)致電池零電壓的現(xiàn)象��,以準(zhǔn)確找到短路的原因�����,精準(zhǔn)解決此問題�����,更好地理解生產(chǎn)過程中極片毛刺管控的重要性��。
1�����、 實(shí)驗(yàn)
1.1 電池制備
實(shí)驗(yàn)電池以鎳鈷錳酸鋰材料(NCM111)作為正極活性物質(zhì)��。將正極活性物質(zhì)�����、導(dǎo)電劑SP 炭黑��、黏結(jié)劑聚偏氟乙烯PVDF和溶劑NMP按照質(zhì)量比66∶2∶2∶30攪拌�����,制成漿料��,涂覆在15μm厚的涂碳鋁箔上���,單面涂覆量為270g/m2��。將正極極片放置在溫度(120±3)℃的烤箱中干燥24h���,輥壓后,極片的壓實(shí)密度為3.28g/cm3。
以鈦酸鋰材料Li4Ti5O12作為負(fù)極活性物質(zhì)��。將負(fù)極活性物質(zhì)�����、導(dǎo)電劑SP炭黑�����、黏結(jié)劑PVDF和溶劑NMP按照質(zhì)量比52∶2∶2∶44攪拌�����,制成漿料,涂覆在15μm厚的涂碳鋁箔上�����,單面涂覆量為214g/m2���。將負(fù)極極片放置在溫度(110±3)℃的烤箱中干燥24h�����,輥壓后,極片的壓實(shí)密度為1.85g/cm3�����。干燥后的極片經(jīng)分切后��,極片寬度(136.0±1.0)mm���,極片毛刺不超過12μm��。
以1mol/L LiPF6/EC+EMC+DMC(體積比1∶1∶1)為電解液�����,20μm厚的聚乙烯(PE)多孔隔膜為隔膜�����,制備66160型電池���,容量設(shè)計(jì)為45Ah���。卷繞組裝后,將鋁殼頂蓋焊封���,將實(shí)驗(yàn)電池放置在溫度(85±3)℃的烤箱中��,干燥24h��,再向電芯注液�����,注液量均為200g�����。注液后的電池在常溫下靜置72h��,靜置結(jié)束后�����,對(duì)所有實(shí)驗(yàn)電池進(jìn)行開路電壓(OCV)測(cè)試,記錄電池內(nèi)阻和電壓��。
1.2 充電測(cè)試
用交流內(nèi)阻測(cè)試儀進(jìn)行內(nèi)阻和電壓分析���。用5V-50A高精度電池性能檢測(cè)系統(tǒng)進(jìn)行充電性能測(cè)試���。對(duì)注液后靜置結(jié)束的電池進(jìn)行電壓測(cè)試時(shí),短路電池的電壓為0,即為零電壓電池���。對(duì)零電壓電池進(jìn)行充電測(cè)試。在環(huán)境溫度(25±3)℃下���,采用1A���、2A和3A等不同電流充電,充電結(jié)束后,觀察電池電壓的變化情況。按照電流從小到大���、時(shí)間由短到長(zhǎng)進(jìn)行實(shí)驗(yàn),充電時(shí)間分別設(shè)置為5s��、10s�����、25s�����。
1.3 自放電測(cè)試
采用二次元測(cè)試儀進(jìn)行極片毛刺分析��。用交流內(nèi)阻測(cè)試儀進(jìn)行內(nèi)阻和電壓分析��。用5V-50A高精度電池性能檢測(cè)系統(tǒng)測(cè)試電性能���。用高溫箱控制電池溫度�����。
化成前的零電壓電池��,充電后���,毛刺熔斷,零電壓不再出現(xiàn)�����。對(duì)該電池進(jìn)行正常化成流程測(cè)試���,化成工藝如下:①高溫箱溫度達(dá)到120℃后�����,擱置120min���;②1.0C恒流充電至截止電壓2.8V后。轉(zhuǎn)恒壓充電,充電截止時(shí)間2h���;③擱置10min���;④1.0C恒流放電至截止電壓1.5V后���,轉(zhuǎn)恒壓放電���,放電截止時(shí)間2h;⑤擱置10min�����;⑥重復(fù)②到⑤步驟3次;⑦1.0C恒流充電�����,充電時(shí)間0.7h��,再以2.3V恒壓充電�����,截止電流 0.45A���。對(duì)化成后的電池進(jìn)行自放電測(cè)試��。采用測(cè)試靜態(tài)電壓的方法�����,測(cè)試電壓時(shí)長(zhǎng)不少于兩個(gè)月�����。電池在常溫(25±5)℃下靜置24h后�����,進(jìn)行開路電壓測(cè)試并記錄���。電池繼續(xù)在常溫下靜置��,一個(gè)月�����、兩個(gè)月后��,再次進(jìn)行開路電壓測(cè)試并記錄���。
2、 結(jié)果與討論
2.1 化成前電池電壓對(duì)比
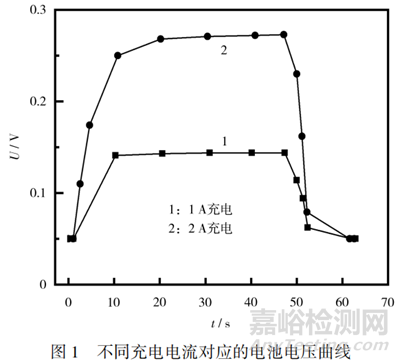
1A�����、2A充電過程中及停止充電后的電池電壓見圖1�����。從圖1可知���,零電壓電池可近似看作內(nèi)部存在毛刺短路��。該電池可承受1min內(nèi)2A以下電流的測(cè)試���。當(dāng)充電電流為1A、2A時(shí)��,由于內(nèi)部存在毛刺導(dǎo)致的短路��,電壓達(dá)到一個(gè)穩(wěn)定值后不再變化���;當(dāng)停止充電后���,電壓快速恢復(fù)到0。
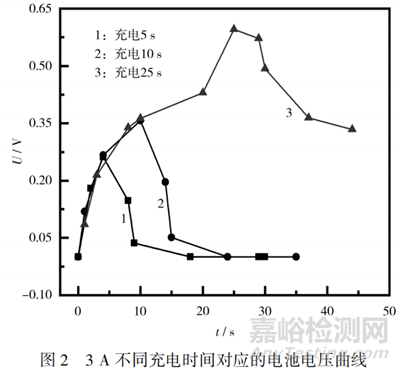
繼續(xù)增大充電電流,將充電電流改為3A�����,充電時(shí)間分別設(shè)置為5s�����、10s、25s��,電池的充電測(cè)試曲線見圖2���。
從圖2可知��,當(dāng)充電電流達(dá)到3A時(shí)���,電池在5s和10s充電時(shí)間下,電壓狀態(tài)與1A��、2A充電類似�����。繼續(xù)延長(zhǎng)充電時(shí)間�����,當(dāng)充電時(shí)間超過10s后��,電壓緩慢上升��;當(dāng)充電時(shí)間達(dá)到20s后�����,電壓快速上升���,充電停止后�����,電壓緩慢下降���,短時(shí)間內(nèi)沒有出現(xiàn)之前的零電壓現(xiàn)象。由充電過程中電壓變化的速度可知��,此時(shí)�����,電池內(nèi)部的毛刺已因充電產(chǎn)生的熱量發(fā)生了熱熔斷���。毛刺熔斷之前���,在充電開始后的10~20s內(nèi),電壓出現(xiàn)一個(gè)緩慢上升的階段��。20s后,毛刺熔斷�����,此時(shí)電池電壓出現(xiàn)快速上升���。停止充電后��,電池電壓緩慢降低���。毛刺熔斷后,金屬雜質(zhì)仍然殘留在電池內(nèi)部���,導(dǎo)致自放電快于正常電池��。對(duì)該電池進(jìn)行正?��;珊螅瑴y(cè)試自放電速度�����。
2.2 化成后電池自放電對(duì)比
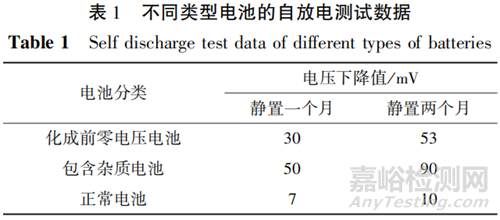
實(shí)驗(yàn)選取的電池按照1.3節(jié)化成工藝進(jìn)行充放電��,步驟⑦結(jié)束后,電池荷電狀態(tài)(SOC)約為80%�����。在常溫下對(duì)電池進(jìn)行自放電測(cè)試���,并選取正常電池和同批包含雜質(zhì)電池進(jìn)行對(duì)比,測(cè)試數(shù)據(jù)見表1�����。
從表1可知�����,毛刺導(dǎo)致的電池自放電現(xiàn)象確實(shí)存在���,影響了電池的荷電保持能力��。采用充電電流分析自放電異常的原因�����,可直觀地反映出制造過程中極片毛刺的異常狀況��,說明在生產(chǎn)過程中應(yīng)進(jìn)一步加強(qiáng)工藝控制要求���,及時(shí)維護(hù)刀具,保證電池的性能��,減少安全隱患��。毛刺熔斷后���,極片內(nèi)部仍存在金屬雜質(zhì)。測(cè)量電池分容后的自放電數(shù)據(jù)可知�����,正常電池常溫下靜置一個(gè)月后��,電壓降低約7mV��,兩個(gè)月后��,電壓降低約10mV���,說明毛刺過大電池的自放電率大于正常電池�����。結(jié)合化成前的電壓和分容后的自放電數(shù)據(jù)分析可知��,毛刺過大��,將導(dǎo)致電池荷電保持性能出現(xiàn)異常���。電池極片存在的毛刺不會(huì)完全消失���,將長(zhǎng)期影響電池的性能�����。
3���、 結(jié)論
電池制造過程中�����,控制極片毛刺大小是一項(xiàng)關(guān)鍵參數(shù)���。毛刺導(dǎo)致短路后,電池在注液后的電壓為0���。對(duì)毛刺引發(fā)的短路電池進(jìn)行小電流充電��,會(huì)出現(xiàn)電壓恒定不變的現(xiàn)象�����,當(dāng)電流達(dá)到毛刺熔斷值后���,電池內(nèi)部存在金屬雜質(zhì)��,會(huì)繼續(xù)影響電池的自放電���,自放電率大于正常電池。該方法可以識(shí)別電池制造過程中毛刺引發(fā)的電池短路���,從而指導(dǎo)在電池生產(chǎn)過程中�����,加強(qiáng)對(duì)分切�����、模切���、卷繞設(shè)備進(jìn)行排查���,避免大批量不合格電池的產(chǎn)生。
文獻(xiàn)參考:韓任杰.極片毛刺導(dǎo)致電池短路的檢測(cè)方法[J].電池,2023,53(5):538-540