2024年2月27日�����,由德國(guó)公立大學(xué)達(dá)姆施塔特技術(shù)大學(xué)�、挪威科技大學(xué)����、英國(guó)倫敦Moorfields眼科醫(yī)院和UCL眼科研究所NIHR眼科生物醫(yī)學(xué)研究中心等多個(gè)歐洲生物醫(yī)學(xué)和眼科研究人員團(tuán)隊(duì)與計(jì)算機(jī)圖形專家合作��,推出了一種 3D 打印人造眼球的新技術(shù)�����。研究團(tuán)隊(duì)在「Nature」子刊「nature communications」發(fā)表研究論文「Automatic data-driven design and 3D printing of custom ocular prostheses」�����。
1��、 介紹
世界上大約 0.1% 的人口佩戴著義眼��。失明或可能毀容手術(shù)后患者的康復(fù)對(duì)于美觀和心理接受度非常重要�。它需要滿足許多要求��、更換眼眶容積�����、在接受腔愈合后及時(shí)制造義眼�、可接受的舒適度�、美觀和運(yùn)動(dòng)都是需要解決的問題�。
眼部修復(fù)技術(shù)的發(fā)展始于對(duì)失明和眼部缺陷的關(guān)注�。失去眼睛不僅導(dǎo)致視力缺陷���,還在外觀上造成明顯差異����,給患者心理和社會(huì)帶來負(fù)面影響。眼球失明的原因多種多樣,包括外傷�、疼痛性失明和無法保守治療的眼部腫瘤等。在眼球被摘除后���,眼眶容積由放置在結(jié)膜下的眼眶植入物構(gòu)成����。傳統(tǒng)上���,定制眼假體的制造是由定制工匠進(jìn)行手工制作的��,這需要高度的技能和多年的培訓(xùn)�����,每個(gè)假體都是為每位患者手工制作的。這種方法耗時(shí)且存在質(zhì)量差異��,對(duì)患者的外觀和心理接受度有一定影響�����。
為了解決這一問題�����,本研究團(tuán)隊(duì)開發(fā)了一種自動(dòng)化�、數(shù)字化的眼部修復(fù)體制造流程�。這一流程利用微創(chuàng)光學(xué)相干斷層掃描 (OCT) 和適形器捕獲無眼窩的解剖結(jié)構(gòu)以及正常眼睛的解剖結(jié)構(gòu)和顏色��。然后���,基于數(shù)據(jù)驅(qū)動(dòng)的設(shè)計(jì)軟件自動(dòng)生成數(shù)字 3D 模型��,并利用多材料 3D 打印技術(shù)制造眼假體����。這一方法的貢獻(xiàn)在于提供了一種端到端的自動(dòng)化方法�,能夠設(shè)計(jì)和制造定制美學(xué)假體���,同時(shí)考慮形狀擬合和外觀匹配��。
傳統(tǒng)的義眼制造過程需要大量的體力勞動(dòng)和手工操作�,由于是手工制作����,可能存在形狀和外觀上的差異����。而新方法利用增材制造技術(shù)���,實(shí)現(xiàn)了眼假體的自動(dòng)化制造����,減少了人為因素的干擾���,提高了制造效率和一致性。這種方法不僅可以節(jié)省時(shí)間和人力成本��,還可以更好地滿足患者的需求�����,提高修復(fù)效果和患者的滿意度���。
近年來���,增材制造技術(shù)在眼科領(lǐng)域的應(yīng)用越來越受到關(guān)注��。除了形狀和材料特性外�,外觀在眼假體制造中也起著關(guān)鍵作用����。以往的研究主要集中在形狀的數(shù)字化��、自動(dòng)化和數(shù)據(jù)驅(qū)動(dòng)設(shè)計(jì)過程��,而對(duì)于外觀的考慮較少����。本研究填補(bǔ)了這一空白����,提出了一種綜合考慮形狀和外觀的義眼制造方法�����,為眼部修復(fù)技術(shù)的發(fā)展帶來了新的可能性��。
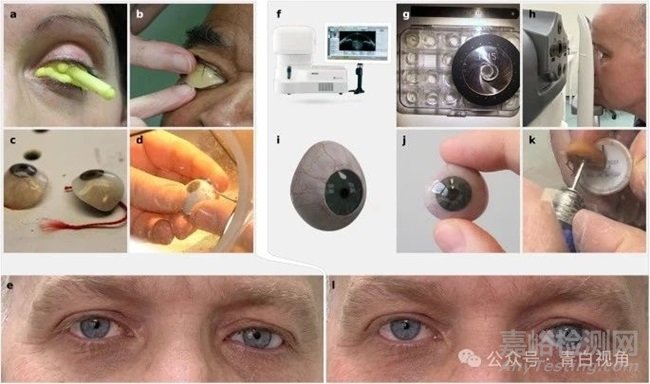
圖1:采用PMMA材料的傳統(tǒng)制造眼假體及數(shù)字化端到端過程。
如上圖示,傳統(tǒng)制造眼假體通常使用聚甲基丙烯酸甲酯(PMMA)材料���,制作過程涉及以下步驟:
眼窩印模:眼科醫(yī)師對(duì)患者的眼窩進(jìn)行藻酸鹽印模,以獲取眼窩的形狀和尺寸數(shù)據(jù)�����。
制作蠟?zāi)P停豪醚鄹C印模��,制作出適合眼窩形狀的蠟?zāi)P?��。這個(gè)過程可能需要多次調(diào)整�����,以確保與患者的眼窩完全匹配。
制作假體:將白色PMMA填充到蠟?zāi)P椭?��,并在固化后進(jìn)行拋光��,以制作出眼假體的基本形狀�。
添加細(xì)節(jié):在眼假體的鞏膜區(qū)域添加染色和紋理���,以使其外觀更加真實(shí)�����。
最終調(diào)整:眼科醫(yī)師可能需要在制作完眼假體后對(duì)其進(jìn)行最終的形狀和外觀調(diào)整���,以確保與患者的另一只眼睛匹配�。
相比之下���,數(shù)字化端到端的制造過程包括以下步驟:
光學(xué)掃描:使用微創(chuàng)光學(xué)相干斷層掃描(OCT)技術(shù)對(duì)患者的眼窩進(jìn)行掃描�����,獲取眼窩的形狀和解剖結(jié)構(gòu)數(shù)據(jù)�。
數(shù)字建模:將掃描到的眼窩數(shù)據(jù)轉(zhuǎn)換為數(shù)字3D模型�,并利用計(jì)算機(jī)輔助設(shè)計(jì)(CAD)軟件進(jìn)行形狀和外觀的設(shè)計(jì)�����。
3D打?���。菏褂枚嗖牧?D打印機(jī)將數(shù)字設(shè)計(jì)的眼假體制造出來�,以確保形狀和外觀的精準(zhǔn)復(fù)制。
顏色校準(zhǔn):利用顏色校準(zhǔn)打印機(jī)和顏色特征圖像����,確保眼假體的顏色與患者的伴侶眼匹配����。
最終調(diào)整:盡管大部分制造過程是自動(dòng)化的���,但眼科醫(yī)師仍可能需要對(duì)眼假體進(jìn)行最終的形狀和安裝調(diào)整����,以確保與患者的眼睛完美匹配����。
數(shù)字化端到端的制造過程更加精準(zhǔn)���、高效��,并且可以減少人工操作和變量,從而提高眼假體的質(zhì)量和一致性。
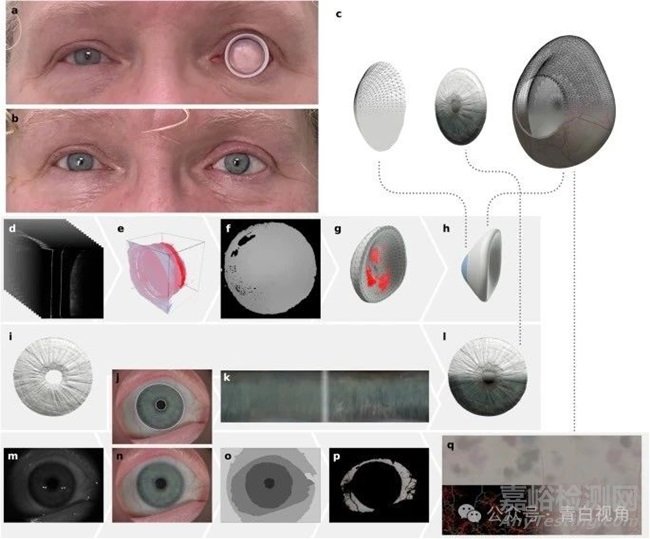
下圖詳細(xì)展示了用于創(chuàng)建數(shù)字假體模型的數(shù)據(jù)驅(qū)動(dòng)設(shè)計(jì)軟件流程概述��。
圖2:用于創(chuàng)建數(shù)字假體模型的數(shù)據(jù)驅(qū)動(dòng)設(shè)計(jì)軟件流程概述�����。a. 患者5戴著眼窩適形器����。b. 患者5戴著左眼(圖像右側(cè))的3D打印假體�����。c. 假體的分解3D模型����。d-h. 形狀預(yù)測(cè):眼窩的OCT圖像(d)����,帶有提取的眼窩表面的濾波體積數(shù)據(jù)(e),轉(zhuǎn)換為深度圖以進(jìn)行擬合(f)�,與眼窩表面擬合的形狀(g)�����,平滑和后處理的幾何形狀(h)���。i-l. 虹膜創(chuàng)建:由OCT提供的虹膜幾何形狀(i)�,虹膜和瞳孔邊界檢測(cè)(j)����,展開并增強(qiáng)對(duì)比度的虹膜紋理(k)����,標(biāo)準(zhǔn)化和UV映射的虹膜幾何形狀(l)。m-q. 彩色圖像和鞏膜紋理:原始彩色圖像(m)�����,顏色特征化���、去噪和清理的圖像(n),分水嶺分割(o)���,去除靜脈以提取鞏膜顏色(p)����,染色紋理的渲染和程序增長(zhǎng)的靜脈網(wǎng)絡(luò)(q,左)�����,最終鞏膜紋理的渲染(q����,右)����。
此外��,為了驗(yàn)證他們的技術(shù)��,該團(tuán)隊(duì)向 10 名患者分發(fā)了 10 個(gè)測(cè)試人造眼球����。值得注意的是�,八名志愿者在外觀和舒適度方面報(bào)告了成功的結(jié)果����,強(qiáng)調(diào)了這種創(chuàng)新方法的潛力��。
圖3:患者使用數(shù)字設(shè)計(jì)和3D打印的義眼照片�����。a-h是10名患者中的8名��,展示了他們經(jīng)過調(diào)整后的數(shù)字設(shè)計(jì)�����、3D打印的義眼����?����;颊?(a)和患者7(e)失去了他們的左眼�,右側(cè)為義眼����?����;颊?(b)�����、患者3(c)��、患者6(d)���、患者8(f)��、患者9(g)和患者10(h)失去了他們的右眼��,左側(cè)為義眼����。
2�����、 討論
本研究報(bào)道了一種數(shù)字化和自動(dòng)化的眼部假體制造過程��,該過程適合患者的眼眶并與其對(duì)側(cè)眼的外觀相匹配�����,通過初步的臨床評(píng)估證明了這一點(diǎn)。目前�����,這一過程正在MEH進(jìn)行臨床試驗(yàn)(NCT05093348),該試驗(yàn)涉及另一組患者,評(píng)估其長(zhǎng)期影響并與傳統(tǒng)制造的假體進(jìn)行比較����;一項(xiàng)輔助研究評(píng)估了該工藝是否適合化妝品外殼����,由于小眼癥而導(dǎo)致眼睛有缺陷的患者需要這些非常薄的假體��。
這項(xiàng)技術(shù)的優(yōu)勢(shì)如下。
首先��,使用顏色校準(zhǔn)打印機(jī)����、顏色特征圖像和 AS-OCT 數(shù)據(jù)�����,我們的方法準(zhǔn)確地復(fù)制了對(duì)側(cè)眼睛的顏色和解剖結(jié)構(gòu)���,特別是虹膜的顏色����、大小和結(jié)構(gòu)���,以及虹膜的外觀��。鞏膜�。其次���,與傳統(tǒng)工藝相比����,該工藝所需的體力勞動(dòng)時(shí)間更少��,使得 MEH 的眼科醫(yī)生能夠生產(chǎn)大約五倍的義眼�。它需要一定的數(shù)量才能具有成本效益�����,但一旦擴(kuò)大規(guī)模��,就可以節(jié)省成本�����。理論上����,義眼可以遠(yuǎn)程提供����,特別是在此類服務(wù)不易獲得的地區(qū)���。第三����,手工制造因眼科醫(yī)師的技能可能有所不同而導(dǎo)致產(chǎn)出不穩(wěn)定,而本研究的產(chǎn)出非常一致并且可重復(fù)��,從而可以輕松供應(yīng)備件或更換丟失的義眼。第四�����,不必進(jìn)行可能不舒適的藻酸鹽印模,因?yàn)檠鄹C形狀可以通過光學(xué)掃描來進(jìn)行,使用AS-OCT來成像眼窩可以避免電離輻射。第五��,數(shù)字化工作流程允許持續(xù)改進(jìn)�����,所有患者都可以受益����,無需對(duì)眼科醫(yī)師進(jìn)行額外培訓(xùn)�。使用更多數(shù)據(jù)以及眼科醫(yī)生和患者的反饋�����,可以改進(jìn)和完善軟件,以更好地確定形狀或復(fù)制眼睛的某些特征。第六,這些變化還可以為以前不符合條件的患者(例如兒童)提供服務(wù)�����。材料或打印機(jī)的進(jìn)步可以改善顏色和細(xì)節(jié)的再現(xiàn)�;更好的 AS-OCT 設(shè)備可以覆蓋更深的體積或提供更高質(zhì)量的彩色圖像�����。
然而也存在一些局限性�����。假體通常需要眼科醫(yī)師對(duì)形狀和驗(yàn)配進(jìn)行最終調(diào)整�����,使得輸出的是經(jīng)修改的定制眼假體�;雖然過程中有一些手動(dòng)步驟����,但大部分制造都是自動(dòng)化的����。非常復(fù)雜的眼窩形狀無法被AS-OCT設(shè)備或形狀模型捕獲,仍需要眼假體師的手工制作����。目前�����,大約 80% 需要義眼的患者符合上述流程����;患有某些眼部疾病的患者不適合�����,�,例如患有眼球震顫或斜視的患者無法獲取所需的掃描數(shù)據(jù)�。
研究團(tuán)隊(duì)預(yù)計(jì)����,其研究結(jié)果將推動(dòng)數(shù)據(jù)驅(qū)動(dòng)設(shè)計(jì)工具和多材料 3D 打印等其他假體類型(例如牙齒修復(fù)或面部假體)的研究和開發(fā)����。甚至可以將這種開發(fā)與更傳統(tǒng)的假體結(jié)合起來,例如生產(chǎn)與患者外觀精確匹配的假體套。
3�����、 總結(jié)
數(shù)百萬人因眼睛喪失或先天缺陷需要定制義眼。目前高技能眼科專家使用的完全手工制造流程耗時(shí)且質(zhì)量參差不齊����。增材制造技術(shù)有潛力簡(jiǎn)化義眼的制造過程,但現(xiàn)有方法僅在不同程度上通過手工數(shù)字設(shè)計(jì)替代工藝����,仍需要大量專業(yè)知識(shí)和時(shí)間�。在這里��,研究團(tuán)隊(duì)提出了一種自動(dòng)數(shù)字化端到端流程����,用于生產(chǎn)定制義眼��,該流程利用眼前節(jié)光學(xué)相干斷層掃描儀的圖像數(shù)據(jù)��,并考慮形狀和外觀�����。研究團(tuán)隊(duì)的方法使用統(tǒng)計(jì)形狀模型根據(jù)眼窩表面的不完整信息預(yù)測(cè)最佳擬合假體形狀�����。使用健康的對(duì)側(cè)眼睛的彩色特征圖像確定并程序化生成與對(duì)側(cè)眼睛相匹配的假體外觀。假體是使用多材料全彩3D打印機(jī)制造的�,并進(jìn)行后處理以滿足監(jiān)管合規(guī)要求���。通過展示10名接受了3D打印假體的臨床患者的結(jié)果來證明方法的有效性�����。與當(dāng)前的手工制造過程相比�����,該創(chuàng)新方法減少了眼科專家五倍的勞動(dòng)量����,并產(chǎn)生可重復(fù)的輸出�����?�?偟膩碚f�����,研究團(tuán)隊(duì)的新發(fā)明有望徹底改變傳統(tǒng)方法,提供了更快�、更準(zhǔn)確和更具成本效益的替代方案��,而且使得義眼的外觀更加自然���,適配度更加完美��。
4、 展望
3D 打印技術(shù)已成為眼科領(lǐng)域的游戲規(guī)則改變者,為各種與眼睛相關(guān)的疾病提供創(chuàng)新的解決方案。從制造更高精度的人造眼球到開發(fā)定制眼部植入物和假體����,3D 打印徹底改變了眼科設(shè)備的設(shè)計(jì)和制造方式�����。這種先進(jìn)的制造技術(shù)可以根據(jù)個(gè)體患者的具體需求創(chuàng)建復(fù)雜的結(jié)構(gòu)���,從而改善結(jié)果和患者滿意度�。此外,3D 打印使研究人員和臨床醫(yī)生能夠快速制作原型并迭代設(shè)計(jì)���,從而加速新療法和外科技術(shù)的開發(fā)��。隨著技術(shù)的不斷發(fā)展��,3D 打印在眼科領(lǐng)域的作用預(yù)計(jì)將擴(kuò)大�����,為眼科護(hù)理的進(jìn)一步進(jìn)步鋪平道路�����。
原文獻(xiàn):Reinhard, J., Urban, P., Bell, S. et al. Automatic data-driven design and 3D printing of custom ocular prostheses. Nat Commun 15, 1360 (2024). https://doi.org/10.1038/s41467-024-45345-5