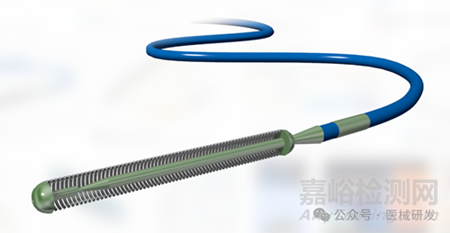
1.先認(rèn)清對(duì)象:導(dǎo)絲的“骨骼��、肌肉與皮膚”
核心:不銹鋼或鎳鈦為主��,決定扭矩����、支撐與可塑性�����;常見(jiàn)“全長(zhǎng)錐磨”的漸變直徑以平衡推送與柔順。臨床上如 Amplatz 等剛性工作導(dǎo)絲采用不銹鋼芯+PTFE 涂層的典型構(gòu)型��。
線圈/包覆:遠(yuǎn)端常用不銹鋼或鉑合金線圈提高顯影與觸覺(jué)反饋;外層可加 聚合物護(hù)套(如 Pebax/PU)以優(yōu)化軌道性與血管保護(hù)�����。CTO 領(lǐng)域的鉑絲致密繞制可兼顧顯影與柔順��。
遠(yuǎn)端與 Tip:連接線圈與芯軸����、控制柔順過(guò)渡�����;有“core-to-tip”與“ribbon-to-tip”兩大派生。
表面涂層:干潤(rùn)滑 PTFE 與遇水潤(rùn)滑的親水涂層(PVP 等)是兩大路線��,臨床側(cè)重“干潤(rùn)滑即用”或“遇水超潤(rùn)滑”在不同場(chǎng)景權(quán)衡�����。
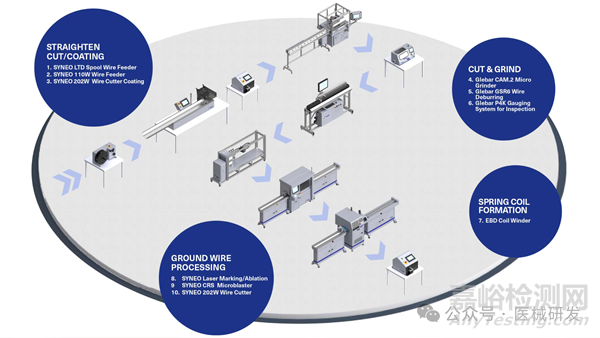
2.制造總覽:一條典型導(dǎo)絲的工藝流程圖
原材準(zhǔn)備 → 芯軸磨削 → 熱處理/定型 → 線圈繞制與裝配 → 遠(yuǎn)端成形/焊接(或釬焊) → 聚合物護(hù)套擠出/回流包覆(可選)→ 表面處理與涂層 → 去毛刺/電化學(xué)拋光 → 清洗/干燥 → 在線/離線測(cè)試 → 包裝與滅菌
3.關(guān)鍵工序拆解與工藝要點(diǎn)
3.1. 芯軸磨削
目標(biāo):做出從近端到遠(yuǎn)端的多段錐度與頸縮,兼顧扭矩傳遞與遠(yuǎn)端柔順����。
手段:CNC 無(wú)心磨 + 輪廓測(cè)量閉環(huán)調(diào)參,關(guān)注段差處的過(guò)渡半徑與表面粗糙度(Ra)����。
材料選擇:不銹鋼(線彈性����,易成形、扭矩直達(dá)) vs NiTi(超彈性�����,抗折/抗打);注:NiTi 需配合熱處理控制相變窗口與回彈�����。
3.2. 線圈繞制與顯影增強(qiáng)
線材:圓絲/扁絲��、單股或多股����、單層或交叉繞制��;遠(yuǎn)端常用鉑或鎢合金提升顯影。
裝配連接:激光焊��、硬釬焊�����、銀焊等��;需控制熱影響區(qū)�����,避免脆化與脫落����。
3.3. 遠(yuǎn)端構(gòu)型與安全帶
core-to-tip 設(shè)計(jì)手感直觀�����、扭矩響應(yīng)好��;ribbon 方案更柔但需關(guān)注連接強(qiáng)度與疲勞�����。整形:熱定型模具/整形夾具+在線影像檢查��,控制回彈與塑形穩(wěn)定性。
3.4. 聚合物護(hù)套與回流包覆
目的:增加柔順過(guò)渡和血管保護(hù)��,并可做分段硬度(如 Pebax 3533→5533)實(shí)現(xiàn)“軟硬梯度”。
工藝:微擠出護(hù)套→FEP 回流貼合→修邊去毛刺�����。需關(guān)注界面潔凈與氣泡/流痕缺陷控制。
3.5. 表面涂層
PTFE 干潤(rùn)滑:無(wú)需濕潤(rùn)即可低摩擦����;常見(jiàn)噴涂/reel-to-reel方式�����。
親水涂層(以 PVP 為代表):底涂 +主涂 + 固化����;溶液黏度(如 50–250 cP)有助于防止涂料滲入線圈縫隙��,影響附著與外觀。
風(fēng)險(xiǎn)點(diǎn):涂層脫落/微粒����,有報(bào)道臨床安全事件����,因此需重視表面預(yù)處理�����、涂層附著力與模擬使用疲勞后的微粒釋放評(píng)估����。
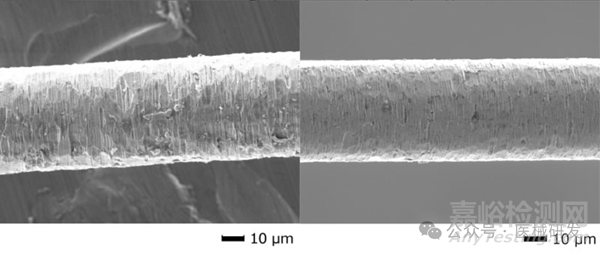
3.6. 表面精飾與清洗
電化學(xué)拋光/滾拋降低表面峰谷;
多段清洗(堿洗/超聲/DI沖洗/干燥)去除油污與顆粒��;
4.怎么證明“做得好”:標(biāo)準(zhǔn)與測(cè)試矩陣
4.1. 產(chǎn)品層面:ISO 11070及典型試驗(yàn)
ISO 11070是導(dǎo)絲適用的核心國(guó)際標(biāo)準(zhǔn)之一(一次性�����、無(wú)菌�����,面向血管介入用途),覆蓋尺寸標(biāo)識(shí)��、結(jié)構(gòu)安全性與多項(xiàng)測(cè)試(拉伸、扭矩��、柔曲/疲勞�����、腐蝕等)。
工程化轉(zhuǎn)譯:
峰值拉伸/連接強(qiáng)度:覆蓋遠(yuǎn)端焊點(diǎn)與安全帶失效模式��;
扭矩效率/延遲:驗(yàn)證從近端到遠(yuǎn)端的響應(yīng)一致性;
柔曲/抗打折:匹配目標(biāo)血管半徑����;
腐蝕/耐久:材料與表面狀態(tài)驗(yàn)證��;
粒子/涂層耐久:在模擬使用后計(jì)數(shù)與分析(涂層尤其關(guān)鍵)。
4.2. 體系與滅菌/包裝
QMS:ISO 13485 貫穿設(shè)計(jì)—生產(chǎn)—放行的質(zhì)量管理主標(biāo)準(zhǔn);ISO 14971 要求端到端風(fēng)險(xiǎn)管理��。
滅菌:導(dǎo)絲常用 環(huán)氧乙烷(EO) 或輻照路線��;EO 過(guò)程的開(kāi)發(fā)/驗(yàn)證遵循 ISO 11135。
包裝:終端滅菌包裝依 ISO 11607-1/-2 做材料與成型/封合過(guò)程驗(yàn)證�����。
5.從研發(fā)到量產(chǎn):工藝控制的“5+1”關(guān)鍵點(diǎn)
磨削輪廓 CP/CPK:把核心幾何當(dāng)成“功能堆棧”,控制各段錐度����、過(guò)渡半徑與 Ra����;建立來(lái)料→磨削→終檢的量綱鏈。
連接質(zhì)量:激光焊/釬焊區(qū)做顯微金相與拉伸/疲勞統(tǒng)計(jì)����,防止尖端脫落的最壞失效。
涂層體系驗(yàn)證:前處理(等離子/化學(xué)活化)→底涂→主涂→固化窗→模擬使用后附著/微粒����;親水涂層對(duì)水化-脫水循環(huán)和折彎疲勞敏感。
扭矩一致性與回彈:設(shè)計(jì)時(shí)就把材料(SS vs NiTi)× 輪廓 × 護(hù)套/線圈作為一體化變量做 DOE��;驗(yàn)證端關(guān)注扭矩相位延遲與批內(nèi)一致性�����。
顯影與柔順平衡:鉑線圈長(zhǎng)度/密度與遠(yuǎn)端柔順呈拉鋸����,需結(jié)合目標(biāo)解剖(冠脈��、外周、神經(jīng))設(shè)差異化配方��。
+1法規(guī)閉環(huán):把 ISO 11070 的型式試驗(yàn)映射到工藝放行指標(biāo)(如連接強(qiáng)度��、扭矩效率����、柔曲半徑等)的持續(xù)監(jiān)控,并納入 13485/14971 的變更與風(fēng)險(xiǎn)控制流程����。
6.配方/結(jié)構(gòu)常見(jiàn)“搭配策略”
干潤(rùn)滑通用型:SS 核心 + 全長(zhǎng) PTFE 涂層 + 遠(yuǎn)端不銹鋼線圈;適合“換位/支撐”場(chǎng)景��。
超彈性通過(guò)性型:NiTi 核心 + 遠(yuǎn)端鉑線圈 + 親水涂層(PVP)�����;適合彎曲血管����、痙攣或微腔通過(guò)�����。
顯影增強(qiáng)型:延長(zhǎng)鉑線圈段或加重金屬填充的聚合物頭端�����。
7.常見(jiàn)工藝失效模式
尖端連接失效(焊點(diǎn)/釬焊區(qū)脆裂)→ 提前疲勞測(cè)試 + 金相/拉伸雙驗(yàn)證。
打折/永久彎折→ 調(diào)整磨削錐度、材料與護(hù)套梯度��;做最小彎曲半徑與回彈評(píng)估。
涂層起皮/顆粒脫落 → 強(qiáng)化前處理與固化窗;建立模擬使用后的微粒評(píng)價(jià)與化學(xué)成分溯源��。
扭矩滯后/方向偏差 → 關(guān)注芯軸直線度��、護(hù)套同心度與線圈張力一致性��,做批內(nèi)相位差監(jiān)控�����。