導(dǎo)讀
在對(duì)接焊縫超聲波探傷過程中,常常會(huì)遇到焊縫結(jié)構(gòu)、儀器、探頭及耦合不良等因素引起的反射回波��。這些反射回波不是由焊縫內(nèi)部缺陷引起的��,所以稱為干擾回波或稱為偽缺陷波���。
由于干擾回波的存在,影響了對(duì)焊縫缺陷的準(zhǔn)確判斷�����,增加了判斷的復(fù)雜性��,容易造成誤判和漏判���。
為了表征干擾回的影響,較準(zhǔn)確地判斷焊縫內(nèi)部缺陷�����,必須系統(tǒng)地�����、熟練地掌握超聲波探傷的理論知識(shí)���,結(jié)合儀器、探頭及焊縫實(shí)際結(jié)構(gòu)進(jìn)行綜合判斷��。
在諸多干擾回波中��,由焊角所引起的干擾回波是超聲波探傷中最常見的���。
本文總結(jié)了對(duì)接焊縫超聲波探傷過程中最常見的幾種焊角干擾回波的產(chǎn)生原因與判斷方法�����, 以加深操作者對(duì)其特征的認(rèn)識(shí)與掌握���,簡(jiǎn)捷地排除其干擾, 準(zhǔn)確地判定缺陷���,并能對(duì)其他類型的干擾回波做出正確的分析與判斷。
一���、焊角回波的分析與判斷
1.焊角回波產(chǎn)生原因
焊角回波的產(chǎn)生原因主要是由于焊角處輪廓法線方向與超聲波主聲束入射方向相同或相近, 部分聲能沿原路徑返回���,其反射信號(hào)被探頭接收, 在示波屏上顯示為回波�����。
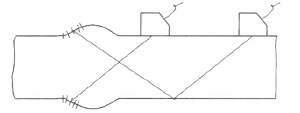
圖1為焊縫余高過大��,引起焊角處突變過渡示意圖�����。
當(dāng)使用某一范圍內(nèi)的K值探頭進(jìn)行探傷時(shí),其聲波入射方向與焊角處輪廓法線方向相同或相近���,產(chǎn)生焊角回波���。
而且由于凹面反射的聚集作用�����,焊縫余高越大��, 聚集面越大�����,反射聲能越集中,焊角回波越強(qiáng)��。
對(duì)于自動(dòng)焊縫��,余高雖然不大��,但焊角處常會(huì)突變過渡�����,同樣會(huì)產(chǎn)生焊角回波。
如果余高很小�����,幾乎沒有聚集作用���,而且反射面小,其焊角反射信號(hào)微弱��,在正常靈敏度條件下則不足以引起焊角回波�����。
圖1 余高過大�����、焊角突變過度示意圖
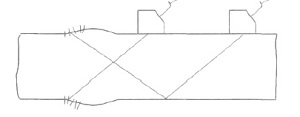
當(dāng)焊縫余高不大���,且焊角處平坦過渡時(shí)(如圖2)���,其焊角處輪廓法線方向與超聲波入射方向夾角很大�����,不易產(chǎn)生焊角回波�����。
圖2 余高不大�����、焊角平坦過度示意圖
總之���,焊角回波與焊縫余高�����、焊角過渡狀況�����、焊縫的外型、探頭入射角及探傷靈敏度等因素有關(guān)��。
焊縫余高越大��,焊角處突變?cè)搅遥漭喞ň€傾斜越大��,出現(xiàn)焊角回波的可能性就越大���。
2���、焊角回波特征及判斷方法
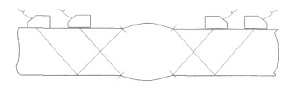
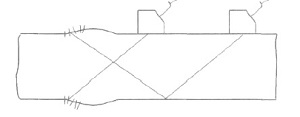
a.焊角反射回波具有單側(cè)檢測(cè)特征。只有遠(yuǎn)離探頭一側(cè)的焊角才可能產(chǎn)生焊角回波��,即焊角回波只能在與其相對(duì)的一側(cè)才能探測(cè)到�����。
如圖3 所示��,靠近探頭側(cè)的焊角由于其輪廓法線方向與超聲波入射方向近于垂直�����,不產(chǎn)生焊角反射。而焊趾裂紋和咬邊反射在焊縫兩側(cè)都能探測(cè)到���,根據(jù)這一特征可采用雙側(cè)探測(cè)法予以區(qū)別���。
圖3 焊角反射回波單側(cè)檢測(cè)示意圖
b.焊角回波在示波屏上最大回波位置所代表的深度和水平距離與焊角位置基本相同。
一般情況下���,1次波發(fā)現(xiàn)的焊角回波深度應(yīng)等于或稍大于2倍母材厚度T�����,焊趾裂紋和咬邊反射的深度則符合下式:1次波時(shí):h≤T���;2次波時(shí):h≤2T。
但由于儀器調(diào)節(jié)誤差�����、檢測(cè)誤差等原因��,或由于母材厚度減薄�����、對(duì)口錯(cuò)邊��、不等厚板對(duì)接等原因�����,焊角回波深度也可能小于母材厚度���,此時(shí)易與缺陷波相混淆���,應(yīng)結(jié)合焊縫實(shí)際結(jié)構(gòu)仔細(xì)檢測(cè)判別。
c.2次波檢測(cè)時(shí)���,可用手指沾油拍打遠(yuǎn)離探頭側(cè)的焊角���,焊角回波會(huì)明顯跳動(dòng)。
d.探頭沿焊縫方向平行移動(dòng)時(shí)�����,焊角回波的平及深度位置基本不變�����,回波幅度變化不太劇烈。而焊趾裂紋和咬邊的回波幅度變化劇烈�����, 波形尖銳,且位置可能發(fā)生變動(dòng)��。
二���、焊角處引起的“山形回波”
圖4 “山型回波示意圖”
1.產(chǎn)生原因
如圖4 所示��,當(dāng)超聲波主聲速方向與焊角處輪廓法線方向之夾角α小于第三臨界角αⅢ時(shí)���,界面處除反射1個(gè)橫波S2 外, 還會(huì)產(chǎn)生1個(gè)變型縱波L��。
當(dāng)α遠(yuǎn)小于αⅢ時(shí)�����, 變型縱波L會(huì)射至c�����、b等處��,相應(yīng)地��,反射橫波S2會(huì)射至c��、d等處��,這些地方的輪廓法線方向與聲波入射方向相同或相近��,因此會(huì)在示波屏上產(chǎn)生2個(gè)反射回波�����,即L與S2���。
另外,由于α較小���,入射聲速S的一部分會(huì)直接由焊角處返回探頭, 形成焊角回波S1��。
這樣���,S1、S2 與L 波形成1個(gè)如漢字“山”形的回波群��,故稱“山形回波”。
圖5 一次被檢測(cè)的“山型回波”
圖5所示為1次波檢測(cè)的“山形回波”��,在辨別不清時(shí),易誤判為熱影響區(qū)裂紋:按通常的定位方法計(jì)算�����,則山形回波既有一定深度��,其水平位置在探頭對(duì)側(cè)的熱影響區(qū)上��,且回波能量較強(qiáng)��,又有一定長(zhǎng)度��,隱顯熱影響區(qū)裂紋特征���。
2次波檢測(cè)的“山形回波”,其S1波位于2倍板厚2T位置附近�����。
2.“山形回波”的特征及判斷方法
a.如圖4所示��,“山形回波”中L波與S2波聲程相近,但L波為變型縱波�����,而縱波聲速遠(yuǎn)大于橫波聲速���,所以在熒屏上L波落在S2 波之前�����。
以鋼焊縫為例, 其縱波聲速CL=5900m/s,橫波聲速CS=3230m/s, 設(shè)L波與S2波聲程相等�����,則l1/l2=CS/CL=0.55(l1�����、l2 見圖5)��, 即在熒光屏上��,L波位于S1與S2波之間距的0.55倍處(與S1的距離)��。而S2波在熒屏上的具體位置則與定位方法有關(guān)。
設(shè)S2波的實(shí)際聲程為SⅡ���,則:
深度定位時(shí):
l2=SⅡ·cos(tan-1K) (1)
水平定位時(shí):
l2=SⅡ·sin(tan-1K) (2)
根據(jù)公式(1) 和公式(2) ,可計(jì)算出S2波和L波在熒屏上出現(xiàn)的位置�����,但這只是一種輔助判斷法��。
b.由于“山形回波”是從焊縫表面反射的���,同樣可用手指沾油拍打焊縫表面,“山形回波”會(huì)明顯跳動(dòng)�����。
c.“山形回波”是由于焊角回波所派生的�����,而焊角回波只能在與其相對(duì)的一側(cè)才能檢測(cè)到���,所以“山形回波”也具備這一單側(cè)檢測(cè)特征�����。即同一個(gè)“山形回波”只能在焊縫一側(cè)檢測(cè)到���,換到另一側(cè)檢測(cè)時(shí),可能出現(xiàn)另一個(gè)“山形回波”���,但絕不會(huì)出現(xiàn)同一個(gè)“山形回波”�����。
因此��,可以用雙側(cè)檢測(cè)法將“山形回波”與缺陷區(qū)別開來�����。
3.特殊的”山形回波“
需要指出的是��,由于各反射源的反射面積及法線方向不同���,引起反射回波能量及回波方向的差異�����,因此“山形回波”并不總是3個(gè)波峰一起出現(xiàn)。
有時(shí)候只有1個(gè)S2波或L波, 有時(shí)候則是這3個(gè)波中任意2個(gè)一起出現(xiàn), 有時(shí)候探頭適當(dāng)轉(zhuǎn)動(dòng)一下后3個(gè)波形又可以完整地展現(xiàn)出來�����。
另外��,S2波和L波還可以分別派生出2個(gè)子波�����, 在能量足夠且各子波入射方向與入射點(diǎn)處輪廓法線方向相近時(shí)��,各子波返回探頭���,在熒屏上出現(xiàn)一個(gè)復(fù)雜的“山形回波群”。
這種復(fù)雜“山形回波群”也并不總是幾個(gè)波峰同時(shí)出現(xiàn)��,有時(shí)只是其中幾個(gè)波峰的組合��。
無論“山形回波”怎樣變化���,只要結(jié)合上述特征進(jìn)行綜合判斷��,總是可以將其與缺陷波區(qū)別開來��。
結(jié)論
a.需對(duì)熒屏上檢測(cè)出來的所有波形進(jìn)行全面分析判定�����。
b.對(duì)于某一波形要全面分析它的特征��,絕不可單憑1個(gè)或2個(gè)特征下結(jié)論��。某一波為缺陷波, 它就應(yīng)具有該缺陷波的全部特征�����,即使由于種種原因該缺陷波的部分特征表現(xiàn)不明顯��,也決不應(yīng)出現(xiàn)和該缺陷波相矛盾的特征。
另外��,某些干擾回波可能出現(xiàn)類似于缺陷波的一些特征���,但它一定會(huì)表現(xiàn)出和缺陷波相矛盾的特征���。
c.精確定位��,合理選用探頭��,事先熟悉焊縫結(jié)構(gòu)�����,兩側(cè)探測(cè)���,拍打相應(yīng)部位等都是鑒別真?zhèn)稳毕莼夭ǖ挠行Х椒ā?/span>
d.超聲波探傷是一門比較復(fù)雜的檢測(cè)技術(shù),但只要掌握了正確的分析與判斷方法��,并注重實(shí)驗(yàn)比對(duì)和經(jīng)驗(yàn)積累��,就能夠比較準(zhǔn)確地做出評(píng)判�����。