涂料工業(yè):
摘要
Abstracts摘要:鋼管表面前處理是決定鋼管防腐層壽命的關(guān)鍵因素之一�����,本文從輸水涂塑鋼管防腐的前處理方法����、前處理標(biāo)準(zhǔn)��、施工現(xiàn)場對前處理的影響三個方面����,闡述了輸水涂塑鋼管在施工過程中該如何實現(xiàn)長效壽命����。
0 引言
輸水管道工程是實現(xiàn)我國水資源優(yōu)化配置、促進(jìn)經(jīng)濟(jì)社會可持續(xù)發(fā)展�����、保障和改善民生的重大戰(zhàn)略性基礎(chǔ)設(shè)施��,目前輸水鋼管內(nèi)壁大多涂覆環(huán)氧粉末涂層�����,外壁涂覆聚乙烯涂層或3PE復(fù)合涂層��。百年大計����,質(zhì)量第一��,前處理作為整個輸水工程防腐質(zhì)量的第一步�����,是整個防腐管道生產(chǎn)施工的重點工序�����。百年防腐大計����,始于前處理����。前處理質(zhì)量好壞,是防腐層與鋼管能否牢固結(jié)合的前提��,也直接影響著涂層的外觀����、耐潮濕及耐腐蝕等各方面性能�����,因此鋼管表面前處理是決定鋼管防腐層壽命的關(guān)鍵因素之一。同時��,前處理的質(zhì)量屬于“內(nèi)在潛伏”的質(zhì)量��,因為防腐層一旦涂裝完成��,其質(zhì)量優(yōu)劣便無法通過目測����、敲擊甚至電火花漏點檢測等常規(guī)方法檢測出來��。因此����,嚴(yán)格按照防腐層規(guī)范對鋼管表面進(jìn)行前處理對保證輸水工程安全以及服役壽命至關(guān)重要����,可以說是“成也前處理,敗也前處理”����。
1 輸水涂塑鋼管防腐的前處理方法
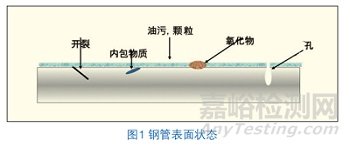
未經(jīng)過處理的鋼管表面通常存在各種自然氧化物及污染物,如鐵銹����、油脂。鋼管如果存放在沿海地區(qū)則表面存在較高含量的鹽份�����,有些情況下�����,還可能存在焊渣�����、過大的焊縫余高����,鋼管表面還可能存在表面破損產(chǎn)生的小凹坑或開裂�����,這些不利因素的存在都可以導(dǎo)致涂裝的失敗。鋼管表面狀態(tài)如圖1所示�����。
在輸水工程的管道防腐中��,目前的前處理方法主要是機(jī)械清潔如拋丸、噴丸�����、噴砂�����,機(jī)械清潔可以清除鋼管表面的氧化物��、提高錨紋結(jié)構(gòu),增強(qiáng)涂層的附著力��,但無法更進(jìn)一步提高涂層的防腐能力;機(jī)械清潔+化學(xué)預(yù)處理可以提供更進(jìn)一步的腐蝕防護(hù)�����。也有極少數(shù)管道防腐廠條件簡陋而采用手工或機(jī)械除銹��,該種方法是原始的����、落后的��,根本無法滿足輸水管道工程50年超長服役壽命的要求��。
1.1 機(jī)械清潔
鋼管表面拋丸處理是通過大功率電機(jī)帶動葉片高速旋轉(zhuǎn)產(chǎn)生的高速離心力使鋼砂��、鋼丸等磨料以很高的線速度拋向鋼管內(nèi)或外表面��,在離心力作用下對鋼管表面進(jìn)行處理。拋丸處理不僅可以徹底清除鐵銹�����、氧化物和銹斑��,而且鋼管在磨料猛烈沖擊和磨擦力的作用下��,還能達(dá)到所需要的均勻粗糙度��。同時鋼丸或鐵丸高速撞擊零件表面�����,造成零件表面的晶格扭曲變形��,使表面硬度增高��。
鋼管表面噴砂(丸)處理是利用壓縮空氣為動力����,形成高速噴射束將磨料高速噴射到鋼管表面��,由于磨料對工件表面的沖擊和切削作用����,使工件表面獲得一定的清潔度和不同的粗糙度��。
機(jī)械清潔有以下幾個重要作用:
1) 除油��、除銹��,清除表面污垢����,為下道涂裝工序提供清潔的表面����;
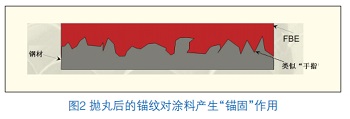
2) 提高鋼管表面粗糙度,使之具有一定的錨紋結(jié)構(gòu)與深度�����。在環(huán)氧粉末或聚乙烯粉末熔融固化過程中�����,熔融的環(huán)氧可象“手指”一樣伸入到錨紋深度內(nèi)����,緊緊“抓牢”鋼管(如圖2所示)��。這點對提高附著力至關(guān)重要����。
錨紋是影響涂層附著力和剪切強(qiáng)度的重要因素�����。而采用動力工具打磨除銹的方法不僅無法達(dá)到規(guī)定的錨紋深度�����,更使涂層的附著力與機(jī)清潔處理后的有很大的區(qū)別�����。表1通過長期熱水浸泡試驗和陰極剝離試驗可觀察到機(jī)械清潔更利于涂層與鋼管底材的粘接附著力����,進(jìn)而更加有效地保證了管道防腐的質(zhì)量�����。
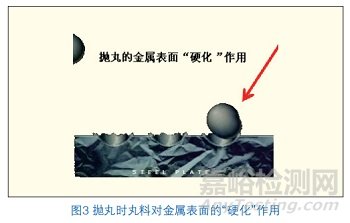
拋丸通過沖擊而“硬化”金屬表面(如圖3所示)��,這是一個減少應(yīng)力腐蝕致裂發(fā)生的過程����。可以有效降低焊縫處的拉應(yīng)力��,可大幅提高金屬的抗疲勞壽命��。而這種強(qiáng)化作用�����,是一般噴丸處理根本達(dá)不到的��,采用手工機(jī)械處理就更不具備這種強(qiáng)化作用。
處理后鋼管表面具有一定的粗糙度��,可減少涂裝粉末涂層時的流掛現(xiàn)象����。
1.2 動力工具除銹
主要使用鋼絲刷�����、磨光機(jī)等工具對鋼材表面進(jìn)行打磨����,可以去除松動或翹起的氧化皮、鐵銹��、焊渣等��。若鋼材表面附著牢固的氧化鐵皮�����,工具除銹效果不理想��,達(dá)不到防腐施工要求的錨紋深度。
人工工具除銹工作效率低����,質(zhì)量差,僅能達(dá)到St3級,人工工具除銹在我國管道建設(shè)初期廣泛采用��,目前僅在管道補(bǔ)口和補(bǔ)傷才會用到。
1.3 化學(xué)預(yù)處理
酸洗能夠有效清除拋丸(或噴砂)后基材表面錨紋中殘留的銹蝕痕跡��、可溶性無機(jī)鹽類��、有機(jī)污染物及微小粉塵��,提高鋼管表面清潔程度����,有利于環(huán)氧粉末或聚乙烯粉末等涂料熔融固化時對錨紋結(jié)構(gòu)的滲透��,進(jìn)一步提高了涂層的長期熱水附著力以及陰極剝離性能�����。國內(nèi)供水管道對酸處理沒有要求����,而國際上通常規(guī)定可溶性鹽的含量要小于20 mg/m2��,要求進(jìn)行表面酸洗處理��。作為噴砂除銹后的再處理�����,化學(xué)清洗雖然能使表面達(dá)到一定的清潔度和粗糙度�����,但其錨紋淺����,表面過于光滑對涂層的粘接不力��,且對環(huán)境會產(chǎn)生污染����,不符合當(dāng)今的環(huán)保法規(guī)要求��。
2 前處理的標(biāo)準(zhǔn)
前處理工作做的不好��,銹蝕會在涂層下繼續(xù)蔓延�����,使涂層成片脫落����。經(jīng)過認(rèn)真清理的表面和一般簡單(手工用砂紙或刷子)清理的工件����,用暴曬法進(jìn)行涂層比較�����,壽命可相差4~5倍�����。目前國內(nèi)外報道過的許多有關(guān)管道防腐層失效的問題都與涂敷前鋼管表面處理有直接的關(guān)系����,包括管材表面錨紋深度和表面潔凈度方面�����。為此國內(nèi)外均有專門針對前處理質(zhì)量制定的強(qiáng)制性標(biāo)準(zhǔn),詳見表2��。
2.1 清潔度要求Sa2.5級(GB/T8923.1)
實踐證明��,達(dá)到Sa2.5這種清潔度的除銹等級幾乎可以除掉所有的氧化皮����、銹和其他污染物����。
2.2 錨紋深度Rz(GB/T13288.4觸針法測量表面粗糙度)
錨紋深度Rz即通常所謂的粗糙度��,一般要求達(dá)到40~100 μm(但不得超過涂層厚度的1/3)��,可充分滿足防腐層與鋼管的附著力要求��。觸針法測量方便����,直接讀數(shù)且無需額外的耗材,成本較低����,因而被廣泛使用。采用手工或工具除銹的方式無法滿足GB8923中規(guī)定的Sa2.5級的清潔度��,錨紋深度也無法控制在40~100 μm范圍內(nèi)�����,因此對防腐工程的質(zhì)量是無法保障的。
2.3 鋼管表面灰塵度等級需要優(yōu)于2級(GB/T18570.3)
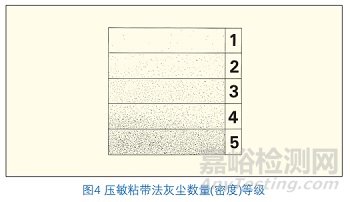
GB/T 18570.3中所說的灰塵是指準(zhǔn)備涂敷的鋼管表面由于表面處理過程或者環(huán)境作用導(dǎo)致而殘存的松散的微粒物質(zhì)��。GB/T 18570.3標(biāo)準(zhǔn)把灰塵污染指數(shù)設(shè)定為5級����,灰塵粒徑由1級至5級分別為<50μm����、50~100μm、>0.5mm�����、0.5~2.5mm��、>2.5mm����。(如圖4所示),其指標(biāo)數(shù)值越高�����,說明鋼管表面的污染物越多����。拋丸除銹后部分粉塵污染物為嵌入錨紋中��,難以通過吹掃的方式清除��,影響環(huán)氧粉末或聚乙烯粉末的錨固結(jié)合����,涂層滲入水汽后����,粉塵污染物還會導(dǎo)致鋼管表面出現(xiàn)點蝕現(xiàn)象����。被涂敷鋼管表面灰塵越多����、顆粒越大對涂層附著力的影響越大��。
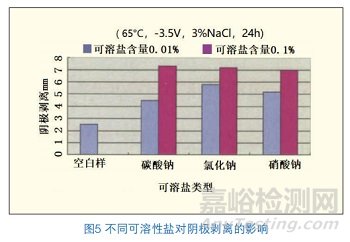
2.4 鋼管表面的鹽分含量不應(yīng)超過20 g/m2(GB/T18570.9)
可溶性鹽包括氯化物、硫化物等����。鹽份的形成過程可能是鋼板或鋼管在涂裝前經(jīng)海洋運(yùn)輸或海岸地帶存儲過程中其銹層中含有NaCl,以及工業(yè)環(huán)境中的SO2和氧����、潮氣共同作用下使鐵銹中含有FeSO4等�����。鹽份含量過高在滲透壓下會發(fā)生滲壓起泡,極易造成涂層起泡和失效����。圖5為不同可溶性鹽對陰極剝離的影響柱狀圖�����。鋼管表面不同類型鹽份對涂層陰極剝離性能有著很大的影響[2]����。
2.5 拋丸前將鋼管表面的焊渣毛刺等清理干凈����,拋丸后將殘余在鋼管表面的丸料灰塵清掃干凈
在焊縫位置的涂層非常容易出現(xiàn)漏點����、開裂等缺陷,因此焊縫位置的表面處理更加重要�����。焊縫過渡不夠圓滑����,如出現(xiàn)“魚脊’、“馬鞍”等局部缺陷����,會使防腐層局部變薄,造成防腐層厚度不均勻����;涂裝前如果存在焊縫毛刺或焊縫余高過大�����,則因當(dāng)對毛刺和超高的焊縫進(jìn)行打磨��,盡管這項工作非常費(fèi)時費(fèi)力��,但對于焊縫處的涂層質(zhì)量非常重要。過高的焊縫余高�����,外壁涂裝3PE時��,可能造成嚴(yán)重的“焊縫空腔”或“焊縫拉薄”問題;如果焊縫表面處理不徹底��,表面焊渣藥皮殘留����、表面有銹蝕����、表面含有灰塵等異物都會導(dǎo)致涂層附著力欠佳或甚至導(dǎo)致涂層開裂。
3 施工現(xiàn)場對前處理的影響
大氣相對濕度對金屬銹蝕的影響很大�����,鋼鐵臨界濕度大約是75%����,超過這一相對濕度后�����,鋼鐵表面會出現(xiàn)水膜或水珠�����,大氣中的有害雜質(zhì)會溶解于水膜�����、水珠��,即形成電解液�����,銹蝕速度會陡然增加�����。大氣溫度也影響金屬銹蝕��,隨氣溫升高大氣中的水蒸氣含量會增大��,氣溫越高��,銹蝕速度越快�����。另外,如果大氣與金屬間有溫差�����,則在溫度低的金屬表面形成冷凝水��,導(dǎo)致金屬生銹��。
干燥的鋼管表面也有利于鐵銹和氧化皮的分離��,使除銹后的鋼管表面更加潔凈��。因此所有涂料涂裝的施工都要求在露點溫度3 ℃以上施工,這點非常重要����。露點是水蒸汽發(fā)生冷凝時的溫度,鋼板溫度高于露點的溫度時不會發(fā)生冷凝�����,當(dāng)外界溫度高��,鋼板溫度低時�����,就可能發(fā)生冷凝��,冷凝會將水留在表面上�����。冷凝發(fā)生在拋丸中將導(dǎo)致鋼材的返銹��,冷凝發(fā)生在涂裝中將導(dǎo)致涂層附著力變差�����。
北京天津等北方地區(qū)在冬季施工時必須要考慮露點溫度�����,冬季夜晚由于水蒸氣飽和和蒸氣壓的下降��,將有大量的水汽凝結(jié)于鋼管的表面,水膜的存在�����,將極大地降低涂層與金屬表面的化學(xué)吸附強(qiáng)度�����,這是因為金屬界面有水膜存在時����,原先的金屬表面活性點與環(huán)氧涂層中的極性基團(tuán)之間的吸附�����,被介入的水分子置換取代����,使附著力降低,鋼管輸水后����,由于水的滲透壓的作用����,將在更短的時間內(nèi)產(chǎn)生陰極剝離�����。因此冬季拋丸前如果不對鋼管表面進(jìn)行預(yù)熱可能導(dǎo)致整個防腐層附著力的下降��。
冬天如果在室外噴砂(丸),再將噴砂(丸)后的防腐管移至溫度較高的涂裝車間����,鋼管表面不可避免將產(chǎn)生一層水膜,這是附著力之“大敵”�����,即便涂層達(dá)到標(biāo)準(zhǔn)規(guī)定的厚度����,但實際應(yīng)用過程中管道的防腐壽命將大打折扣����。
拋丸清理后的鋼管,可能不能馬上進(jìn)行環(huán)氧粉末或聚乙烯粉末的涂裝�����,在正式涂裝前會有很長的一段涂裝等待時間,對此國內(nèi)外有些標(biāo)準(zhǔn)均規(guī)定了存放周期��,一般為4h�����。但這個停留時間的限制應(yīng)當(dāng)隨著環(huán)境溫度以及濕度而適當(dāng)變化,不應(yīng)該統(tǒng)一規(guī)定為4 h����。法國標(biāo)準(zhǔn)(NF A49-710-88)就提出了一個相對詳細(xì)的存放時間要求:濕度>80%����,2 h內(nèi)涂裝;濕度70%<RH≤80%�����,3 h內(nèi)涂裝�����;濕度≤70%��,4 h內(nèi)涂裝��,并且確保鋼管溫度大于露點溫度3 ℃����。考慮到我國地域廣闊����,氣候多樣,我們認(rèn)為涂裝前的等待時間參考以下標(biāo)準(zhǔn)可能更適合國情:
(1) 晴天或濕度不大(≤75%)的氣候條件下:一般在12 h之內(nèi)涂裝�����。如在睛天和較好的大氣條件下��,最長也不應(yīng)超過24 h��。
(2) 雨天、潮濕(濕度>75%)的氣候條件下:必須在12 h之內(nèi)作防護(hù)處理�����。
(3) 對于返銹或表面被污染的鋼管,即使?jié)M足上述要求�����,也應(yīng)重新拋丸����。
4 結(jié)語
采用拋丸除銹可以較好的滿足涂裝前處理的要求�����,如表面清潔程度��、錨紋深度和錨紋形狀等��,而動力工具除銹無法對鋼管實現(xiàn)徹底清潔,無法實現(xiàn)高質(zhì)量的涂裝要求�����,造成涂層質(zhì)量隱患��,直接影響輸水管道工程項目的壽命��。此外��,鋼管涂裝前處理時還應(yīng)控制施工環(huán)境溫度��、濕度等因素��,才能提供性能優(yōu)異的防腐涂層����。
良好的表面處理質(zhì)量是提高輸水鋼管防腐層的壽命的可靠保證��,施工單位或監(jiān)理單位應(yīng)按國家已制定的除銹等級標(biāo)準(zhǔn)進(jìn)行檢查驗收����,對達(dá)不到前處理標(biāo)準(zhǔn)的防腐廠堅決予以制止糾正,只有如此��,才能保證后序涂裝的質(zhì)量�����,進(jìn)而保證整個防腐層的壽命�����。
參考文獻(xiàn)
[1] 管世偉. 材料檢驗和工藝控制對三層聚烯烴防腐涂層長期性能的影響.
[2] Alan Kehr J. Fusion-Bonded Eopxy A Foundation for Pipeline Corrosion Protection[M]. Houston: NACE PRESS, 2003.285-286.