0引 言
在涂裝工藝中,面漆作為最終涂層����,其質(zhì)量直接決定了產(chǎn)品的整體外觀和防護(hù)性能����。然而,面漆流掛(圖 1)問(wèn)題一直困擾著涂裝技術(shù)人員����,它不僅影響產(chǎn)品的美觀度�,還可能導(dǎo)致涂層厚度不均、附著力下降等質(zhì)量問(wèn)題����。因此�,深入研究面漆流掛的處理方法和預(yù)防措施具有重要意義�����。
1面漆流掛的產(chǎn)生原因
1.1涂料原因
(1)黏度
涂料黏度過(guò)低是導(dǎo)致流掛的常見(jiàn)原因之一�����。涂料黏度直接影響其流動(dòng)性,當(dāng)黏度過(guò)低時(shí),在涂裝過(guò)程中,涂料在重力作用下更容易向下流淌�,難以在工件表面形成均勻且穩(wěn)定的涂層。不同類型的面漆�,其適宜的施工黏度范圍有所差異���,例如溶劑型面漆和水性面漆的黏度要求就不盡相同。
(2)固體含量
涂料固體含量過(guò)低���,意味著單位體積內(nèi)的成膜物質(zhì)較少��,為達(dá)到規(guī)定的膜厚���,需要涂裝較厚的涂層,這增加了流掛的風(fēng)險(xiǎn)。此外����,固體含量不均勻也會(huì)導(dǎo)致局部膜厚不一致�,進(jìn)而引發(fā)流掛現(xiàn)象。
(3)干燥特性
干燥速度過(guò)慢的涂料�,在未完全干燥固化前����,長(zhǎng)時(shí)間處于可流動(dòng)狀態(tài)��,受重力影響容易產(chǎn)生流掛����。涂料的干燥過(guò)程受多種因素影響,如溶劑揮發(fā)速度�、固化劑反應(yīng)活性等�。如果溶劑揮發(fā)過(guò)慢或固化劑與樹脂的反應(yīng)速度遲緩,都會(huì)延長(zhǎng)涂料的干燥時(shí)間����,增加流掛的可能性�。
1.2 工藝原因
(1)噴涂壓力
噴涂壓力對(duì)涂料的霧化效果和噴出量有顯著影響���。當(dāng)噴涂壓力過(guò)低時(shí),涂料不能充分霧化,會(huì)以較大的液滴形式噴出���,這些大液滴在工件表面堆積,容易造成流掛����。相反����,若噴涂壓力過(guò)高����,雖然涂料霧化良好,但可能會(huì)使單位時(shí)間內(nèi)的涂料噴出量過(guò)大����,同樣會(huì)導(dǎo)致涂層過(guò)厚而流掛�����。(一般手工噴涂壓力 0.4~0.6 MPa����,機(jī)器人噴涂壓力 0.6~0.8 MPa)
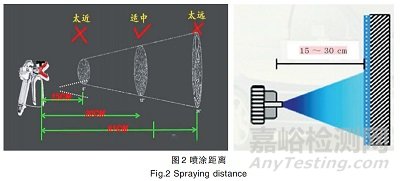
(2)噴涂距離
噴槍與工件表面的距離過(guò)近����,會(huì)使單位面積上的涂料沉積量過(guò)多�����,形成過(guò)厚的涂層����,從而引發(fā)流掛����。一般來(lái)說(shuō)��,合適的噴涂距離應(yīng)根據(jù)噴槍類型�、涂料特性和施工要求進(jìn)行調(diào)整�,通常在 15~30 cm 之間(圖2)。距離過(guò)遠(yuǎn)則會(huì)導(dǎo)致涂料飛散,造成涂料浪費(fèi)和涂層不均勻�����。
(3)噴涂速度
噴槍移動(dòng)速度過(guò)慢�,會(huì)使單位時(shí)間內(nèi)噴涂到工件表面的涂料量過(guò)多,導(dǎo)致涂層厚度不均勻����,局部過(guò)厚的涂層就容易出現(xiàn)流掛����。而噴槍移動(dòng)速度過(guò)快�,可能會(huì)導(dǎo)致涂層厚度不足,需要多次重復(fù)噴涂�,增加了流掛的風(fēng)險(xiǎn)。理想的噴涂速度應(yīng)保持均勻�����,一般控制在30~60 cm/s���。
(4)噴涂角度
噴槍與工件表面的噴涂角度不當(dāng),會(huì)使涂料在工件表面分布不均勻�。當(dāng)噴涂角度<69°時(shí)�����,涂料容易在重力作用下向下流淌,形成流掛�。因此�,在噴涂過(guò)程中���,應(yīng)保持噴槍與工件表面垂直����,確保涂料均勻地覆蓋在工件表面����。
(5)膜厚控制
涂裝過(guò)程中���,如果單次涂裝膜厚超過(guò)涂料的允許施工膜厚范圍���,就極易產(chǎn)生流掛���。不同類型的面漆�,其推薦的單次施工膜厚有所不同���,一般面漆總膜厚控制在 60~95μm 之間���。為了達(dá)到規(guī)定的總膜厚要求����,需要合理控制涂裝次數(shù)和單次膜厚(根據(jù)涂料廠家TDS 要求�,中涂膜厚控制在 10~16 μm�����,色漆膜厚 10~18 μm����,清漆膜厚 40~60 μm)
1.3 環(huán)境原因
(1)溫度
涂裝環(huán)境溫度對(duì)涂料的干燥速度有重要影響。在低溫環(huán)境下�,涂料的黏度會(huì)增大���,干燥速度減慢,這不僅會(huì)影響涂料的霧化效果��,還會(huì)使涂料在較長(zhǎng)時(shí)間內(nèi)保持可流動(dòng)狀態(tài)�����,增加流掛的可能性���。相反�����,過(guò)高的環(huán)境溫度可能導(dǎo)致涂料溶劑揮發(fā)過(guò)快,使涂層表面迅速干燥�����,而內(nèi)部溶劑仍在揮發(fā)����,從而產(chǎn)生針孔����、氣泡等缺陷����,同時(shí)也可能因涂層內(nèi)外干燥速度不一致而引發(fā) 流 掛 ����。 一 般 來(lái) 說(shuō) ��,汽 車 涂 裝 適 宜 的 環(huán) 境 溫 度 在20~25 ℃之間���。
(2)相對(duì)濕度
環(huán)境相對(duì)濕度對(duì)水性涂料的影響尤為顯著。當(dāng)環(huán)境相對(duì)濕度過(guò)高時(shí)��,水性涂料中的水分揮發(fā)受阻��,干燥速度變慢�����,容易產(chǎn)生流掛����。此外,高相對(duì)濕度環(huán)境還可能導(dǎo)致涂層表面產(chǎn)生發(fā)白現(xiàn)象�����,影響涂層的外觀質(zhì)量����。對(duì)于水性涂料�����,適宜的環(huán)境相對(duì)濕度通??刂圃?0%~70%之間����。
(3)通風(fēng)
良好的通風(fēng)條件有助于及時(shí)排出涂裝過(guò)程中揮發(fā)的溶劑和水分,促進(jìn)涂料的干燥���。如果通風(fēng)不良��,溶劑和水分在涂裝(噴房)室內(nèi)積聚,會(huì)使環(huán)境相對(duì)濕度升高��,涂料干燥速度減慢�����,增加流掛的風(fēng)險(xiǎn)���。同時(shí),通風(fēng)不暢還可能導(dǎo)致涂裝室內(nèi)空氣中的塵埃等雜質(zhì)增多�����,污染涂層表面��,影響涂裝質(zhì)量。一般噴房風(fēng)速控制在 0.3~0.4 m/s��。
1.4 設(shè)備原因
(1)設(shè)備噴涂性能
①手工噴涂噴槍的質(zhì)量和性能直接影響涂料的噴涂效果�。噴槍的噴嘴直徑�����、空氣帽結(jié)構(gòu)及噴槍的霧化性能等都會(huì)對(duì)涂料的噴出量����、霧化程度和噴涂均勻性產(chǎn)生影響����。如果噴槍的噴嘴磨損或堵塞����,會(huì)導(dǎo)致涂料噴出量不均勻�,從而引發(fā)流掛現(xiàn)象�����。此外���,噴槍的調(diào)節(jié)功能是否靈活準(zhǔn)確����,也關(guān)系到能否根據(jù)實(shí)際施工情況調(diào)整合適的噴涂參數(shù)。
②機(jī)器人噴涂
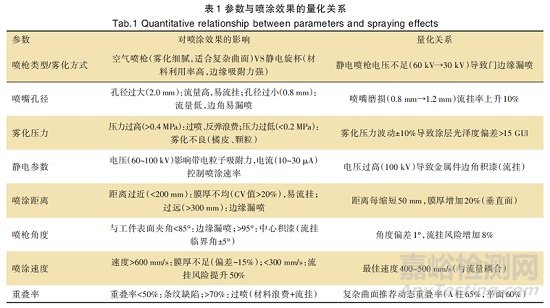
機(jī)器人噴涂參數(shù)對(duì)噴涂效果有重要影響�����,以下是一些主要參數(shù)及其分析(見(jiàn)表 1)���。
(2)涂料輸送系統(tǒng)
涂料輸送系統(tǒng)包括涂料泵���、管道、過(guò)濾袋等部件�����。如果涂料泵的輸出壓力不穩(wěn)定�����,會(huì)導(dǎo)致涂料在管道內(nèi)的流速不均勻�,進(jìn)而使噴涂到工件表面的涂料量不一致����,造成流掛�����。管道的直徑和長(zhǎng)度不合理�����,會(huì)產(chǎn)生較大的壓力損失�,影響涂料的輸送效果��。過(guò)濾袋堵塞會(huì)阻礙涂料的正常流動(dòng)��,導(dǎo)致涂料供應(yīng)不足或不均勻,同樣可能引發(fā)流掛問(wèn)題����。
2面漆流掛的預(yù)防措施
2.1 涂料選擇與管理
2.1.1 合理選擇涂料
根據(jù)汽車涂裝的工藝要求和質(zhì)量標(biāo)準(zhǔn)����,選擇合適類型和性能的面漆�����。在選擇涂料時(shí)�����,要充分考慮涂料的黏度���、固體含量����、干燥特性等因素�����,確保其符合施工要求���。例如��,對(duì)于外觀質(zhì)量要求較高的汽車車身涂裝,應(yīng)選擇具有良好流平性和干燥性能的面漆����。同時(shí)����,應(yīng)關(guān)注涂料的品牌和供應(yīng)商信譽(yù)�����,確保涂料質(zhì)量的穩(wěn)定性。
2.1.2 嚴(yán)格控制涂料質(zhì)量
建立完善的涂料質(zhì)量檢驗(yàn)制度�,對(duì)進(jìn)廠的每批次涂料進(jìn)行嚴(yán)格檢測(cè)���,確保其各項(xiàng)性能指標(biāo)符合標(biāo)準(zhǔn)要求�。檢測(cè)內(nèi)容包括涂料的黏度����、固體含量�、干燥時(shí)間、顏色等����。在涂料儲(chǔ)存過(guò)程中�,應(yīng)按照規(guī)定條件進(jìn)行儲(chǔ)存��,避免涂料受溫度����、相對(duì)濕度等環(huán)境因素的影響而變質(zhì)。定期對(duì)儲(chǔ)存的涂料進(jìn)行抽檢����,防止因儲(chǔ)存時(shí)間過(guò)長(zhǎng)導(dǎo)致涂料性能下降。
2.1.3 正確調(diào)配涂料
涂裝施工前,應(yīng)嚴(yán)格按照涂料供應(yīng)商提供的配方和工藝要求進(jìn)行涂料調(diào)配����。調(diào)配過(guò)程中,要準(zhǔn)確計(jì)量各種原材料的用量����,確保涂料的組成比例正確����。同時(shí)����,充分?jǐn)嚢杈鶆?���,避免出現(xiàn)顏料沉淀���、分層等現(xiàn)象����。對(duì)于需要添加稀釋劑的涂料�,應(yīng)根據(jù)施工環(huán)境和涂料黏度要求���,合理控制稀釋劑的用量,確保涂料施工黏度在適宜范圍內(nèi)��。
2.2 優(yōu)化施工工藝
2.2.1 精確控制噴涂參數(shù)
噴涂過(guò)程中����,應(yīng)根據(jù)涂料特性����、工件形狀和涂裝要求,精確調(diào)整噴涂流量、噴涂壓力�����、噴涂距離����、噴涂速度和噴涂角度等參數(shù)。通過(guò)試驗(yàn)和經(jīng)驗(yàn)總結(jié),確定每種面漆的最佳噴涂參數(shù)范圍����,并在生產(chǎn)過(guò)程中嚴(yán)格執(zhí)行�����。例如,某涂裝現(xiàn)場(chǎng)特定的面漆��,經(jīng)過(guò)試驗(yàn)確定機(jī)器人噴涂最佳噴涂壓力為 0.6~0.8 MPa��,噴涂距離為 18~25 cm��,噴涂速度為 400~500 mm/s�,噴涂角度為90°���。在實(shí)際施工中��,操作人員應(yīng)根據(jù)這些參數(shù)進(jìn)行優(yōu)化調(diào)整,確保涂層質(zhì)量的穩(wěn)定����。
2.2.2 采用合適的涂裝方法
根據(jù)汽車涂裝的特點(diǎn)和要求,選擇合適的涂裝方法����。常見(jiàn)的涂裝方法包括空氣噴涂�����、靜電噴涂���、旋杯噴涂等����,每種方法都有其優(yōu)缺點(diǎn)和適用范圍����。例如���,靜電噴涂具有涂料利用率高�����、涂層均勻���、附著力強(qiáng)等優(yōu)點(diǎn)����,適用于大規(guī)模汽車涂裝�����;空氣噴涂則具有設(shè)備簡(jiǎn)單��、操作靈活等特點(diǎn)���,適用于小型零部件的涂裝����。在選擇涂裝方法時(shí)���,要綜合考慮生產(chǎn)效率�、涂裝質(zhì)量、成本等因素��。
2.2.3 控制涂裝膜厚
通過(guò)合理的涂裝工藝設(shè)計(jì)和操作控制,確保涂層膜厚均勻且符合規(guī)定要求����。在涂裝過(guò)程中���,可以采用分道噴涂工藝(首次薄噴+二次厚噴)��,這樣可以增加噴涂次數(shù)�����,降低流掛風(fēng)險(xiǎn)�。同時(shí)��,利用膜厚檢測(cè)儀等設(shè)備,實(shí)時(shí)監(jiān)測(cè)涂層膜厚����,及時(shí)調(diào)整噴涂參數(shù)����,確保膜厚控制在合理范圍內(nèi)�。一般來(lái)說(shuō)���,汽車漆面總膜厚要求在 80~120 μm 之間�����,應(yīng)根據(jù)不同的車型和涂裝要求進(jìn)行具體控制。
2.3改善涂裝環(huán)境
2.3.1 控制環(huán)境溫度和相對(duì)濕度
在涂裝車間內(nèi)安裝溫濕度調(diào)節(jié)設(shè)備����,如空調(diào)����、除濕機(jī)等����,確保涂裝環(huán)境的溫度和相對(duì)濕度保持在適宜范圍內(nèi)���。根據(jù)涂料類型和涂裝工藝要求����,設(shè)置合理的溫濕度參數(shù)��,并實(shí)時(shí)監(jiān)測(cè)和調(diào)整。例如���,對(duì)于水性涂料涂裝��,宜將環(huán)境溫度控制在(23±2)℃,相對(duì)濕度控制在(65±5)%��。同時(shí)�����,需注意涂裝車間內(nèi)的溫度和濕度分布均勻性�,避免出現(xiàn)局部溫濕度異常的情況���。
2.3.2 加強(qiáng)通風(fēng)換氣
設(shè)計(jì)合理的通風(fēng)系統(tǒng)���,確保涂裝車間內(nèi)有良好的通風(fēng)換氣條件�。通風(fēng)系統(tǒng)應(yīng)能及時(shí)有效排出涂裝過(guò)程中揮發(fā)的溶劑和水分��,保持室內(nèi)空氣清新�。同時(shí)�,需控制通風(fēng)速度�����,避免因通風(fēng)過(guò)快導(dǎo)致涂料干燥不均勻或產(chǎn)生灰塵污染����。通風(fēng)量的大小應(yīng)根據(jù)涂裝車間的面積����、涂裝設(shè)備數(shù)量����、涂料用量等因素計(jì)算確定。一般來(lái)說(shuō)���,涂裝車間的通風(fēng)換氣次數(shù)應(yīng)控制為10~15次/h。
2.3.3 保持涂裝車間清潔
定期對(duì)涂裝車間進(jìn)行清潔���,清除地面�、墻壁及設(shè)備表面的灰塵��、油污等雜質(zhì)�,防止污染涂層表面���。在涂裝作業(yè)區(qū)域��,應(yīng)設(shè)置專門的防塵設(shè)施(如防塵簾、空氣過(guò)濾器等)��,減少空氣中塵埃對(duì)涂裝質(zhì)量的影響���。同時(shí)�,應(yīng)加強(qiáng)對(duì)操作人員的管理���,要求其穿戴干凈的工作服和手套����,避免將外界污染物帶入涂裝車間���。
2.4 設(shè)備維護(hù)與管理
2.4.1 定期維護(hù)機(jī)器人
機(jī)器人是涂裝施工的關(guān)鍵設(shè)備,應(yīng)定期對(duì)機(jī)器人進(jìn)行維護(hù)保養(yǎng)�。每次使用后,應(yīng)及時(shí)清洗機(jī)器人�����,清除機(jī)器人管道內(nèi)部和外部的涂料殘留����。定期檢查機(jī)器人的計(jì)量泵����、噴嘴��、整形環(huán)����、成型空氣罩����、旋杯等部件����,如有磨損、堵塞或損壞�,應(yīng)及時(shí)更換���。同時(shí)�,要對(duì)機(jī)器人的調(diào)節(jié)裝置進(jìn)行檢查和校準(zhǔn)����,確保其能夠準(zhǔn)確調(diào)節(jié)噴涂參數(shù)。一般來(lái)說(shuō)�����,機(jī)器人的維護(hù)保養(yǎng)周期為2 次/天常規(guī)維護(hù)����,1 次/周深度維護(hù);對(duì)于使用頻繁的設(shè)備����,應(yīng)適當(dāng)縮短維護(hù)周期。
2.4.2 維護(hù)涂料輸送系統(tǒng)
定期檢查涂料輸送系統(tǒng)的各個(gè)部件,包括涂料泵����、管道、過(guò)濾器等�。確保涂料泵的輸出壓力穩(wěn)定����,管道無(wú)泄漏�、無(wú)堵塞���,過(guò)濾器清潔暢通。定期更換過(guò)濾器濾芯����,防止雜質(zhì)進(jìn)入涂料中影響涂裝質(zhì)量。同時(shí)���,需對(duì)涂料輸送系統(tǒng)進(jìn)行壓力測(cè)試���,確保其在正常工作壓力范圍內(nèi)運(yùn)行。涂料輸送系統(tǒng)的維護(hù)保養(yǎng)周期一般為每月一次;對(duì)于一些易損部件(如密封件����、管道接頭等),應(yīng)根據(jù)實(shí)際使用情況及時(shí)更換。
2.4.3 更新和升級(jí)涂裝設(shè)備
隨著汽車涂裝技術(shù)的不斷發(fā)展�����,應(yīng)適時(shí)更新和升級(jí)涂裝設(shè)備�,以提高涂裝生產(chǎn)的自動(dòng)化水平和涂裝質(zhì)量穩(wěn)定性��。例如���,采用智能化的噴涂機(jī)器人代替人工噴涂��,可以精確控制噴涂參數(shù)�����,減少人為因素對(duì)涂裝質(zhì)量的影響��。同時(shí)����,新型涂裝設(shè)備在設(shè)計(jì)和制造上更加注重節(jié)能環(huán)保和操作便捷性,有助于提高生產(chǎn)效率和降低生產(chǎn)成本�。
3汽車涂裝面漆流掛的解決方法
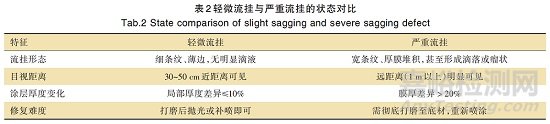
汽車涂裝面漆流掛按照流掛程度可分為輕微流掛和嚴(yán)重流掛���,其狀態(tài)對(duì)比見(jiàn)表 2����。
3.1 輕微流掛的處理
對(duì)于輕微的面漆流掛缺陷���,可以在涂料干燥后進(jìn)行打磨和拋光處理�����。首先,使用砂紙對(duì)流掛部位進(jìn)行打磨����,將流痕磨平。砂紙的選擇應(yīng)根據(jù)涂層的硬度和流掛的嚴(yán)重程度來(lái)確定��,一般從粗砂紙開始,逐漸過(guò)渡到細(xì)砂紙��。例如���,先用 1 000~1 500 目的粗砂紙進(jìn)行初步打磨����,去除明顯的流痕���,再用 2 000~2 500 目的細(xì)砂紙進(jìn)行精細(xì)打磨��,使涂層表面更加平整�。打磨完成后�����,使用拋光機(jī)和拋光蠟對(duì)涂層進(jìn)行拋光處理,恢復(fù)涂層的光澤�。在拋光過(guò)程中,需注意控制拋光機(jī)的轉(zhuǎn)速和壓力����,避免對(duì)涂層造成損傷�����。
3.2 嚴(yán)重流掛的處理
當(dāng)面漆流掛較為嚴(yán)重時(shí)��,打磨和拋光處理可能無(wú)法完全消除缺陷�,需要進(jìn)行返工涂裝�。首先���,使用600~800 目粗砂紙進(jìn)行打磨�����,將流掛的涂層去除干凈����。打磨后�,對(duì)工件表面進(jìn)行徹底的清潔處理����,確保表面無(wú)殘留的油污����、打磨灰等���。然后,按照正常的涂裝工藝進(jìn)行重新涂裝����,嚴(yán)格控制涂裝參數(shù)和施工質(zhì)量��,防止流掛現(xiàn)象再次發(fā)生���。在返工涂裝過(guò)程中�,要對(duì)整個(gè)涂裝過(guò)程進(jìn)行嚴(yán)格監(jiān)控�����,確保涂層質(zhì)量符合要求�。
4結(jié) 語(yǔ)
汽車涂裝面漆流掛問(wèn)題涉及涂料��、施工工藝、環(huán)境和設(shè)備等多方面因素���。通過(guò)深入分析流掛產(chǎn)生的原因,并采取相應(yīng)的預(yù)防和解決措施����,可有效減少和避免面漆流掛現(xiàn)象��,提高汽車涂裝質(zhì)量和生產(chǎn)效率���。表面粗糙度得到了有效控制����,涂層質(zhì)量顯著提升。本研究成果不僅為客車制造業(yè)提供了有效的工藝優(yōu)化方案�,也為相關(guān)領(lǐng)域的研究提供了新的理論支持。未來(lái)�,將繼續(xù)深化對(duì)涂層工藝的研究,探索更多優(yōu)化方法和技術(shù)�����,進(jìn)一步提高涂層質(zhì)量和生產(chǎn)效率,推動(dòng)客車制造業(yè)向著更加環(huán)保、高效的方向發(fā)展��。