摘要:為研究異種板厚、異種母材鋁合金激光焊接頭性能�����,以厚度為1.5 mm 的5182-O 及厚度為3 mm的 6061-T6 異種鋁合金激光填絲焊為研究對(duì)象���,分析焊后試樣接頭硬度�、金相及拉伸性能���,并對(duì)斷口進(jìn)行SEM分析����。結(jié)果表明:厚度不同的異種金屬焊接時(shí)���,將激光光斑偏向厚板可獲得良好接頭�����;5182�����、6061 鋁合金母材中的晶粒均為纖維狀�,焊縫區(qū)為等軸晶,晶粒方向不一�,晶粒組織細(xì)小�����;5182 熔合線位置硬度最低�,最低值為57.9 HV0.1,試驗(yàn)力為0.98 N����;接頭平均抗拉強(qiáng)度為252.8 MPa,斷口處韌窩數(shù)量較多且深��,分布較均勻��,斷裂方式為韌性斷裂。
關(guān)鍵詞:異種合金 5182/6061鋁合金 激光填絲焊 性能研究
1 前言
汽車輕量化是公路交通領(lǐng)域低碳發(fā)展的有效途徑[1]����。由于合金成分組織性能差異,焊接過程出現(xiàn)的氣孔�、偏析��、接頭軟化和裂紋等將嚴(yán)重影響焊接接頭質(zhì)量[2]�����。異種鋁合金的應(yīng)用帶來了異種鋁合金焊接問題�����,如蔚來ES8 高鋁化車身內(nèi)板采用5xxx 系鋁合金��,外板及框架采用6xxx 系鋁合金[3]�。
在汽車零部件結(jié)構(gòu)設(shè)計(jì)時(shí),為獲得零部件的高質(zhì)量接頭并高效連接�����,異種牌號(hào)鋁合金焊接技術(shù)是必不可少的研究?jī)?nèi)容��,對(duì)接頭質(zhì)量的要求極為嚴(yán)格�����,在提升輕量化水平的同時(shí),需保證安全性能����。目前,對(duì)5182/6061 異種鋁合金的激光焊接研究較少[4-7]���。本文針對(duì)異種合金激光焊接技術(shù)進(jìn)行焊接試驗(yàn)研究�����。
2 試驗(yàn)材料����、設(shè)備及試驗(yàn)方法
2.1 試驗(yàn)材料
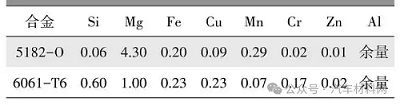
本次試驗(yàn)?zāi)覆倪x用厚度為1.5 mm 的5182-O和厚度為3 mm 的6061-T6 鋁合金板材����,5182-O母材尺寸為150 mm×300 mm×1.5 mm,6061-T6 母材尺寸為150 mm×300 mm×3 mm��,填充焊絲采用?1.2 mm 的ER5356 焊絲�,母材化學(xué)成分和性能分別如表1 和表2 所示。
表1 5182-O/6061-T6鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
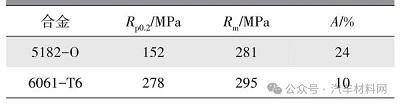
表2 5182-O/6061-T6鋁合金力學(xué)性能
2.2 焊接設(shè)備
本試驗(yàn)激光焊接試驗(yàn)采用德國(guó)通快公司的Trudisk 8002 碟片式激光器、雙焦點(diǎn)激光頭�、庫卡機(jī)器人和工裝平臺(tái)等,激光器最大輸出功率為8 000 W�����,波長(zhǎng)為1 030~1 080 nm���,焦點(diǎn)光斑直徑為0.42 mm,焦距為310 mm��,焊接保護(hù)氣體采用99.99%純度的Ar��。
2.3 試驗(yàn)方法
試驗(yàn)前需對(duì)5182/6061 鋁合金待焊區(qū)表面進(jìn)行處理����,采用碗刷對(duì)待焊處30 mm 范圍進(jìn)行打磨,去除母材表面Al2O3氧化膜和油污����,清理完成后采用99.99%純度乙醇擦拭,乙醇揮發(fā)后在4 h 內(nèi)進(jìn)行焊接試驗(yàn)����,避免母材長(zhǎng)時(shí)間暴露在空氣中再次形成氧化膜。
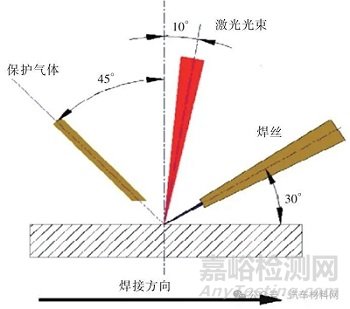
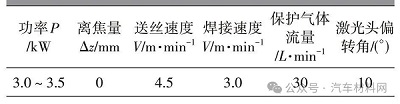
本試驗(yàn)采用激光填絲焊,接頭形式為對(duì)接接頭���,組對(duì)時(shí)要求無間隙����。由于母材為異種板厚�,因此,在程序軌跡示教時(shí)��,要合理分配激光能量配比�,將能量向厚板側(cè)傾斜,避免能量分布不均導(dǎo)致薄板處出現(xiàn)焊漏���、塌陷��、咬邊等�����,由于鋁合金為高反合金材料����,因此�����,在激光焊接時(shí)激光頭應(yīng)與待焊試件表面呈6°~10°的夾角,將大部分能量反射至安全區(qū)域��,避免反射的激光能量損壞激光頭���。具體焊接試驗(yàn)參數(shù)如表3所示�,焊接示意如圖1所示����。
圖1 激光焊接示意
表3 試驗(yàn)參數(shù)
3 試驗(yàn)結(jié)果分析
3.1 表面成型及宏觀形貌
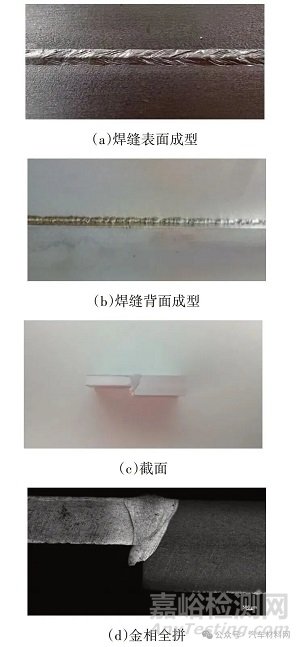
激光焊接時(shí),將激光光斑偏向厚板側(cè)2/3�,偏向薄板側(cè)1/3�,以避免由于激光能量分布不均導(dǎo)致的薄板塌陷,激光填絲焊后表面成型及端部截面���、金相全拼(10×)如圖2 所示�����。由圖2a���、圖2b 可知�,激光焊焊縫較窄��,表面成型較好����,魚鱗紋明顯且無飛濺,無咬邊裂紋等�����,焊縫表面無下榻���,具有1.0~1.5 mm 的余高���,焊縫呈現(xiàn)V 型,成型良好���,焊縫熔寬約為4~5 mm��,熔深為1.5 mm�。圖2c��、圖2d 分別為焊縫截面及焊縫斷面(10×)��,其內(nèi)部有少量氣孔,單個(gè)氣孔尺寸小于0.3t(板厚)�����,符合GB/T 22085.2—2008《電子束及激光焊接接頭缺欠質(zhì)量分級(jí)指南》��,對(duì)接頭質(zhì)量影響較小����。
圖2 表面形貌及截面全拼
產(chǎn)生氣孔的原因較多,由于鋁合金化學(xué)活潑性強(qiáng)���,若母材長(zhǎng)時(shí)間暴露在空氣中���,會(huì)在表面形成致密氧化鋁薄膜,在大氣中吸附水分��,在焊接過程中���,水分發(fā)生分解,產(chǎn)生的氫原子會(huì)溶入熔池并最終逸出�����,H 在鋁合金固相中的溶解度遠(yuǎn)低于其在液相中的溶解度,且激光焊快速熔化快速冷卻��,焊縫凝固過程中��,氫聚集形成氫氣泡且來不及逸出�����,導(dǎo)致焊縫內(nèi)易生成氫氣孔[8]����。
3.2 高倍組織分析
3.2.1 制樣采用立式鋸床將待試板加工為40 mm×15 mm的接頭試樣。
3.2.2 研磨
a. 粗拋:先采用粗砂紙(100#)對(duì)切割面進(jìn)行打磨�����,去除切割不平���、劃痕等���。
b. 細(xì)拋:依次采用細(xì)砂紙(240#~2 000#)打磨同一端面,直到試樣端面無任何劃痕����。
c. 拋光:接頭端部通過拋光機(jī)�,采用拋光布并不斷加入金剛石拋光膏���,直至接頭端部無劃痕�����,達(dá)到鏡面效果�。
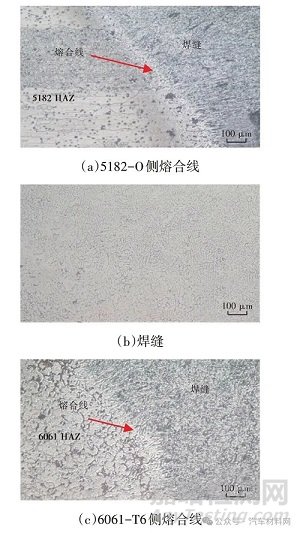
3.2.3 腐蝕腐蝕藥品采用kaller 試劑���,采用棉球蘸取腐蝕劑均勻擦拭端面���,經(jīng)腐蝕后進(jìn)行高倍組織分析,試驗(yàn)設(shè)備采用蔡司M2m 光學(xué)顯微鏡觀察接頭焊縫區(qū)�����、5182 側(cè)熔合線�����、6061 側(cè)熔合線組織�����,金相結(jié)果如圖3 所示�����。
圖3 高倍組織
圖3a 為5182 側(cè)熔合線處金相組織����,熔合線焊縫側(cè)晶粒組織方向性明顯,沿垂直于熔合線方向生長(zhǎng)�����,在5182HZA 區(qū)晶粒組織有所長(zhǎng)大���,在5182 合金中����,Mg 主要以固溶狀態(tài)和析出相β 相形式存在[9]��,基體組織為α-Al�,無第二相存在。圖3b 為焊縫區(qū)金相組織�,焊縫區(qū)組織為細(xì)小的樹枝晶與等軸晶[10-11]。晶粒方向不一,晶粒組織細(xì)小�����,這主要是由于激光焊能量密度高����、焊接速度快,焊縫區(qū)金屬快速熔化快速凝固����,焊縫區(qū)晶粒組織來不及長(zhǎng)大�。圖3c 為6061 側(cè)熔合線組織,在靠近熔合線一側(cè)出現(xiàn)明顯細(xì)小的等軸晶��,在靠近焊縫處,同樣出現(xiàn)了方向性較強(qiáng)���、垂直于熔合線的柱狀晶�,說明接頭處晶粒組織是沿激光焊焊后散熱較快方向的反方向生長(zhǎng)���,在焊接熱作用的影響下��,HAZ 區(qū)處晶粒組織有所長(zhǎng)大��,向焊縫內(nèi)部延伸��,在熔合線附近部分區(qū)域出現(xiàn)Mg2Si 強(qiáng)化相聚集�����,分布不均勻�,提高了接頭強(qiáng)度��。
3.3 顯微硬度分析
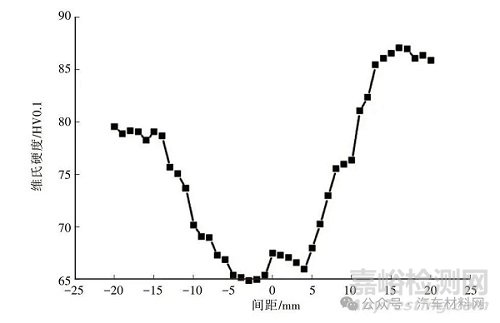
接頭硬度試驗(yàn)按照GB/T 2654—2008《焊接接頭硬度試驗(yàn)方法》執(zhí)行��,以焊縫中心為原點(diǎn)向兩側(cè)分別進(jìn)行硬度測(cè)試�����,測(cè)試結(jié)果如圖4 所示�����。硬度最低值出現(xiàn)在5182 側(cè)�,受激光焊熱作用影響,在5182近縫區(qū)硬度值較低�����,最低硬度為57.9 HV0.1,但在HAZ 區(qū)處并未出現(xiàn)明顯的軟化區(qū)�����,這是因?yàn)?182鋁合金為不可熱處理的強(qiáng)化鋁合金�。6061 側(cè)硬度最低值出現(xiàn)在HAZ 區(qū),且焊縫位置硬度高于HAZ��,說明在HAZ 區(qū)出現(xiàn)了明顯的軟化區(qū)����,該區(qū)域晶粒組織粗大,抗壓能力較差��,力學(xué)性能低���。
圖4 顯微硬度曲線
3.4 焊接接頭力學(xué)性能分析
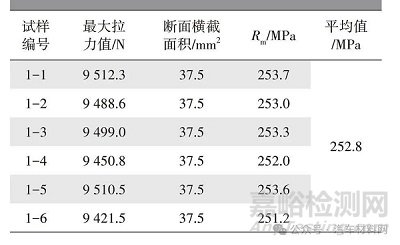
選用島津AG-X 100KNH 型電子萬能實(shí)驗(yàn)機(jī)進(jìn)行橫向室溫拉伸試驗(yàn)�����,拉伸試樣規(guī)格為180 mm×30 mm 的非標(biāo)尺寸���,由于2 種母材為異厚度焊接,拉伸試驗(yàn)結(jié)果僅給出最大拉伸力��,最大抗拉強(qiáng)度為最大拉力(N)與斷面橫截面積(mm2)的比值,焊接試驗(yàn)件力學(xué)檢測(cè)結(jié)果如表4所示��。
表4 力學(xué)性能測(cè)試結(jié)果
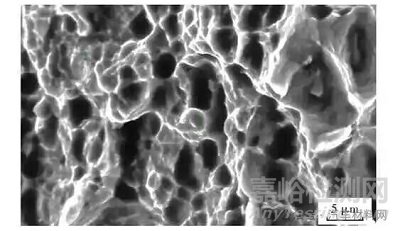
當(dāng)光斑的2/3 在厚板6061 側(cè)時(shí)���,接頭平均抗拉強(qiáng)度為252.8 MPa,斷裂位置在薄板熔合線位置��,與硬度檢測(cè)結(jié)果中最低硬度值出現(xiàn)在5182 側(cè)相符����,5182 為厚度為1.5 mm 的薄板,拉伸強(qiáng)度明顯低于厚度為3 mm 的6061-T6�����,且異種合金在焊接過程中����,接頭處合金元素重新分布,激光焊作用到母材表面時(shí)�,母材迅速熔化,Mg 元素發(fā)生劇烈汽化����,稀釋了形成第二相的元素���,降低了強(qiáng)化效果。對(duì)拉伸斷口進(jìn)行電鏡掃描�����,結(jié)果如圖5 所示�����,韌窩數(shù)量較多且深����,分布較均勻,斷口表面存在滑移分離����,呈現(xiàn)出蛇形滑動(dòng)特征,撕裂楞上分布有細(xì)小的韌窩�,為韌性斷裂[12-13]。
圖5 拉伸斷口SEM
4 結(jié)論
a. 采用激光填絲焊對(duì)5182/6061 異種合金進(jìn)行焊接時(shí)����,焊縫表面成型良好,無表面缺陷���。
b. 6005A����、5182 鋁合金母材中的晶粒都為纖維狀,焊縫區(qū)為明顯等軸晶���,組織從上到下由樹枝晶逐漸轉(zhuǎn)變?yōu)榧?xì)小等軸晶�,越靠近圓弧形邊界����,晶粒越粗大��。
c. 硬度最小值出現(xiàn)在5182 側(cè)熔合線區(qū)域����,最低硬度為57.9 HV0.1;6061 側(cè)硬度最小值出現(xiàn)在HAZ 區(qū)�����,說明6xxx 系合金HAZ 區(qū)存在明顯的軟化區(qū)����。
d. 接頭平均抗拉強(qiáng)度為252.8 MPa��,斷裂位置在5182 側(cè)�����,斷口SEM 結(jié)果顯示韌窩數(shù)量較多且深�,分布較均勻���,斷裂方式為韌性斷裂��。
來源:期刊《汽車工藝與材料》作者:金鑫 祝哮 王東輝 唐鴻洋 周金旭 葉樹茂(遼陽象嶼鋁業(yè)有限公司�,遼陽 111003)