熱塑性復(fù)合材料因生產(chǎn)效率高���、成型周期短�、可在高濕環(huán)境中長(zhǎng)時(shí)間使用�,同時(shí)可回收再利用,具有廣闊的發(fā)展空間�。
與金屬材料相比,樹(shù)脂基復(fù)合材料與結(jié)構(gòu)一次成型���,成型后無(wú)后續(xù)工藝對(duì)材料組分和缺陷進(jìn)行改善���,且成型過(guò)程中存在樹(shù)脂流動(dòng)、氣泡遷移等多種復(fù)雜變化�,因而�,不可避免地存在分層����、空洞、脫黏等缺陷����,影響構(gòu)件使用性能。
無(wú)損檢測(cè)技術(shù)可用于材料內(nèi)部缺陷檢測(cè)與材料評(píng)價(jià)等方面����,貫穿于航空樹(shù)脂基復(fù)合材料研制、生產(chǎn)�、使用全過(guò)程。采用科學(xué)合理的無(wú)損檢測(cè)技術(shù)提高危險(xiǎn)性缺陷檢出率����,是航空發(fā)動(dòng)機(jī)樹(shù)脂基復(fù)合材料構(gòu)件可靠使用的有力保障,具有重要的戰(zhàn)略意義���。
目前�,由于熱塑性復(fù)合材料使用較少����,在該類材料內(nèi)部主要缺陷特征����、無(wú)損檢測(cè)方法適應(yīng)性及質(zhì)量評(píng)價(jià)方法等方面����,還缺少數(shù)據(jù)積累和方法研究。
超聲檢測(cè)是目前應(yīng)用最廣泛的無(wú)損檢測(cè)方法之一���,其不僅能對(duì)材料表面與內(nèi)部缺陷進(jìn)行檢測(cè),還能用于材料內(nèi)部組織和特性的表征���?��;诖耍袊?guó)航發(fā)北京航空材料研究院的研究人員采用超聲縱波檢測(cè)方法對(duì)熱塑性復(fù)合材料進(jìn)行了評(píng)價(jià)�。
1熱塑性與熱固性復(fù)合材料超聲特性及內(nèi)部質(zhì)量對(duì)比
熱固性復(fù)合材料與熱塑性復(fù)合材料的成分和制作工藝不同,其組織特征和聲波特性必然存在差異���。
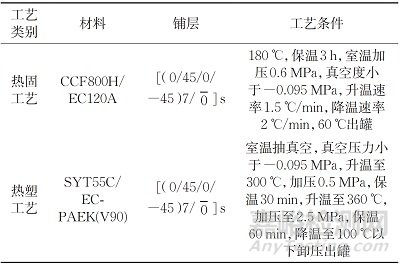
選取熱固性及熱塑性復(fù)合材料層板各一塊:
聲速測(cè)量
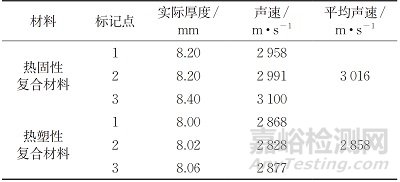
首先用游標(biāo)卡尺測(cè)量試件厚度h�,然后獲得試件的底面多次反射回波���,以兩次回波前沿起始位置(零點(diǎn)位置)作為測(cè)量點(diǎn)�,測(cè)量?jī)纱位夭ㄩg的間隔時(shí)間t,再根據(jù)公式c=2h/t計(jì)算待測(cè)材料的聲速c����。
熱固性復(fù)合材料與熱塑性復(fù)合材料聲速對(duì)比結(jié)果如下:
分析影響超聲聲速測(cè)量不確定度的因素有:
① 重復(fù)性引入的標(biāo)準(zhǔn)不確定度分量;
② 超聲檢測(cè)儀厚度數(shù)字示值的分辨率引入的不確定度分量�;
③ 游標(biāo)卡尺的示值誤差引入的不確定度分量。
經(jīng)計(jì)算�,擴(kuò)展不確定度U為64 m/s,包含因子k=2�。即熱固性復(fù)合材料層板的測(cè)量結(jié)果為(3016±64)m/s,k=2���;熱塑性復(fù)合材料層板的測(cè)量結(jié)果為(2858±64)m/s�,k=2���。
可見(jiàn)熱固性復(fù)合材料層板比熱塑性復(fù)合材料層板聲速略大����。盡管兩者的材料及工藝條件不同���,但聲速差異很小���。
衰減率測(cè)量
通過(guò)比較不同材料的一次底波幅值可有效判斷聲波的衰減���。當(dāng)材料中聲能衰減大時(shí),一次底波的幅值會(huì)減小�,反之聲能衰減小時(shí),一次底波的幅值會(huì)升高���。
采用D11(頻率為5 MHz�,晶片直徑為6 mm)探頭���,分別將熱固性與熱塑性復(fù)合材料層板底面回波幅值調(diào)至80%,記錄增益值如下:
可見(jiàn)熱塑性復(fù)合材料層板的衰減略小于熱固性復(fù)合材料層板�,聲衰減系數(shù)相差約0.5 dB/mm。
復(fù)合材料層板缺陷檢測(cè)
由上可知熱固性和熱塑性復(fù)合材料層板的聲學(xué)特性差別不大�,可采用相同的檢測(cè)方法及參數(shù)進(jìn)行內(nèi)部質(zhì)量的對(duì)比分析。
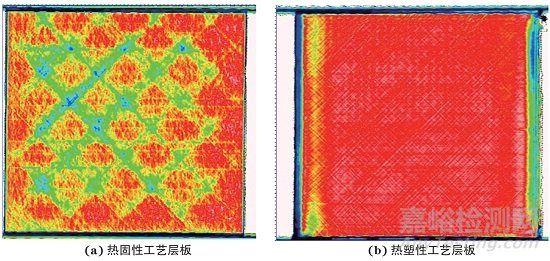
采用超聲噴水式脈沖穿透技術(shù)檢測(cè)復(fù)合材料層板的內(nèi)部質(zhì)量���,檢測(cè)時(shí)將兩個(gè)探頭分別置于層板兩側(cè)����,作為發(fā)射探頭和接收探頭���,將層板完好部位穿透信號(hào)調(diào)整至熒光屏滿刻度的60%~80%�,對(duì)復(fù)合材料板進(jìn)行C掃描成像,結(jié)果如圖1所示�。
圖1 熱固性和熱塑性復(fù)合材料層板的超聲C掃描結(jié)果
可知熱固性復(fù)合材料層板存在衰減較大區(qū)域(圖中綠色和藍(lán)色區(qū)域),熱塑性材料層板內(nèi)部質(zhì)量比較均勻�。即熱塑性復(fù)合材料層板內(nèi)部質(zhì)量可以達(dá)到熱固性復(fù)合材料層板內(nèi)部質(zhì)量水平。
綜上可知����,熱塑性復(fù)合材料層板的聲速、衰減率以及內(nèi)部質(zhì)量都能達(dá)到熱固性復(fù)合材料層板的水平����,該結(jié)論為熱塑性復(fù)合材料層板的廣泛應(yīng)用提供了基礎(chǔ)數(shù)據(jù)支撐。
2熱塑性復(fù)合材料焊接試件內(nèi)部缺陷檢測(cè)
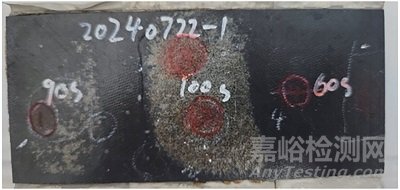
在分析了熱塑性材料的基礎(chǔ)超聲特性的基礎(chǔ)上����,選取如圖2所示的熱塑性復(fù)合材料焊接件進(jìn)行超聲檢測(cè)可檢性分析,采用接觸式脈沖反射與噴水式脈沖穿透兩種檢測(cè)模式分析該焊接件的內(nèi)部質(zhì)量���。
圖2 熱塑性復(fù)合材料焊接件實(shí)物
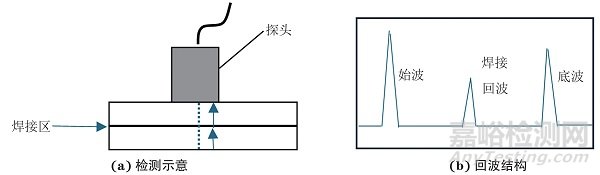
采用接觸式脈沖反射技術(shù)檢測(cè)時(shí)����,將探頭置于焊接件表面�,發(fā)射脈沖在焊接界面產(chǎn)生反射回波,在制件底面也會(huì)有底面回波,如圖3所示����。
圖3 焊接區(qū)接觸式脈沖反射技術(shù)檢測(cè)及回波結(jié)構(gòu)
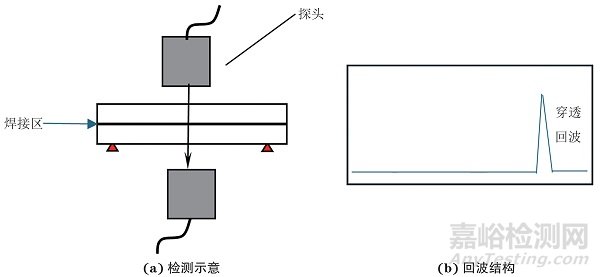
采用噴水式脈沖穿透技術(shù)檢測(cè)時(shí),發(fā)射探頭發(fā)射的超聲波穿過(guò)試件被接收探頭接收����,在儀器熒光屏上會(huì)顯示穿透回波,如圖4所示���。
圖4 焊接區(qū)噴水式脈沖穿透技術(shù)檢測(cè)及回波結(jié)構(gòu)
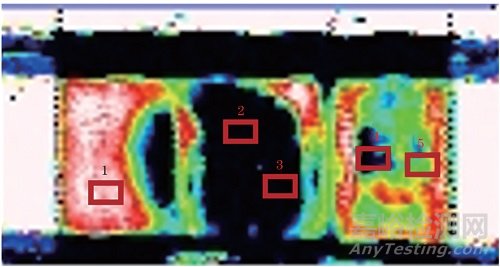
熱塑性復(fù)合材料焊接件超聲C掃描結(jié)果如圖5所示���,可知焊接件質(zhì)量不均勻,存在穿透回波降低幅度較大部位(黑色部位)���。
圖5 熱塑性復(fù)合材料焊接件超聲C掃描結(jié)果
選取圖5中的5個(gè)穿透回波幅度有差異的標(biāo)記點(diǎn)進(jìn)行超聲A掃描波形記錄和解剖高倍組織圖分析����,如圖6所示����。
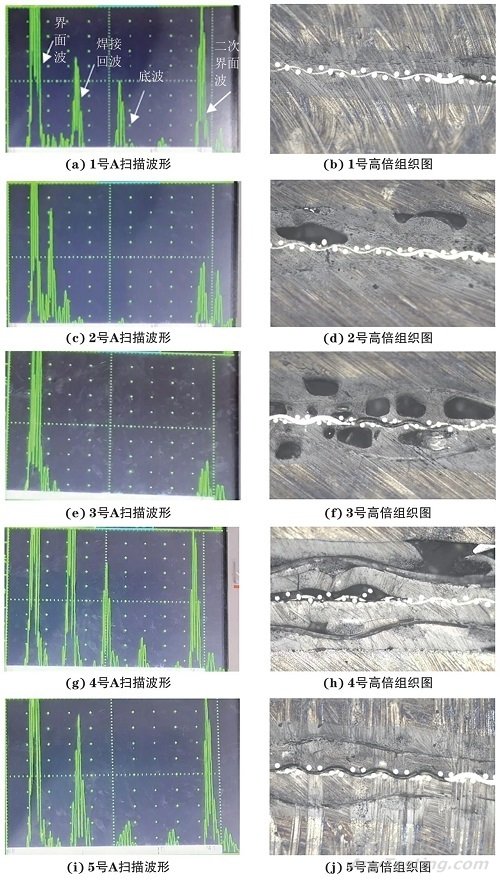
圖6 熱塑性焊接件標(biāo)記點(diǎn)處的超聲A掃描波形及相應(yīng)的高倍組織圖
可見(jiàn)標(biāo)記點(diǎn)1處的組織良好,在A掃描波形中有焊接界面回波及底波����;標(biāo)記點(diǎn)2處在界面回波與焊接界面回波之間存在反射回波,焊接界面回波和底波消失���,即焊接溫度太高���,樹(shù)脂出現(xiàn)熱降解,導(dǎo)致出現(xiàn)氣孔����;標(biāo)記點(diǎn)3處的界面回波和底波消失,即試件內(nèi)部存在大量氣孔導(dǎo)致回波衰減消失�;標(biāo)記點(diǎn)4處的波形顯示存在較高的分層回波,與高倍組織圖形成很好的對(duì)應(yīng)�,原因?yàn)楹附訒r(shí)間比較短,樹(shù)脂未完全熔合���;標(biāo)記點(diǎn)5處的底波略降低���,原因在于玻纖預(yù)浸料溶入不是特別好�。
由上可知�,熱塑性復(fù)合材料焊接件具有超聲可檢性,超聲檢測(cè)技術(shù)可以檢出試件內(nèi)部的氣孔�、分層和焊接不良。噴水式脈沖穿透技術(shù)可以直觀給出試件的整體質(zhì)量�,但無(wú)法確定缺陷的深度位置,因此在檢測(cè)過(guò)程中要結(jié)合噴水式脈沖穿透技術(shù)和接觸式脈沖反射技術(shù)來(lái)綜合評(píng)價(jià)熱塑性復(fù)合材料焊接件的內(nèi)部質(zhì)量����。
3自動(dòng)鋪放工藝的跟蹤檢測(cè)
由于熱塑性復(fù)合材料自動(dòng)化、低成本制造技術(shù)的需求�,還需加快國(guó)內(nèi)熱塑性樹(shù)脂基復(fù)合材料自動(dòng)鋪放技術(shù)的研究步伐,爭(zhēng)取在國(guó)內(nèi)早日實(shí)現(xiàn)熱塑性樹(shù)脂基復(fù)合材料自動(dòng)鋪放成型���,因此需分析自動(dòng)鋪放工藝參數(shù)對(duì)成型構(gòu)件性能的影響并對(duì)其進(jìn)行優(yōu)化�。
復(fù)合材料制備工藝
采用自動(dòng)鋪放+烘箱固化工藝���、自動(dòng)鋪放+二次熱壓工藝兩種制備工藝,制備熱塑性復(fù)合材料試驗(yàn)件各一件�。
內(nèi)部質(zhì)量具體檢測(cè)
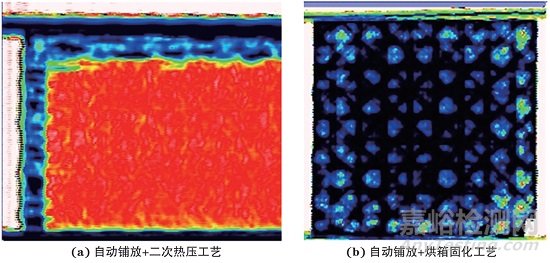
采用頻率為5 MHz的探頭進(jìn)行噴水式脈沖穿透技術(shù)檢測(cè),結(jié)果如圖7所示。
圖7 不同工藝熱塑性復(fù)合材料層板的超聲C掃描結(jié)果
可以看出自動(dòng)鋪放+二次熱壓工藝熱塑性復(fù)合材料制件聲能衰減小����,組織致密均勻;自動(dòng)鋪放工藝+烘箱固化工藝熱塑性復(fù)合材料制件衰減大����,組織均勻性較差。
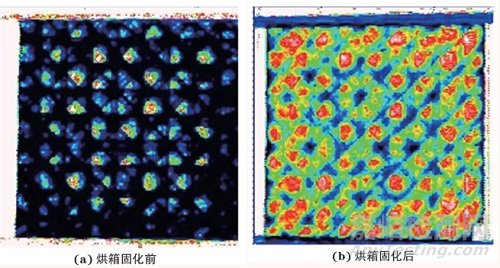
對(duì)不同狀態(tài)下的熱塑性復(fù)合材料層板采用頻率為1 MHz的探頭進(jìn)行檢測(cè)����,結(jié)果如圖8所示。
圖8 不同狀態(tài)下熱塑性復(fù)合材料層板的C掃描結(jié)果
可知檢測(cè)靈敏度分別為49 dB 和24 dB����,以穿透回波幅度良好部位80%的dB值作為檢測(cè)靈敏度,當(dāng)材料中聲能衰減較大時(shí)����,一次穿透回波的幅值會(huì)急劇減小,為了得到相同的穿透回波����,激勵(lì)所需的增益(激勵(lì)電壓)需要相應(yīng)提高,因此�,增益值越大����,代表零件中聲衰減越大�,即烘箱固化后試驗(yàn)件激勵(lì)所需增益較低,內(nèi)部質(zhì)量有所改進(jìn)����。
復(fù)合材料層板缺陷檢測(cè)
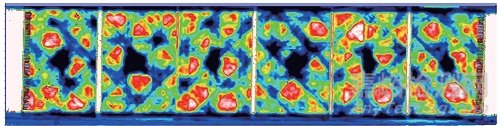
對(duì)復(fù)合材料層板烘箱固化后進(jìn)行沖擊試驗(yàn),采用頻率為1 MHz的探頭進(jìn)行噴水穿透C掃描�,結(jié)果如圖9所示,可知在沖擊處穿透回波較低���,可能存在分層或彌散性缺陷�。
圖9 沖擊試驗(yàn)后熱塑性復(fù)合材料層板的C掃描結(jié)果
由上可知����,自動(dòng)鋪放+烘箱固化工藝制備的熱塑性復(fù)合材料層板內(nèi)部質(zhì)量較差,還需改進(jìn)工藝參數(shù)���;自動(dòng)鋪放+二次熱壓工藝制備的熱塑性復(fù)合材料層板內(nèi)部質(zhì)量均勻且達(dá)標(biāo)�。即復(fù)合材料層板的沖擊損傷可能引起制件內(nèi)部孔隙或分層缺陷����。
結(jié) 論
1熱固性復(fù)合材料層板聲速約為3016 m/s,熱塑性復(fù)合材料層板聲速約為2858 m/s���。熱固性材料聲衰減系數(shù)略大于熱塑性材料�,聲衰減系數(shù)相差約0.5 dB/mm���。熱塑性復(fù)合材料層板質(zhì)量可達(dá)到熱固性復(fù)合材料層板的質(zhì)量水平���。
2熱塑性復(fù)合材料焊接件具有超聲可檢性,超聲檢測(cè)技術(shù)可以檢出制件內(nèi)部的焊接不良�、層板內(nèi)部的分層及彌散性缺陷。
3對(duì)典型性能試件制作及試驗(yàn)過(guò)程的跟蹤檢測(cè)結(jié)果顯示����,自動(dòng)鋪放+二次熱壓工藝制作的復(fù)合材料層板內(nèi)部質(zhì)量較均勻,自動(dòng)鋪放+烘箱真空固化工藝制作的復(fù)合材料層板內(nèi)部質(zhì)量均勻性較差���。復(fù)合材料層板的沖擊損傷可能引起孔隙或分層缺陷�。