在汽車制造與質(zhì)量控制領(lǐng)域�����,關(guān)于螺紋連接一個(gè)普遍性的認(rèn)知誤區(qū)是:最終扭矩達(dá)到工藝設(shè)定值����,便認(rèn)為連接是可靠的。
然而現(xiàn)實(shí)卻是�,扭矩值僅僅反映了擰緊過(guò)程的輸入,而決定連接性能(防松�、密封、抗疲勞)的核心���,是緊固完成后實(shí)際殘留在螺栓中的軸向預(yù)緊力�����,其等效扭矩即“殘余力矩”��。由于摩擦消耗���、彈性交互和短期松弛���,最高可達(dá)30%~40%的輸入扭矩并未轉(zhuǎn)化為有效夾緊力��。
本文將歸納總結(jié)殘余力矩的測(cè)量��,并揭示擰緊過(guò)程控制的實(shí)操流程�。
01殘余力矩測(cè)量方法
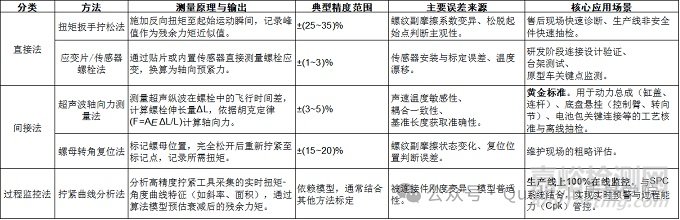
主間接法和過(guò)程監(jiān)控法。
“超聲波軸向力測(cè)量法” 因其無(wú)損����、高精度特性,被廣泛視為離線測(cè)量的權(quán)威基準(zhǔn)方法����;
“擰緊曲線分析法” 則是實(shí)現(xiàn)大規(guī)模在線預(yù)防性質(zhì)量控制的核心手段����;
“扭矩扳手?jǐn)Q松法”“螺母轉(zhuǎn)角復(fù)位法”通常用于工程場(chǎng)景��,在過(guò)程復(fù)檢��、產(chǎn)品審核(定性)等場(chǎng)景中應(yīng)用較頻繁��。必須指出�����,這種測(cè)量方法的精度較低����,必須提升零部件的一致性,并定期校準(zhǔn)��。
選擇何種測(cè)量方法����,需基于測(cè)量目的(研發(fā)/生產(chǎn)/售后)、精度要求�����、成本約束及是否允許破壞進(jìn)行綜合決策。
02應(yīng)用場(chǎng)景與工藝策略
汽車連接按安全關(guān)鍵性可分為三級(jí)��,對(duì)應(yīng)不同的測(cè)量策略:
最高級(jí):安全關(guān)鍵連接
如:發(fā)動(dòng)機(jī)缸蓋螺栓�、連桿螺栓、底盤轉(zhuǎn)向與懸掛連接點(diǎn)�、乘員約束系統(tǒng)固定點(diǎn)、電池包高壓連接�����。
工藝策略:
研發(fā)階段:應(yīng)使用應(yīng)變片法或超聲波法����,精確獲得載荷——變形曲線,優(yōu)化擰緊工藝(目標(biāo)扭矩�����、轉(zhuǎn)角序列)���。
生產(chǎn)階段:100%采用具備曲線分析功能的高精度擰緊軸在線監(jiān)控。每班次/每生產(chǎn)批次�����,使用超聲波法對(duì)首件、末件及抽檢件進(jìn)行離線實(shí)測(cè)比對(duì)與驗(yàn)證��。
數(shù)據(jù)管理:所有測(cè)量數(shù)據(jù)必須與車輛VIN碼綁定�����,實(shí)現(xiàn)終身可追溯�。
次高級(jí):重要功能連接
如:變速器殼體螺栓、一般支架固定螺栓���、非安全相關(guān)的管路接頭����。
工藝策略:
采用擰緊曲線在線監(jiān)控進(jìn)行100%控制�����。
制定統(tǒng)計(jì)抽樣計(jì)劃(如每班次2~4次)�,使用超聲波法或扭矩扳手?jǐn)Q松法/轉(zhuǎn)角復(fù)位法進(jìn)行離線審核,保障過(guò)程穩(wěn)定�����。
普通級(jí):一般連接
如:內(nèi)飾件��、線束固定卡扣等非承載連接。
工藝策略:通常采用普通扭矩扳手或電動(dòng)工具監(jiān)控最終扭矩�����,輔以定期的抽檢����。
03標(biāo)準(zhǔn)化實(shí)操流程——以超聲波法測(cè)量缸蓋螺栓為例
第一階段:測(cè)量前準(zhǔn)備(策劃與基準(zhǔn)建立)
1)定義標(biāo)準(zhǔn): 依據(jù)圖紙與工藝文件,明確目標(biāo)軸向預(yù)緊力范圍及對(duì)應(yīng)的等效殘余力矩允許公差(如:目標(biāo)值±15%)����。
2)設(shè)備校準(zhǔn): 超聲波測(cè)量?jī)x及探頭必須在有效計(jì)量期內(nèi),并使用標(biāo)準(zhǔn)試塊進(jìn)行當(dāng)日點(diǎn)檢�。
3.)獲取“零應(yīng)力基準(zhǔn)”: 此為最關(guān)鍵步驟。從待測(cè)批次螺栓中抽取樣本(至少3根)��,在自由�、無(wú)約束狀態(tài)下,測(cè)量并記錄其端部初始聲時(shí)(T0)���。此批次螺栓的T0均值或每根螺栓的獨(dú)立T0值必須存檔,作為后續(xù)計(jì)算的基準(zhǔn)��。
4)環(huán)境記錄: 記錄環(huán)境溫度�����,并在儀器中輸入以進(jìn)行聲速自動(dòng)補(bǔ)償。
第二階段:在線測(cè)量執(zhí)行
1)工藝執(zhí)行: 螺栓按既定工藝(如扭矩+轉(zhuǎn)角法)完成擰緊����。
2)靜置穩(wěn)定: 擰緊后靜置至少5分鐘,以消除彈性交互和初期塑性嵌入的影響�����。
3.)清潔與耦合: 徹底清潔螺栓測(cè)量端面�����,均勻涂抹專用超聲耦合劑�����,確保聲波有效傳導(dǎo)����。
4)數(shù)據(jù)采集: 將探頭垂直、穩(wěn)定地置于端面中心��,獲得穩(wěn)定回波后,儀器直接讀取或計(jì)算顯示當(dāng)前軸向力(F) 或換算殘余力矩(T_res)�。同一螺栓應(yīng)測(cè)量?jī)纱危Y(jié)果差異應(yīng)小于儀器重復(fù)性指標(biāo)��。
第三階段:數(shù)據(jù)分析與過(guò)程響應(yīng)
1)單點(diǎn)判斷: 將實(shí)測(cè)值與工藝允許范圍對(duì)比��,做出“合格/預(yù)警/不合格”判定����。
2)過(guò)程控制(SPC): 將連續(xù)測(cè)量數(shù)據(jù)錄入統(tǒng)計(jì)過(guò)程控制系統(tǒng)。監(jiān)控均值-極差(X-bar & R)控制圖�,計(jì)算過(guò)程能力指數(shù)(PpK, CpK)。
3)根本原因分析(RCCA):
· 若殘余力矩普遍偏低:檢查擰緊工具精度�����、零件貼合面質(zhì)量���、摩擦系數(shù)是否增大��。
· 若殘余力矩離散度過(guò)大:檢查零件硬度一致性��、涂層均勻性���、擰緊策略是否對(duì)摩擦變異過(guò)于敏感。
第四階段:記錄與歸檔
所有測(cè)量數(shù)據(jù)(包括VIN�����、螺栓位置���、目標(biāo)值���、實(shí)測(cè)值、操作者��、時(shí)間戳)必須自動(dòng)或手動(dòng)上傳至制造執(zhí)行系統(tǒng)(MES) 或質(zhì)量管理系統(tǒng)(QMS)���,形成電子化質(zhì)量檔案�。
04小結(jié):從“擰緊控制”到“預(yù)緊力管理”
在汽車產(chǎn)業(yè)邁向零缺陷與高可靠性的進(jìn)程中����,對(duì)螺栓連接的質(zhì)量要求已從簡(jiǎn)單的“扭矩合格”升維至全面的“預(yù)緊力保障”,建立以殘余力矩為最終評(píng)價(jià)指標(biāo)的測(cè)量與控制體系�,是實(shí)現(xiàn)這一目標(biāo)的技術(shù)基石。
通過(guò)融合在線的實(shí)時(shí)曲線監(jiān)控與離線的超聲波基準(zhǔn)測(cè)量��,企業(yè)能夠構(gòu)建一個(gè)閉合的�����、數(shù)據(jù)驅(qū)動(dòng)的連接質(zhì)量管理閉環(huán),從而從根本上提升產(chǎn)品的安全��、耐久與可靠性���。