汽車專用板材的質(zhì)量是影響汽車整體質(zhì)量的重要因素之一。擴(kuò)孔率反映了材料的擴(kuò)孔性能�����,可直接表征汽車專用板材在擴(kuò)孔時(shí)的孔邊成形能力�����。擴(kuò)孔率的測(cè)量過程為:將中心帶孔的試樣放置在擴(kuò)孔試驗(yàn)機(jī)中心凸模上���,向試樣邊部施加一定夾持力���,然后以一定的速率上升凸模,使試樣中心的預(yù)制孔不斷擴(kuò)大���,直到試樣預(yù)制孔的邊緣出現(xiàn)裂紋為止��。在實(shí)際的擴(kuò)孔率測(cè)量試驗(yàn)中���,改變部分試驗(yàn)條件會(huì)對(duì)測(cè)得的擴(kuò)孔率產(chǎn)生較大影響。
激光切割�����、視覺識(shí)別等技術(shù)在冶金行業(yè)板材試樣自動(dòng)化加工中應(yīng)用廣泛,這些技術(shù)可實(shí)現(xiàn)板材試樣的自動(dòng)加工���、提高加工效率和質(zhì)量、降低人工作業(yè)強(qiáng)度���、提升安全作業(yè)系數(shù)等��,推動(dòng)了生產(chǎn)工藝的高質(zhì)量發(fā)展�����。激光打孔是最早實(shí)際應(yīng)用的一項(xiàng)激光加工技術(shù)���,現(xiàn)已成為諸多制造領(lǐng)域的關(guān)鍵技術(shù),激光打孔特別適合加工高硬度的材料�����。激光打孔技術(shù)具有極高的加工精度�����、強(qiáng)大的適應(yīng)性�����、高效率、低成本�����,以及顯著的經(jīng)濟(jì)效益���。研究人員使用激光打孔和沖孔機(jī)沖孔技術(shù)分別對(duì)780DP鋼和980DP鋼冷軋汽車板試樣進(jìn)行中心孔加工��,分析了不同擴(kuò)孔技術(shù)對(duì)材料擴(kuò)孔率的影響���,研究結(jié)果可為評(píng)價(jià)鋼材的成形性能提供理論基礎(chǔ)。
1 試樣制備與試驗(yàn)方法
1.1 試樣制備
選取不同厚度的780DP鋼和980DP鋼冷軋板��,在鋼板的中部沿軋制方向連續(xù)取12個(gè)試樣��,分別編號(hào)為試樣1~12�����,其中奇數(shù)編號(hào)的試樣使用激光打孔的方式�����,偶數(shù)編號(hào)的試樣采用沖孔機(jī)沖孔的方式,分別加工直徑為10mm的預(yù)制中心孔���。試樣的具體加工方式如表1所示�����。
1.2 試驗(yàn)方法
使用Erivhsen杯狀成型試驗(yàn)機(jī)對(duì)試樣進(jìn)行擴(kuò)孔試驗(yàn),設(shè)備配備自動(dòng)光學(xué)測(cè)量擴(kuò)孔裂紋��,系統(tǒng)分辨精度為40μm���,軟件檢測(cè)到擴(kuò)孔試樣中心孔邊緣局部出現(xiàn)最小破裂開口后自動(dòng)停止���,自動(dòng)計(jì)算得到每個(gè)試樣的擴(kuò)孔率。采用掃描電鏡(SEM)和光學(xué)顯微鏡觀察試樣中心孔的微觀形貌和顯微組織���。
依據(jù)GB/T 24524—2021 《金屬材料 薄板和薄帶 擴(kuò)孔試驗(yàn)方法》��,擴(kuò)孔率計(jì)算方法如式(1)所示�����。
2 試驗(yàn)結(jié)果
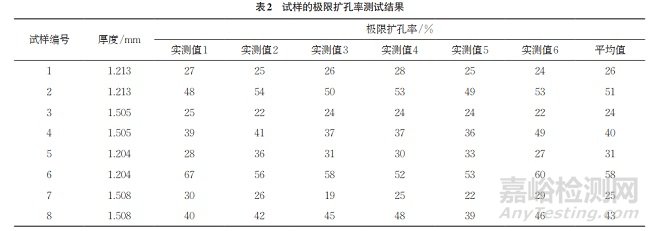
2.1 極限擴(kuò)孔率測(cè)試
試樣的極限擴(kuò)孔率測(cè)試結(jié)果如表2 所示�����。由表2可知:對(duì)于相同材料和厚度的試樣�����,激光打孔試樣的極限擴(kuò)孔率遠(yuǎn)優(yōu)于沖孔機(jī)沖孔試樣的極限擴(kuò)孔率���。
2.2 SEM分析
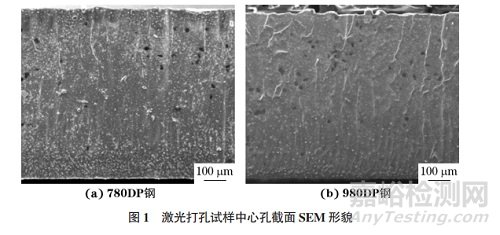
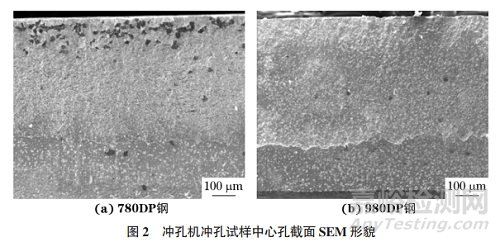
激光打孔試樣和沖擊機(jī)沖孔試樣的中心孔截面SEM形貌分別如圖1�����,2所示���。由圖1,2可知:激光打孔試樣中心孔截面較為光滑�����;沖擊機(jī)沖孔試樣的中心孔截面出現(xiàn)分層現(xiàn)象�����,一部分為光滑���、明亮的光亮帶(光面)���,一部分為粗糙���、有斜度的斷裂帶(毛面)。
在使用激光打孔過程中�����,激光由激光器產(chǎn)生后��,經(jīng)反射鏡反射�����,再通過聚集鏡照射到加工物品上��,使加工物品表面的溫度急劇升高�����,進(jìn)而使其迅速融化或汽化��,以達(dá)到切割的目的���。激光打孔形成的孔截面通常不會(huì)出現(xiàn)明顯的光亮帶和斷裂帶��,孔截面表面較為光滑��,因此在擴(kuò)孔試驗(yàn)中�����,不易出現(xiàn)裂紋先在切應(yīng)力的作用下擴(kuò)大��,隨后沿整個(gè)厚度方向擴(kuò)展的情況��。
在使用沖孔機(jī)沖孔過程中�����,當(dāng)沖頭接觸材料時(shí)�����,材料開始發(fā)生初步塑性變形��。此時(shí)�����,材料在沖頭的作用下開始形成孔的初步形狀�����。隨著沖頭繼續(xù)下壓�����,材料在沖頭和模具的剪切作用下�����,逐漸沿著預(yù)定的路徑形成孔��。這個(gè)階段��,材料在沖頭周圍的區(qū)域會(huì)發(fā)生顯著的塑性變形��。當(dāng)沖頭下壓到一定深度時(shí)�����,材料在沖頭刃口附近的應(yīng)力達(dá)到其斷裂強(qiáng)度�����,從而使其發(fā)生斷裂分離��。此時(shí)���,孔已經(jīng)完全形成�����。其中��,光亮帶是材料在剪切作用下形成的整齊切斷面���,而斷裂帶則是由材料在斷裂分離過程中發(fā)生的不規(guī)則撕裂形成的粗糙面。
在擴(kuò)孔試驗(yàn)中�����,由于預(yù)制孔截面斷裂帶的表面粗糙�����,存在許多不規(guī)則的擴(kuò)展裂紋��,這些裂紋在試驗(yàn)過程中會(huì)首先在切應(yīng)力的作用下逐漸擴(kuò)展,并貫穿整個(gè)材料厚度方向�����,導(dǎo)致實(shí)際觀測(cè)到的孔徑尺寸變小���,且限制了材料在擴(kuò)孔試驗(yàn)中的延伸變形���,使其變形不充分。因此���,計(jì)算得出的極限擴(kuò)孔率也會(huì)相應(yīng)減小��。
2.3 金相檢驗(yàn)
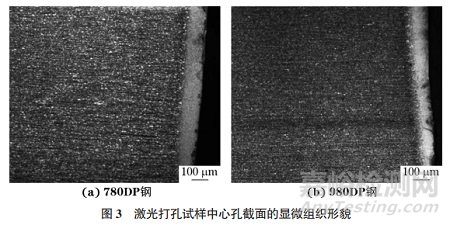
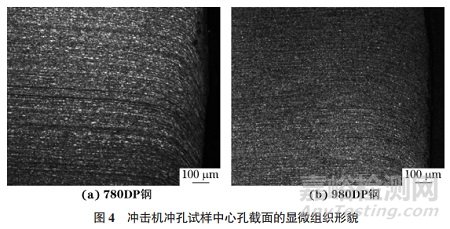
激光打孔試樣和沖擊機(jī)沖孔試樣中心孔截面的顯微組織形貌分別如圖3���,4所示。由圖3�����,4可知:采用兩種不同加工方式��,試樣中心孔邊部產(chǎn)生了不同的硬化層�����。
使用激光打孔方式加工時(shí)���,在激光輻射的作用下���,試樣形成熔渣層的同時(shí),還會(huì)形成一層熔化和疏松的金屬層�����,厚度約為75μm�����,金屬層和其銜接的一小部分金屬之間出現(xiàn)明顯脫碳現(xiàn)象���,在抵抗變形時(shí)�����,材料會(huì)表現(xiàn)出較好的延展性���。
使用沖孔機(jī)沖孔時(shí)��,在沖壓過程中���,沖針在連續(xù)下降過程中不斷地對(duì)試樣表面施加向下的剪切力,當(dāng)剪切力累計(jì)到一定程度后��,試樣隨沖針方向發(fā)生塑性變形���,晶粒發(fā)生滑移�����,出現(xiàn)位錯(cuò)的纏結(jié)���,使晶粒拉長(zhǎng)、破碎和纖維化�����,致使端面發(fā)生撕裂而形成沖壓孔���,孔邊部會(huì)產(chǎn)生厚度為80~100μm的冷加工硬化層和沖壓毛刺。在試驗(yàn)過程中���,冷加工硬化層和沖壓毛刺會(huì)率先產(chǎn)生裂紋���,隨著試驗(yàn)沖頭的不斷上升���,裂紋逐漸擴(kuò)大,直至貫穿整個(gè)試樣截面���,導(dǎo)致材料的擴(kuò)孔性能降低���。
3 結(jié)論
不同的加工工藝對(duì)材料的擴(kuò)孔性能有很大影響。使用激光打孔的方式加工試樣的擴(kuò)孔性能優(yōu)于使用沖孔機(jī)沖孔方式加工的試樣��。