引言
隨著PCBA(Print Circuit Board Assembled)組裝密度的日益提高�,密間距CSP器件及其應用得到了持續(xù)發(fā)展�,0.8、0.5甚至0.4mm引腳間距的CSP器件在產(chǎn)品上的應用也越來越多�����,但是也由于焊球尺寸的持續(xù)減小帶來了其組裝以及可靠性方面的風險���,在一些可靠性要求較高的產(chǎn)品上就尤其值得注意�����。
本文主要研究了幾種業(yè)界最常用類型的0.4mm引腳間距CSP器件的組裝及可靠性�,考慮到出線設計的局限性�����,分別設計采用SMD(Solder Mask Define)���、NSMD(Non Solder Mask Define)焊盤�,并對有鉛和無鉛器件均采用錫鉛錫膏組裝,并在此基礎上分析對比了一種可返修的underfill材料的可靠性表現(xiàn)�����。
1�、試驗設計
1.1 試驗板設計
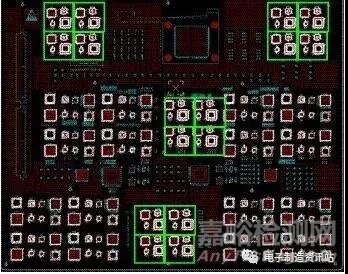
試驗板設計如圖1所示,板上分別設計有0.4和0.5CSP�,單板尺寸為440 mm x 360 mm x 2 mm ,采用FR4 材料和OSP表面處理�����。
圖1試驗板設計���,綠色框中為0.4CSP器件
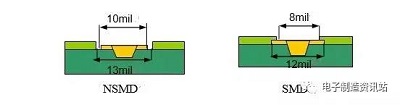
試驗板上設計了SMD和NSMD的兩種焊盤尺寸�����,分別見圖2所示���,焊盤之間的走線互聯(lián)主要采用dog-bone 通孔以及盤中孔的形式。
圖2 0.4CSP焊盤設計
1.2 器件選擇
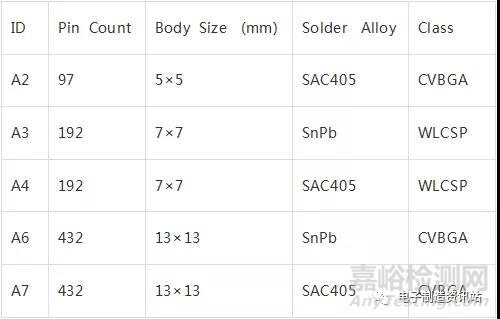
選擇的器件如表1所示�,其尺寸封裝形式以及焊球成份等有所不同�����,所有器件均為帶有菊花鏈的假件���,分別來自Amkor和高通公司���。
Table1 0.4 mm CSP器件選擇
1.3 組裝工藝
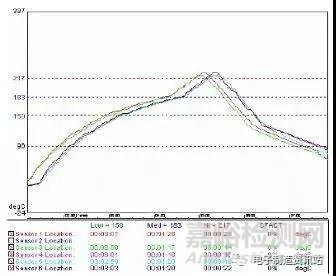
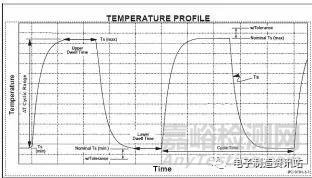
鋼網(wǎng)采用4 mil厚的激光切割+電拋光工藝�����,開口為10mil方形�,試驗采用的為Indium 3號粉錫鉛共晶錫膏�����,印刷試驗過程中注意試驗鋼網(wǎng)的清洗以保證有效的一致性�,由于試驗板采用有鉛錫膏組裝無鉛器件,回流參數(shù)按照混裝要求�����,回流溫度如圖3所示�;
圖3. 回流曲線
1.4 UNDERFILL
本文采用Emerson &Cuming E1159的可返修underill材料���,采用AsymtekCentury 720進行底部灌膠,采用軟件計算和人工目檢的方法確定器件獲得足夠的underfill膠量���。
2�、試驗結果分析
2.1 組裝試驗結果及分析
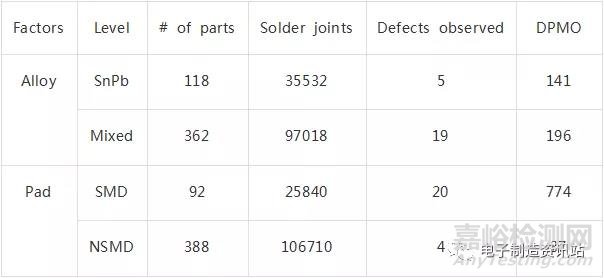
試驗后所有器件均進行Xray和電性能測試以確保是否連錫和開路�,在本文設計的試驗方案中出現(xiàn)的缺陷主要為連錫,實驗組裝的器件數(shù)目和缺陷情況如表2所示�����,通過數(shù)據(jù)分析發(fā)現(xiàn)���,影響缺陷最顯著的因子為焊盤的類型���,其中SMD型焊盤更易產(chǎn)生連錫缺陷,分析認為�,SMD之所以產(chǎn)生更多的缺陷可能是由于阻焊定義的焊盤導致在印錫時更多的錫膏體積,同時焊料可鋪展空間的減小進一步增加了連錫的風險���。
Table2 組裝試驗結果
2.2可靠性試驗結果及分析
試驗板采用IPC標準的0/100℃可靠性試驗參數(shù)進行ATC試驗�����,如圖4所示�����,采用event detector進行通斷的檢測���,對于電阻大于300歐姆的器件視為失效�,本文所用的可靠性試驗數(shù)據(jù)均為檢測到開路的循環(huán)數(shù)�����,采用weibull曲線進行試驗結果分析�����。
圖 4 溫循試驗參數(shù) IPC-9701
2.2.1 Underfill對錫鉛共晶焊接情況下的可靠性影響
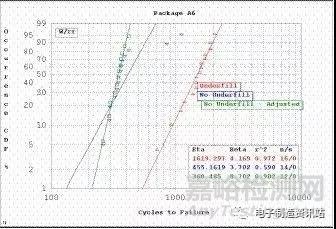
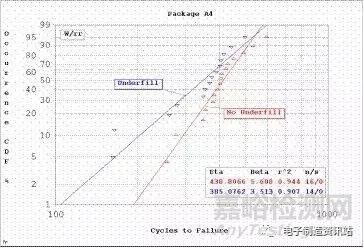
對于A6 器件的可靠性數(shù)據(jù)進行分析見圖5所示�,其中有兩個器件可靠性結果顯示異常高�����,使得整個曲線并不符合weibull分布�����,所以實際分析中去除了兩個樣本的結果,圖中綠線紅綠線分別為A6 器件添加和不添加Underfill材料的試驗結果�����,從圖中可明顯看出�,對于A6 器件的ATC特征壽命,underfill的添加幾乎使其特征壽命增加了3.5倍���。在其他類型的器件和0.5CSP中得到類似的試驗結果�����。
圖5 有無Underfill對錫鉛共晶焊點0/100 ℃ATC可靠性結果的影響
2.2.2 Underfill對混裝焊接情況下的可靠性影響
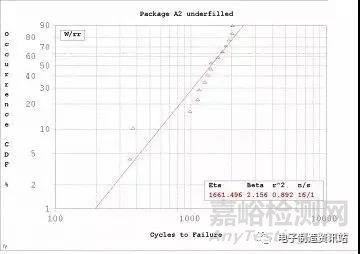
對A2器件組裝在10mil的NSMD焊盤上的試驗結果進行分析見圖6所示�,在截至2300試驗周期的情況下���,添加 Undefill的16個器件中15個發(fā)生了失效���,而未施加underfill材料的器件均未發(fā)生失效,試驗結果明顯顯示試驗中選擇的underfill材料降低了混裝焊點的可靠性���。
圖6 有無Underfill對混裝焊點0/100 ℃ATC可靠性結果的影響
對于另一個封裝的器件A4 進行分析發(fā)現(xiàn)了類似的結果�,試驗結果見圖7所示,對于WLCSP封裝的器件�����,underfill降低了大約12%的特征壽命�。
圖7 有無Underfill對WLCSP混裝焊點0/100 ℃ATC可靠性結果的影響
2.2.3焊盤類型的影響
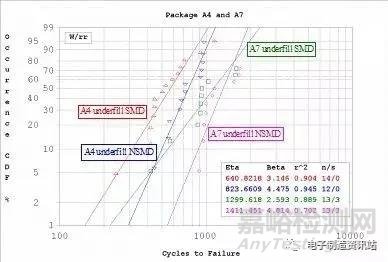
對于器件A4和A7在添加underfill的情況下的兩種類型焊盤的可靠性結果進行分析,結果見圖8所示�,組裝在10milNSMD盤上的可靠性稍好于SMD情況,對于未施加underfill的器件來說���,其結果也是類似的�����。
圖8 SMD及NSMD焊盤設計對焊點0/100 ℃ ATC可靠性結果的影響
2.2.4不同焊點成份的器件可靠性差異
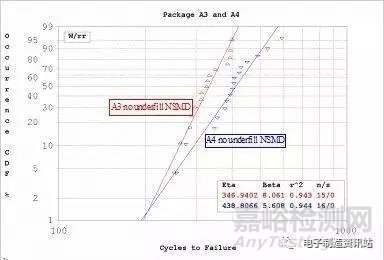
顯而易見,焊點成份會顯著影響焊點可靠性���,在為添加underfill的情況下�����,在0/100℃的可靠性測試條件下一般來說混裝焊點的ATC壽命會稍好于有鉛情況�����,本研究也得出類似結果�,如圖9所示。
圖9 焊球成份對0/100℃ATC可靠性結果的影響—無underfill���,A3錫鉛�����,A4為混裝
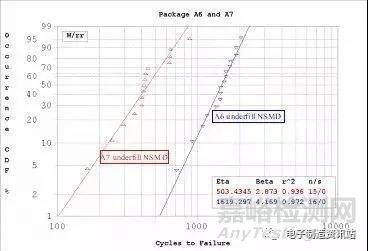
但是對于添加underfill情況下的可靠性進行分析�����,我們卻得出截然相反的結論�����,錫鉛共晶焊接情況下的可靠性壽命遠大于混裝焊點���,如圖10所示,結合前面的分析�,我們認為,主要是由于本研究中所選擇的underfill材料可顯著增強共晶焊點的可靠性卻降低了混裝焊點的可靠性�����。
圖 10 焊球成份對0/100℃ATC可靠性結果的影響—underfill,A6錫鉛���,A7為混裝
3�、失效分析
3.1 無underfill的焊點失效分析
對失效焊點進行了切片分析�����,對比在同種試驗參數(shù)情況下的SMD型焊盤和NSMD型焊盤的失效情況�,發(fā)現(xiàn)SMD型焊盤失效位置主要在PCB側而NSMD型焊盤的失效主要在器件側,如圖11所示�。
圖11 無underfill情況下的失效樣品切片分析
對焊點在溫循中的受應力情況進行1/8模型的仿真分析,對比A4器件在SMD和NSMD情況下的應力分布���,如圖12所示�����,從圖中可以看出,基于本文工藝設計�,對于SMD焊點,最大應力出現(xiàn)在焊盤側���,而對于NSMD的情況�,最大應力出現(xiàn)在器件側,最大應力集中點均沿器件的對角線方向���,這就解釋了為何器件呈現(xiàn)規(guī)律性的失效模式���。
圖12 無underfill情況下的焊點應力仿真分析
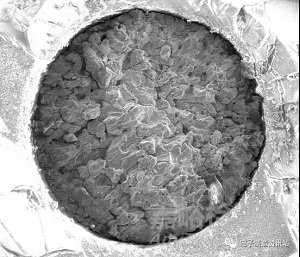
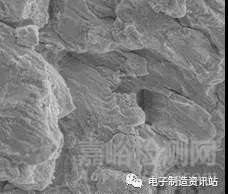
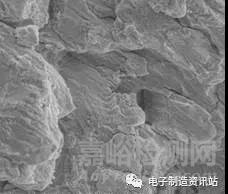
分析對比相同應力情況下的有鉛和無鉛焊點斷口,對比其裂紋擴展和疲勞輝紋條帶�����,如圖13所示�,有鉛焊點失效位置全部在焊點中,結合高倍顯微分析發(fā)現(xiàn)�����,多為沿晶斷裂并伴隨晶粒的蠕變�,疲勞輝紋也呈現(xiàn)出隨焊點晶粒蠕變而變形。
圖13 共晶焊點溫循后的斷口掃描分析
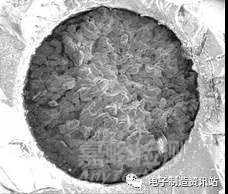
而混裝焊點的斷口會有部分穿越IMC(向心側)�����,斷裂多為沿晶斷裂�����,斷口表面晶粒的疲勞輝紋條帶顯示出比共晶焊點更為整齊規(guī)則,而輝紋之間間距也更細�,晶粒蠕變明顯不如有鉛焊點嚴重,如圖14所示���。
圖14 混裝焊點溫循后的斷口掃描分析
兩者的失效斷口分析表明���,混裝焊點更趨向于脆性斷裂而共晶焊點多表現(xiàn)出韌性斷裂的特征,這本身也是兩者材料性能不同的表現(xiàn)���。
3.2 有underfill的焊點失效分析
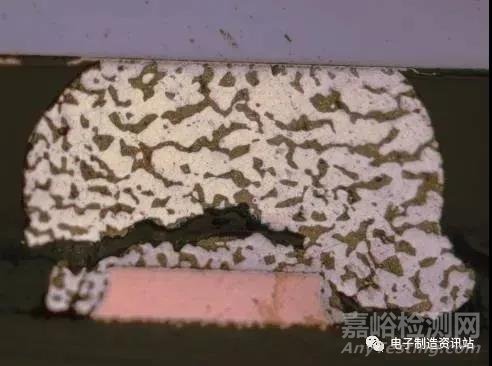
試驗結果顯示���,對于添加underfill的情況,器件的失效模式發(fā)生了顯著改變�,對于共晶焊點,針對余NSMD的焊盤設計�,部分失效位置移到PCB側,并伴隨焊點的變形�,如圖15所示,對于混裝情況下���,焊點變形情況不如有鉛明顯,對于NSMD的焊盤設計���,不但出現(xiàn)PCB側的失效而且還有呈45度方向的失效�����,如圖16所示���。
對于焊點在溫循過程中的應力進行簡單分析�,在沒有underfill的情況下�,焊點所受應力主要為水平方向的剪切力和垂直方向的應力,其中水平方向剪切力大于垂直方向�����,但隨著高模量低CTE的underfill材料添加�,焊點的應力情況發(fā)生改變,垂直方向的應力增加���,但由于焊點本身在器件中所屬位置的不同�,應力大小和方向會各有所不同���,造成失效模式的顯著改變�。
圖15 有underfill情況下共晶焊點溫循后的切片分析
圖16 有underfill情況下混裝焊點溫循后的切片分析
圖17 有無underfill情況下焊點應力分析對比示意圖
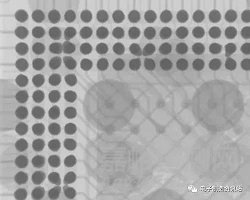
觀察溫循后器件焊點的Xray圖片(圖18)�����,發(fā)現(xiàn)這種較多的焊點變形,且對于錫鉛共晶焊點變形更為嚴重�,分析發(fā)現(xiàn)焊點變形并無明顯方向性及規(guī)律。
圖18 有underfill情況下共晶焊點溫循后的Xray圖片
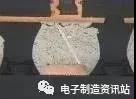
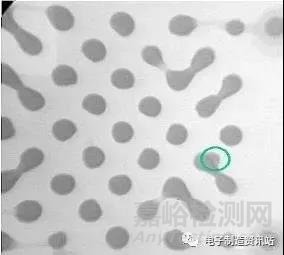
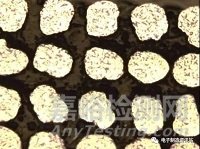
針對共晶焊點的焊點溫循后變形在業(yè)界也并非一個新課題���,對于在underfill中存在空洞情況下的ATC試驗后的焊點變形問題���,業(yè)界之前也有先例,在一些極端的情況下�,錫鉛共晶的FC器件ATC后出現(xiàn)了大量的連錫(圖19)。
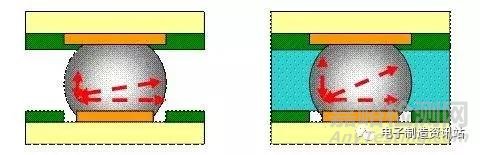
underfill的添加顯著改變了焊點的受力情況���,高模量低CTE的underfill材料使得器件在熱循環(huán)中受到更多的擠壓應力�����,溫度越高這種壓應力越大�����,而溫度的升高同時也使得材料變軟�,當焊點周圍的這種力不對稱的情況下���,焊點就容易發(fā)生一些變形���。
圖19 已報道的FC焊點溫循后的變形情況
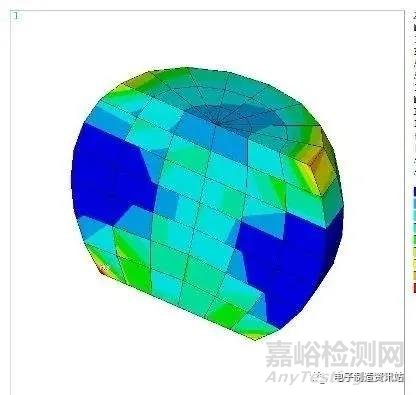
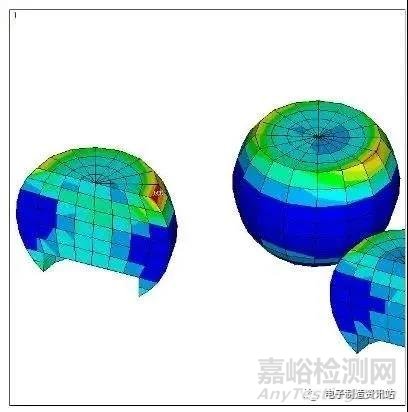
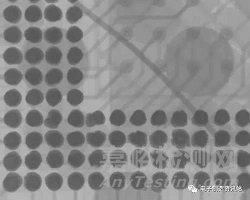
在本研究中,在對比了四種級別的空洞含量的underfill后的焊點后發(fā)現(xiàn)�����,underfill中的空洞數(shù)量明顯的影響了焊球變形的多少�����,在underfill中很少空洞的情況下���,焊球仍保持原來形狀���,在可靠性試驗后,underfill中出現(xiàn)了較多的裂紋�,但是隨著空洞的增多,特別是相鄰焊球附近的underfill空洞貫穿使得焊料在溫循中受到應力作用向空洞中擴展�����,空洞數(shù)量越多�,這種焊球變形就越明顯�����,而且由于空洞分布本身的不對稱性���,使得焊球變形方面并無明顯規(guī)律。
圖20 幾種不同underfill空洞含量的焊點的變形情況
Underfill中出現(xiàn)空洞的原因是多方面的���,材料本身兼容性���,因為underfill工藝造成的流體流動以及固化等都是可能的原因。
4�����、結論
本文中主要對比了幾種試驗因子對0.4CSP組裝和熱循環(huán)可靠性的影響���,主要結論如下:
(1)某些種類的可返修underfill材料可顯著增加有鉛焊點的溫循可靠性���;
(2) 本文試驗條件下的結果顯示NSMD焊盤相對SMD焊盤有更低的缺陷率;
(3) 本文的溫循參數(shù)條件下�����,基于本文所選擇的underfill材料,在沒有underfill的情況下�,混裝焊點可靠性稍好于共晶,但在有underfill情況下�,共晶焊點可靠性則明顯好于混裝;
(4) underfill材料和助焊膏以及綠油等之間的兼容性及本身的工藝控制非常重要�,underfill后形成的空洞有可能導致器件在使用過程中的焊點變形甚至連錫���,特別對于錫鉛共晶焊點更為突出�����。
參考文獻
[1] http://www.asymtek.com/support/flipchip.htm. 2007.
[2] Antonio Prats, First-level Assemblyand Reliability of an Overmolded Flip ChipCSP,Universal Instruments Corporation, Area Array Consortium2002.